Изобретение относится к текстильной промышленности и может быть использовано при жидкостной обработке движущейся нити, особенно для промывки свежесформированного химического волокна.
Известны способы для промывки движущихся нитей, при которых нить промывается жидкостью, контактируя с какой-либо механической поверхностью (см., например, Прошков А.Ф. Машины для производства химических волокон, М.: Химия, 1974, с. 103-104, 117-118). Недостатком данных способов промывки является то, что промывка в этом случае сопровождается значительным расходом промывочной жидкости, подаваемой не к нити, а к контактирующей с ней твердой поверхности. Промывка имеет низкую степень автоматизации, поскольку нет возможности точно и оперативно регулировать количество промывочной жидкости при подаче ее к нити. Подача промывочной жидкости к нити регулируется лишь конструктивно путем изменения размеров промывочного элемента. Интенсивность промывки мала, так как промывочная жидкость слабо взаимодействует с пленкой, покрывающей нить. Пленка нити не испытывает возмущений при этом и смывается не полностью. Для полного смывания пленки, покрывающей свежесформированную нить, необходимо увеличить расход жидкости и время промывки. Недостатком данного способа промывки является и то, что происходит механическое повреждение филаментов нити из-за контакта ее с поверхностью промывочного элемента. Это отрицательно сказывается на качестве нити.
Наиболее близким аналогом к заявленному изобретению (прототипом) является способ промывки движущейся нити путем подачи промывочной жидкости на нить пульверизацией или орошением, например, с помощью форсунок, так, что жидкость вступает в контакт с поверхностью нити, причем промывочную жидкость подают под углом к направлению движения нити, а нить перемещают под углом к вертикали снизу вверх. Недостатком данного способа промывки движущейся нити является его малая интенсивность, поскольку только часть промывочной жидкости попадает на нить (причем практически не управляемая) и жидкость слабо взаимодействует с пленкой, покрывающей нить. Разрушение пленки идет медленно и происходит не полностью. Вследствие этого требуется увеличивать расход промывочной жидкости, что является существенным недостатком данного способа. Часть жидкости не попадает на нить и идет на слив. Процесс имеет низкий уровень автоматизации, так как невозможно управлять количеством промывочной жидкости, поступающей непосредственно к нити. Регулируется лишь количество подаваемой жидкости к пульверизатору. Ухудшается и экологическая обстановка на рабочем месте вследствие образования облака аэрозоля.
Целью (техническим результатом) настоящего изобретения является снижение расхода промывочной жидкости при повышении интенсивности промывки и автоматизации процесса промывки.
Для достижения данного технического результата (данной цели) промывочную жидкость подают в виде потока капель одинакового диаметра с заданной скоростью, при этом на каждую выбранную точку нити воздействуют последовательно двумя каплями, одну из которых направляют под острым углом к направлению движения, а другую униполярно заряжают и отклоняют электрическим полем в сторону перемещения нити, движущейся под углом к вертикали снизу вверх.
Такая последовательность операций в предлагаемом способе промывки движущейся нити позволяет существенно снизить расход промывочной жидкости за счет строгого дозирования промывочной жидкости непосредственно на нить в виде капель одинакового диаметра. Вся промывочная жидкость попадает на нить, на слив поступает только жидкость, стекающая с нити. Эффективность промывки повышается вследствие того, что все точки нити обрабатываются каплями промывочной жидкости. Повышается интенсивность промывки, так как при обработке нити, покрытой пленкой, каплями (формируемыми с использованием избыточного давления 0,1 - 0,4 МПа и движущимися со скоростью до 10-20 м/с) происходит активное взаимодействие жидкости со смываемой пленкой на нити, промывка идет быстрее. Данный способ промывки движущихся нитей позволяет автоматизировать процесс. Это происходит за счет изменения (например, от ЭВМ) параметров электрических сигналов, осуществляющих управляемое регулирование диаметра капель, частоты каплеобразования и скорости монодисперсных капель промывочной жидкости, места их нанесения на непрерывно движущуюся нить.
На фиг. 1 в качестве примера представлено устройство, реализующее предложенный способ промывки непрерывно движущихся нитей. Цифрами на нем обозначены: 1 - нить; 2, 3 - верхний и нижний транспортирующие цилиндры; 4 - устройство формирования капель промывочной жидкости; 5 - преобразователь - вибратор; 6 - насос; 7 - калиброванное сопло; 8 - капли промывочной жидкости; 9 - зарядное устройство; 10 - отклоняющее устройство; 11 - сливное устройство; 12 - устройство управления.
Устройство, реализующее предложенный способ промывки непрерывно движущихся нитей, функционирует следующим образом. Нить 1 непрерывно движется под углом к вертикали снизу вверх за счет вращения транспортирующих цилиндров 2 и 3. От насоса 6 под высоким постоянным давлением порядка (0,1 - 0,4) МПа промывочная жидкость поступает в устройство формирования линейного потока монодисперсных капель одинакового диаметра 4. Проходя через калиброванное сопло 7, она в виде ламинарной струи выходит наружу. В устройстве формирования капель промывочной жидкости 4 расположен вибратор 5, в качестве которого может быть выбран, например, пьезоэлектрический преобразователь. При подаче на него переменного напряжения с амплитудой Un и частотой f на ламинарную струю промывочной жидкости накладываются вынужденные осевые колебания с той же частотой, под действием которых струя после выхода из сопла 7 дробится на капли строго одинакового диаметра, следующие друг за другом в виде линейной последовательности на одинаковом расстоянии под острым углом к движущейся нити.
Заданная скорость капель определяется выбранным давлением.
При промывке нитей по данному способу из сформированной таким образом линейной последовательности (потока) капель одинакового диаметра, движущихся с заданной скоростью, на выбранную точку нити воздействуют последовательно двумя каплями.
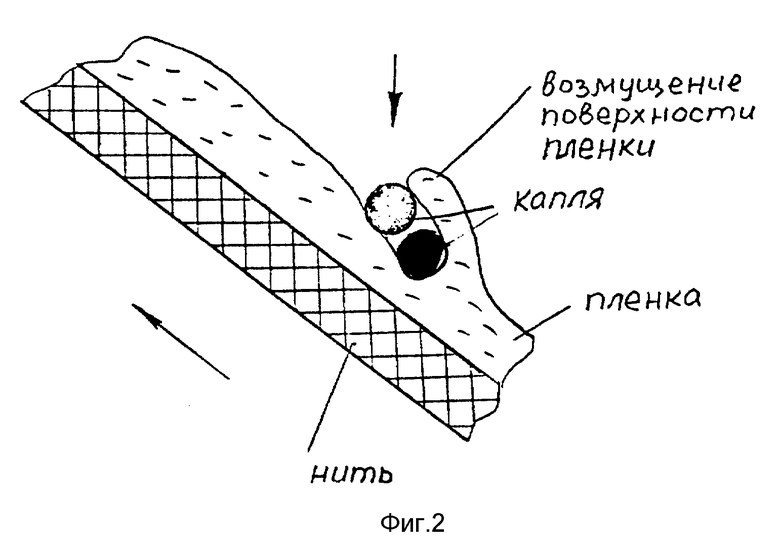
Первая капля летит, не получая электрического заряда и не отклоняясь, под острым углом к направлению движения нити, попадает на нить, вызывая на ней возмущение пленки, поскольку капля имеет относительно высокую кинетическую энергию. Характер взаимодействия капли промывочной жидкости при ударе о нить, возмущение пленки и смывание этой пленки с нити показано на фиг. 2. За счет движения нити вверх данная точка нити перемещается соответственно вверх по ходу движения нити. Поэтому для попадания второй капли промывочной жидкости в эту точку нити она получает униполярный электрический заряд при пролете через зарядное устройство 9 и отклоняется отклоняющим устройством 10 на необходимое расстояние в сместившееся место попадания первой капли.
При скорости движения нити Vн= 16,5 - 100 м/мин и острым углом α = 10-70° между нитью и траекторией движения первой капли величина L необходимого отклонения второй капли определяется по формуле v
При попадании второй капли в место возмущения пленки происходит ее смыв с поверхности нити. При стекании нанесенной жидкости по нити вниз в сливное устройство 11 с нити удаляется смываемая пленка. Следующие капли промывочной жидкости наносятся на нить аналогичным образом. Управление процессами заряда (подачей электрического сигнала Uз на зарядное устройство 9) и отклонение каждой второй капли (подачей электрического напряжения Uо на отклоняющее устройство 10) осуществляет управляющее устройство 12, в качестве которого может быть использована любая серийно выпускаемая промышленностью микроЭВМ или специализированное устройство.
Предложенный способ промывки непрерывно движущихся нитей способствует автоматизации данного технологического процесса с увеличением эффективности промывки, поскольку обработка нитей промывочной жидкостью ведется управляемо, осуществляется строгое дозирование жидкости на поверхность нити. Имеется возможность легко варьировать диаметр капель промывочной жидкости изменением частоты переменного напряжения, подаваемого на вход пьезоэлектрического преобразователя, место их нанесения на нить, плотность распределения капель по длине нити. Путем изменения управляющих электрических параметров (амплитуды Un и частоты f на входе пьезоэлектрического преобразователя, амплитуды напряжений Uз на зарядном и Uо на отклоняющем устройствах) производится при необходимости регулировка количества и распределения по поверхности нити промывочной жидкости в ходе самого технологического процесса промывки. Это подтверждено экспериментально. Перестройка системы на новую скорость движения нити, другой тип нити и соответствующих им частоте каплеобразования и диаметру образующихся капель промывочной жидкости может производиться в ходе технологического процесса промывки автоматически.
Таким образом, технико-экономические преимущества заявленного изобретения по сравнению с прототипом состоят в снижении расхода промывочной жидкости за счет его строгого дозирования на нить, повышении интенсивности промывки нитей за счет активного взаимодействия монодисперсных капель промывочной жидкости со смываемой пленкой, автоматизации процесса промывки за счет точного управляемого регулирования количества и места нанесения на непрерывно движущуюся нить промывочной жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОМЫВКИ ДВИЖУЩЕЙСЯ НИТИ | 1999 |
|
RU2141014C1 |
| СПОСОБ КРАШЕНИЯ ВОЛОКОН | 1999 |
|
RU2144103C1 |
| Способ промывки движущихся нитей | 1991 |
|
SU1802010A1 |
| Способ получения многофиламентной нити с утолщениями | 1990 |
|
SU1758100A1 |
| Устройство для нанесения замасливателя на нить | 1990 |
|
SU1796711A1 |
| Способ замасливания нитей | 1989 |
|
SU1694739A1 |
| Способ параллелизации волокон в устройствах безверетенного прядения | 1990 |
|
SU1751230A1 |
| Способ получения комбинированной нити | 1990 |
|
SU1761826A1 |
| Устройство для нанесения полимерных покрытий | 1988 |
|
SU1773496A1 |
| Устройство для управления величиной электростатического заряда на текстильных материалах | 1990 |
|
SU1801995A1 |
Изобретение относится к текстильной промышленности и может быть использовано для жидкостной обработки непрерывно движущейся нити, особенно для промывки свежесформированного химического волокна. Изобретение позволяет увеличить интенсивность промывки, снизить расход промывочной жидкости, обеспечить автоматизацию процесса промывки. Это достигается благодаря тому, что промывочную жидкость подают на нить в виде капель одинакового диаметра с заданной скоростью, при этом на каждую выбранную точку нити воздействуют последовательно двумя каплями, одну из которых направляют под острым углом к направлению движения нити, а другую униполярно заряжают и отклоняют электрическим полем в сторону перемещения нити, а нить перемещают под углом к вертикали снизу вверх. 2 ил.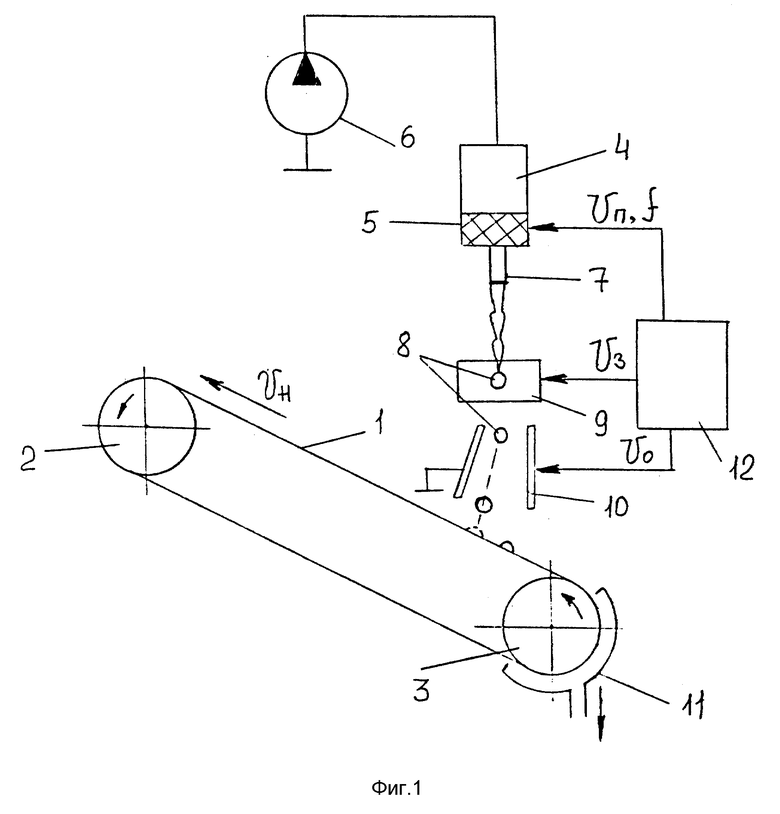
Способ промывки непрерывно движущейся нити путем подачи промывочной жидкости под углом к направлению движении нити, идущей под углом к вертикали снизу вверх, отличающийся тем, что промывочную жидкость подают на нить в виде капель одинакового диаметра с заданной скоростью, при этом на каждую выбранную точку нити воздействуют последовательно двумя каплями, одну из которых направляют под острым углом к направлению движении нити, а другую униполярно заряжают и отклоняют электрическим полем в сторону перемещения нити.
| СПОСОБ ЛЕЧЕНИЯ ХРОНИЧЕСКОГО ПРОСТАТИТА | 2002 |
|
RU2224561C2 |
| Устройство для непрерывной обработки свежесформованных вискозных нитей | 1974 |
|
SU692574A3 |
| 0 |
|
SU348649A1 | |
| US 5259743 A, 09.11.93 | |||
| DE 3036426 A1, 02.04.81 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ получения полимерных покрытий | 1977 |
|
SU689742A1 |
| Устройство для промывки непрерывно движущейся нити | 1984 |
|
SU1236023A1 |
