Изобретение относится к текстильной промышленности и может быть использовано при жидкостной обработке движущейся нити, особенно для промывки свежесформированного химического волокна.
Известны способы для промывки движущихся нитей, при которых нить промывается жидкостью, контактируя с какой-либо механической поверхностью (см., например, Прошков А.Ф. Машины для производства химических волокон, М.: Химия , 1974). Недостатком данных способов промывки является то, что промывка в этом случае сопровождается значительным расходом промывочной жидкости, подаваемой не к нити, а к контактирующей с ней поверхности. Промывка имеет низкую степень автоматизации, поскольку нет возможности точно и оперативно регулировать количество промывочной жидкости при подаче ее к нити. Интенсивность промывки мала, так как промывочная жидкость слабо взаимодействует с нитью, стекая по ней вниз. Для полного смывания пленки, покрывающей свежесформированную нить, необходимо увеличить расход жидкости и время промывки. Недостатком данного способа промывки является и то, что происходит механическое повреждение филаментов нити из-за контакта ее с поверхностью промывочного элемента. Это отрицательно сказывается на качестве нити.
Наиболее близким аналогом к заявленному изобретению (прототипом) является способ промывки движущейся нити путем подачи промывочной жидкости на нить пульверизацией или орошением, например, с помощью форсунок, так что жидкость вступает в контакт с поверхностью нити, причем промывочную жидкость подают под острым углом к направлению движения нити [1]. Недостатком данного способа промывки движущейся нити является его малая интенсивность, поскольку только часть промывочной жидкости попадает на нить (причем практически не управляемая) и жидкость слабо взаимодействует с пленкой, покрывающей нить. Разрушение пленки идет медленно и происходит не полностью. Вследствие этого требуется увеличивать расход промывочной жидкости, что является существенным недостатком данного способа. Часть жидкости не попадает на нить и идет на слив. Процесс имеет низкий уровень автоматизации, так как невозможно управлять количеством промывочной жидкости, поступающей непосредственно к нити. Регулируется лишь количество подаваемой жидкости к пульверизатору. Ухудшается и экологическая обстановка на рабочем месте вследствие образования облака аэрозоля.
Целью (техническим результатом) настоящего изобретения является снижение расхода промывочной жидкости при повышении интенсивности промывки и автоматизации процесса промывки.
Для достижения данного технического результата (данной цели) промывочную жидкость подают в виде потока монодисперсных капель разного диаметра, направленных под острым углом к направлению перемещения нити с разными скоростями, при этом на каждую точку поверхности нити сначала воздействуют каплей меньшего диаметра с большей скоростью, а затем через 1-20 мс каплей с диаметром, в 2-5 раз большим диаметра первой капли, и со скоростью, составляющей 0,3 - 0,5 скорости первой капли.
Такая последовательность операций в предлагаемом способе промывки движущейся нити позволяет существенно снизить расход промывочной жидкости за счет строгого дозирования промывочной жидкости (в виде капель одинакового диаметра в каждом потоке монодисперсных капель) на нить. Происходит активное взаимодействие жидкости со смываемой пленкой на нити, промывка идет быстрее. Данный способ промывки движущихся нитей позволяет автоматизировать процесс. Это происходит за счет изменения (например, от ЭВМ) параметров электрических сигналов, осуществляющих управляемое регулирование диаметра капель, частоты каплеобразования и скорости монодисперсных капель промывочной жидкости.
На чертеже в качестве примера представлено устройство, реализующее предложенный способ промывки движущихся нитей. Цифрами на нем обозначены: 1, 2- насосы; 3, 4 - устройства формирования потоков монодисперсных капель промывочной жидкости с источниками высокочастотных колебаний 5 и 6 и соплами 7 и 8; 9 - капли с диаметрами dk1 10 - капли с диаметрами dk2; 11 - движущаяся нить; 12 и 13 - транспортирующие цилиндры; 14 - сливное устройство; 15 - устройство управления.
Устройство, реализующее предложенный способ промывки движущихся нитей, функционирует следующим образом. Нить 11 непрерывно движется между транспортирующими цилиндрами 12 и 13. От насоса 1 под высоким постоянным давлением порядка (0,5-3,0) 105 Па промывочная жидкость поступает в устройство 3 формирования линейного потока монодисперсных капель одинакового диаметра dk1. Формирование линейного потока промывочной жидкости одинакового диаметра dk2 осуществляется путем дробления ламинарной струи жидкости, выходящей под давлением из сопла 7, наложением на нее высокочастотных колебаний от источника высокочастотных колебаний 5, в качестве которого может быть использован, например, пьезоэлектрический преобразователь. От устройства управления 15, в качестве которого можно использовать, например, микро-ЭВМ или устройство с микропроцессорным управлением, на вход 5 поступает электрический сигнал с амплитудой напряжения Un1 и частотой f1. При этом на выходящую из сопла 7 ламинарную струю промывочной жидкости накладываются осевые высокочастотные колебания, под действием которых она дробится на капли одинакового диаметра dk1, следующие друг за другом в виде линейной последовательности на одинаковом расстоянии. Капли промывочной жидкости образуются с частотой f1, равной частоте напряжения на входе источника высокочастотных колебаний 5. Капли направляются на нить под острым углом α = 10-70°.
При попадании капли диаметром dk1, движущейся со скоростью v1, до 10-20 м/с, а, следовательно, имеющую высокую кинетическую энергию, на движущуюся нить в этом месте происходит возмущение пленки, покрывающей нить, и ее разрушение. Смывание разрушенной пленки происходит при направлении на нить капель с диаметром dk2, летящих со скоростью v2. Эти капли жидкости направляются в ту же точку нити, куда и капли с диаметром dk1, но уже сместившуюся выше по ходу движения нити на расстояние x = vнτ, где vн - скорость движения нити; τ - минимальный интервал времени, определяемый скоростью смывания пленки с поверхности нити, и равный 1-20 мс. Причем диаметр этой второй капли промывочной жидкости в 2 - 5 раз больше, чем диаметр первой капли, а скорость v2, составляет 0,3 - 0,5 от скорости v1, первой капли. Данная вторая капля промывочной жидкости смывает покрывающую нить пленку в месте ее возмущения на поверхности нити. При этом она имеет меньшую нежели первая капля кинетическую энергию, поскольку пленка на поверхности нити уже разрушена и для ее смыва не требуется больших затрат энергии. Диаметр этой капли выбирается в несколько раз больше диаметра первой капли с целью увеличения смываемой поверхности нити.
Формирование капель диаметром dk2 происходит аналогично тому, как и капель диаметром dk1. От насоса 2 промывочная жидкость поступает в устройство формирования 4 линейного потока монодисперсных капель и на выходе сопла 8 образуется ламинарная струя. Диаметр сопла 8 больше, чем диаметр сопла 7. Под действием электрического управляющего сигнала с амплитудой Un2 и частотой f2, поступающего с устройства управления 15 на вход источника высокочастотных колебаний 6, ламинарная струя дробится на капли с частотой f2 и с одинаковым диаметром dk2, летящие друг за другом на одинаковом расстоянии, равном длине волны возмущения струи от 6, со скоростью v2. Последовательность капель направляется на нить в место попадания на нить капли с диаметром dk1, сместившееся за минимальный интервал времени τ = 1-20 мс вверх по направлению движения нити. При скорости движения нити vн= 16,5 - 100 м/мин и острым углом α = 10-70° под которым капля попадает на нить, формирование обоих потоков монодисперсных капель разного диаметра dk1 и dk2 осуществляется на расстоянии L, находящимся в пределах; v
Изменение скорости движения капель осуществляется за счет изменения давления подачи насосов 1 и 2.
Предложенный способ промывки движущихся нитей позволяет автоматизировать процесс промывки. Производится управление диаметром капель промывочной жидкости благодаря варьированию управляющих сигналов с параметрами Un и f от устройства управления 15. При изменении сигналов с параметрами Un1 и f1 регулируется диаметр капель dk1, a при изменении параметров сигналов Un2 и f2 - диаметр капель dk2, что подтверждено экспериментально. Причем это может осуществляться оперативно в ходе самого технологического процесса промывки движущейся нити.
Таким образом, технико-экономические преимущества заявленного изобретения по сравнению с прототипом состоят в повышении интенсивности промывки нитей за счет активного взаимодействия монодисперсных капель промывочной жидкости со смываемой пленкой при меньшем расходе жидкости, автоматизации процесса промывки за счет управляемого регулирования диаметра капель промывочной жидкости и частоты каплеобразования путем изменения частоты и амплитуды электрического напряжения на входе источника высокочастотных колебаний, а также скорости и кинетической энергии капель изменением давления подачи промывочной жидкости.
Литература
(56) 1. Заявка Франции N 2224561 кл. D 01 D 13/00, 1974 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОМЫВКИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ НИТИ | 1999 |
|
RU2141013C1 |
| Способ промывки движущихся нитей | 1991 |
|
SU1802010A1 |
| СПОСОБ КРАШЕНИЯ ВОЛОКОН | 1999 |
|
RU2144103C1 |
| Способ замасливания нитей | 1989 |
|
SU1694739A1 |
| Устройство для нанесения замасливателя на нить | 1990 |
|
SU1796711A1 |
| Способ устранения электростатического заряда на текстильных изделиях | 1989 |
|
SU1818311A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1988 |
|
RU2031744C1 |
| Способ параллелизации волокон в устройствах безверетенного прядения | 1990 |
|
SU1751230A1 |
| Устройство для управления величиной электростатического заряда на текстильных материалах | 1990 |
|
SU1801995A1 |
| Способ получения многофиламентной нити с утолщениями | 1990 |
|
SU1758100A1 |
Изобретение относится к текстильной промышленности и может быть использовано при жидкостной обработке движущейся нити, особенно для промывки свежесформированного химического волокна. Изобретение позволяет снизить расход промывочной жидкости при повышении интенсивности промывки и автоматизации процесса промывки, это достигается благодаря тому, что промывочную жидкость подают в виде потоков монодисперсных капель разного диаметра, направленных под острым углом к направлению перемещения нити с разными скоростями, при этом на каждую точку нити сначала воздействуют каплей меньшего диаметра с большей скоростью, а затем через 1 - 20 мс каплей с диаметром, в 2 - 5 раз большим диаметра первой капли, и со скоростью, составляющей 0,3 - 0,5 скорости первой капли. 1 ил.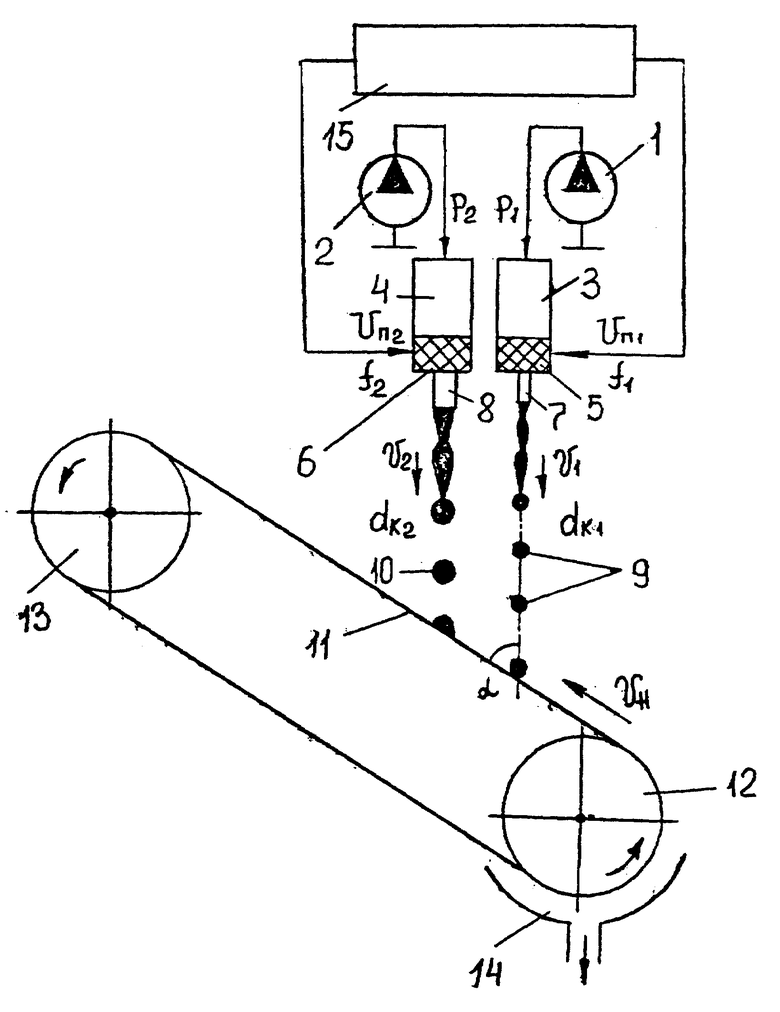
Способ промывки движущейся нити путем промывочной жидкости под острым углом к направлению движения нити, отличающийся тем, что промывочную жидкость подают в виде потоков монодисперсных капель разного диаметра с разными скоростями, при этом на каждую точку сначала воздействуют каплей меньшего диаметра с большей скоростью, а затем через 1-20 мс каплей с диаметром, в 2-5 раз большим диаметра первой капли, и со скоростью, составляющей 0,3-0,5 скорости первой капли.
| СПОСОБ ЛЕЧЕНИЯ ХРОНИЧЕСКОГО ПРОСТАТИТА | 2002 |
|
RU2224561C2 |
| Устройство для непрерывной обработки свежесформованных вискозных нитей | 1974 |
|
SU692574A3 |
| 0 |
|
SU348649A1 | |
| US 5259743 A, 09.11.93 | |||
| DE 3036426 A1, 02.04.81 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ получения полимерных покрытий | 1977 |
|
SU689742A1 |
| Устройство для промывки непрерывно движущейся нити | 1984 |
|
SU1236023A1 |
