Изобретение относится -екстипьной промышленности и предназначено для использования его в промывки химических волокон, в частности свежесформировзнных.
Целью изобретения является уменьшение расхода промывочной жидкости, интенсификация и автоматизация процесса промывки.
Нить диаметром йн входит в отверстие в твердой стенке (шайбе) диаметром dj. Этот участок нити (место размещения твердой стенки) расположен в зоне ее (нити) движения при транспортировке. Формирование капель происходит следующим образом. Жидкость под высоким постоянным давлением поступает к соплу малого диаметра и. выходя из него в виде ламинарной струи, дробится затем на капли одинакового .диаметра d за счет наложения на струю высокочастотных колебаний. Эти капли летят друг за другом в виде линейной последовательности на одинаковых расстояниях и направляются на участок нити в месте прохождения ее через отверстие в твердой стенке.
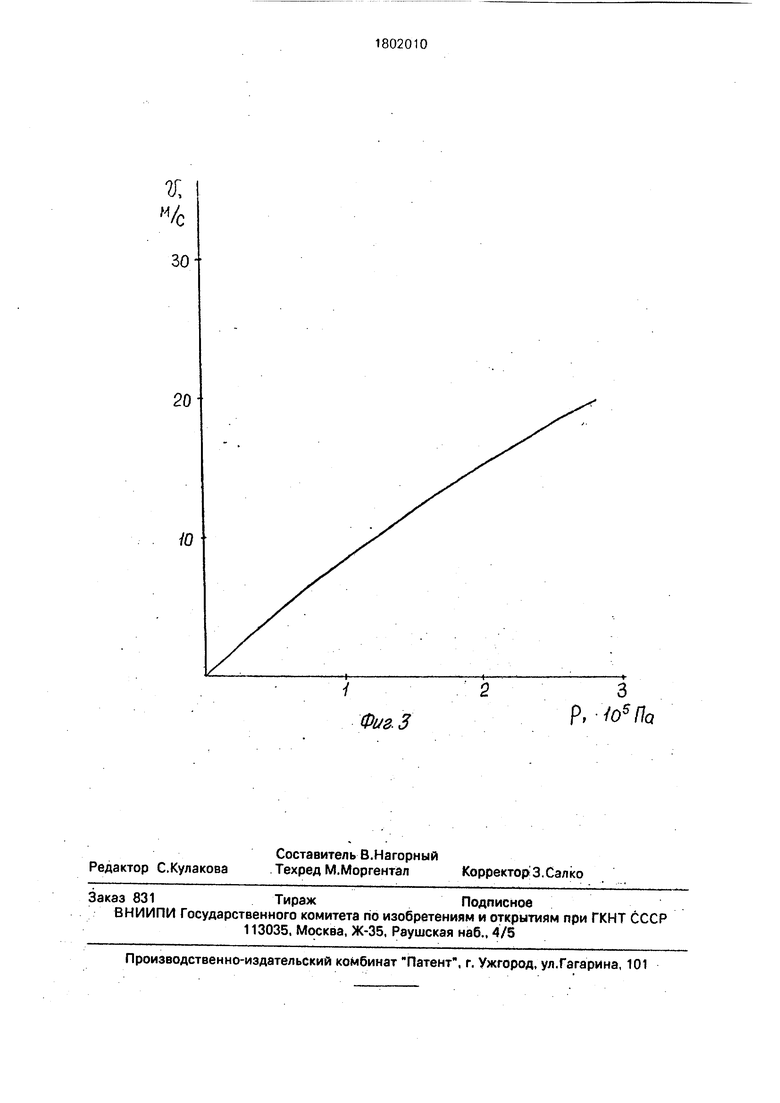
При попадании капли жидкости, имеющей высокую кинетическую энергию, на нить от удара происходит возмущение плен-. ки на нити и ее разрушение. При давлении подачи жидкости 0,1-0,5 мПа скорость движения капли составляет 10-30 м/с. В первый момент времени капля диаметром о при контакте с отверстием, меньшего диаметра, как бы прилипает к краям отверстия. Поэтому жидкость на стенках отверстия при движении нити через него создает дополнительный эффект промывки, сдирая пленку с контактирующей с ней нити.
Последующая капля жидкости, попадающая в то же место нити через отверстие в шайбе, смывает разрушенную пленку с нити. 1 В сравнении с прототипом, предлагаемый способ промывки повышает интенсивш
ю о
ность процесса. Это происходит благодаря тому, что имеет место активное комплексное взаимодействие движущейся нити с промывочной жидкостью. Жидкость не только смывает пленку с нити, но и способствует ее разрушению. Поэтому в предлага- емом способе уменьшен расход промывочной жидкости. Благодаря производимому изменению .частоты высокочастотных возмущений, накладываемых на струю, выходящую из сопла, осуществляется управляемое регулирование частоты образования капель жидкости и их диаметра. Это позволяет автоматизировать процесс промывки за счет точного управления количеством дозируемой промывочной жидкости на движущуюся нить и изменения этим скорости смывания пленки с нити. Путем изменения давления подачи жидкости ведется управление скоростью капель и их кинетической энергией, а этим силой взаимодействия капли с нитью.
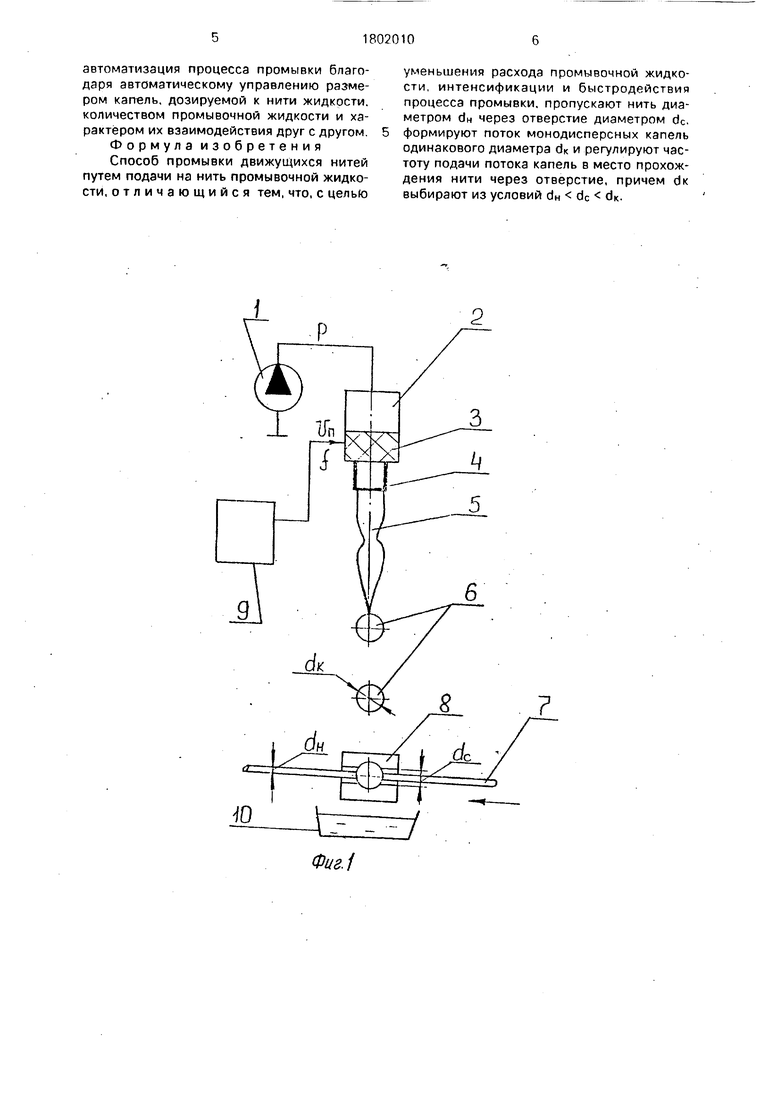
На фиг. 1 представлено устройство, реализующее предлагаемый способ промывки нитей.
Цифрами на фиг. 1 обозначены: 1 - насос для подачи промывочной жидкости; 2 - устройство для формирования капель жидкости; 3 - источник высокочастотных колебаний; 4 - сопло; 5 - ламинарная струя жидкости; 6 - капля с диаметром dK; 7 - движущаяся нить; 8 - твердая стенка (шайба), с отверстием диаметром dc; 9 - устройство управления; 10-слив.
Устройство, реализующее предложенный способ, функционирует следующим образом.
Нить 7 непрерывно движется, проходя через отверстие в твердой стенке (шайбе) с диаметром dc. причем б dc. От насоса 1 под действием высокого постоянного давления (0,1-0,5 мПа) промывочная жидкость поступает в устройство формирования капель жидкости 2. Проходя через него и выходя через сопло 4 (диаметр 50-200 мкм) в виде ламинарной струи, жидкость дробится на капли под действием высокочастотных колебаний, накладываемых на струю источником высокочастотных колебаний 3. В качестве него может быть использован, например, пьезоэлектрический преобразователь. Образующиеся капли жидкости имеют одинаковый диаметр d« и летят строго друг за другом на одинаковых расстояниях в виде линейной последовательности. Причем частота их образования равна частоте f электрического сигнала амплитудой Un на входе пьезоэлектрического преобразователя 3. Капли направляются в место прохождения нити через отверстие в твердой
стенке (шайбе). Для промывки используются сверхвысокомодульные свежесформированные нити линейной плотности 29.4, 58,8 и 100 текс. Диаметр отверстия в твердой
стенке выбирается меньше, чем диаметр нити и равен 1-1,5 мм. При попадании капли промывочной жидкости в нить через отверстие в твердой стенке происходит разрушение пленки, покрывающей нить.
0 При этом диаметр капли выбирается таким, что dn dc UK и составляет 200-500 мкм. Быстрому разрушению пленки способствует высокая кинетическая энергия, которую имеют летящие с высокой скоростью капли жидко5 сти. Кроме того, разрушение пленки происходит при движении нити в жидкости, находящейся в отверстии шайбы (капля при попадании в края отверстия как бы прилипает к ним). Пленка, покрывающая нить, ка0 саясь жидкости, сдирается. При попадании следующей капли в нить происходит смывание разрушенной пленки с нити на слив 10. Таким образом; в отличие от прототипа, в предложенном способе имеет место боль5 шая интенсивность промывки, вследствие того, что промывочная жидкость активно взаимодействует с нитью. При этом значительно снижается расход промывочной жидкости. Предлагаемый способ позволяет
0 автоматизировать процесс промывки, поскольку в нем производится управляемое регулирование количество дозируемой к нити жидкости и характера взаимодействия ее с пленкой. Путем изменения частоты элект5 рического сигнала от устройства управления 9 на источник высокочастотных колебаний 3 осуществляется управление частотой следования капель жидкости и их диаметром.
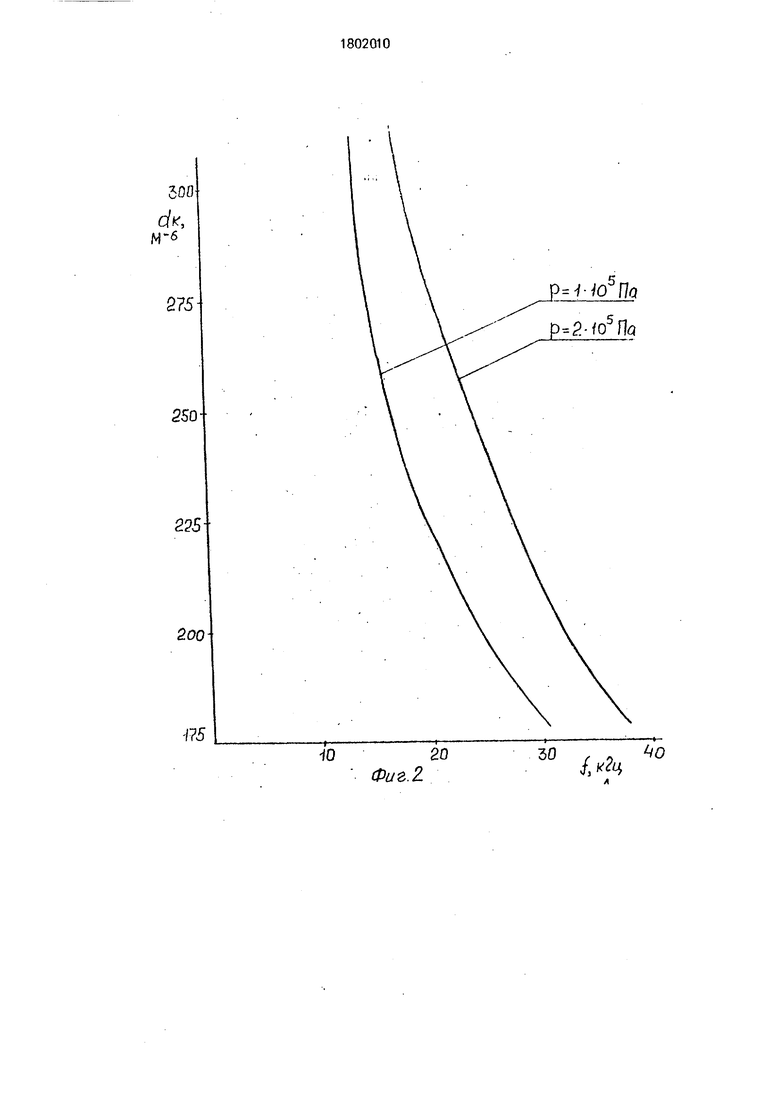
0 Как показали многочисленные эксперименты, см.зависимость dK(f) на фиг, 2, изменению частоты управляющего сигнала f соответствует строго определенное значение dK. Управление величиной диаметра d
5 ведется для обработки нитей различного диаметра, с различной толщиной покрывающей их пленки, движущихся с различными скоростями, путем увеличения давления подачи жидкости Р изменяется величина
0 скорости капель и их кинетической энергии UK(P). Этим варьируется характер взаимодействия промывочной жидкости с движущейся нитью.
Таким образом, технико-экономические
5 преимущества изобретения состоят в снижении расхода промывочной жидкости и увеличении интенсивности промывки, вследствие активного управляемого взаимодействия промывочной жидкости с поверхностью нити. Кроме того, происходит
автоматизация процесса промывки благодаря автоматическому управлению размером капель, дозируемой к нити жидкости, количеством промывочной жидкости и характером их взаимодействия друг с другом. Формула изобретения Способ промывки движущихся нитей путем подачи на нить промывочной жидкости, отличающийся тем, что, с целью
уменьшения расхода промывочной жидкости, интенсификации и быстродействия процесса промывки, пропускают нить диаметром dH через отверстие диаметром dc. формируют поток монодисперсных капель одинакового диаметра dK и регулируют частоту подачи потока капель в место прохождения нити через отверстие, причем dK выбирают из условий dH dc dK.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОМЫВКИ ДВИЖУЩЕЙСЯ НИТИ | 1999 |
|
RU2141014C1 |
| СПОСОБ ПРОМЫВКИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ НИТИ | 1999 |
|
RU2141013C1 |
| Способ замасливания нитей | 1989 |
|
SU1694739A1 |
| Способ получения многофиламентной нити с утолщениями | 1990 |
|
SU1758100A1 |
| Устройство для нанесения замасливателя на нить | 1990 |
|
SU1796711A1 |
| СПОСОБ КРАШЕНИЯ ВОЛОКОН | 1999 |
|
RU2144103C1 |
| РАСПЫЛИТЕЛЬ ЖИДКОСТИ | 2004 |
|
RU2273527C1 |
| ФОРСУНКА И СПОСОБ ПРОМЫВКИ КОМПРЕССОРОВ ГАЗОТУРБИННЫХ УСТАНОВОК | 2004 |
|
RU2343299C2 |
| Способ параллелизации волокон в устройствах безверетенного прядения | 1990 |
|
SU1751230A1 |
| СПОСОБ БУРЕНИЯ КРЕПКИХ ПОРОД С ГИДРОТРАНСПОРТОМ КЕРНА И БУРОВОЙ СНАРЯД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2386005C2 |
Изобретение относится к текстильной промышленности и может быть использовано для промывки -(впрерывно движущихся нитей. Сущность v. сСретения состоит в том, что на участок диаметром JH, входящей в отверстие в твердой стенке/шайбе/ диаметром dc наносят капли промывочной жидкости диаметре . dx из сформированного потока монодисперсных капель одинакового диаметра, причем выбирают и регулируют частоту подачи капель на данный участок нити. 3 ил.
Фи 8.1
Ю 20 30 f . 40 Фае. 2.
Фие. 3
Р, -to5Па
| Прошков А.Ф | |||
| ,- ля производства химических волокон | |||
| Л, 974, стр 117- 118 | |||
| Устройство для каскадной промывки непрерывно движущейся нити | 1975 |
|
SU636277A1 |
| кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
