возможностью поперечного перемещения опорные балки с фиксаторами и прижимами для боковых панелей кузова, сварочные блоки, закрепленные на опорных балках, каретки с автоматическими инструментами для контактной точечной сварки, сопряженные со сварочными блоками с возможностью продольного перемещения, портальную раму, сопряженную с основанием, механизм установки и фиксации для задней панели кузова, расположенный на портальной раме устройства для установки и сварки перегородки и крыши кузова и сварки задней панели. При этом устройство для установки и сварки перегородки и крыши кузова выполнено в виде размещенных на опорных балках дополнительных узлов фиксации и прижима кузовных элементов, сварочных блоков и кареток с автоматическим инструментом для контактной точечной сварки, установленных на сварочном блоке с возможностью шагового перемещения в вертикальной плоскости. Устройство для сварки задней панели выполнено в виде двух манипуляторов с инструментом для полуавтоматической дуговой сварки, расположенных на боковых стойках портальной рамы, вспомогательных сварочного блока, закрепленного на портальной раме, каретки с автоматическим инструментом для контактной точечной сварки, установленной на сварочном блоке с возможностью шагового перемещения в перпендикулярном направлении отиосительно продольной оси кондуктора, причем портальная рама сопряжена с основанием с возможностью продольного перемещения посредством соответствующего привбда. 1 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Устройство для сборки под сварку кузова транспортного средства | 1980 |
|
SU965684A1 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1974 |
|
SU516336A3 |
Сущность изобретения: кондуктор содержит размещенные на основании механизмы установки и фиксации для днища кузова, расположенные по обе стороны относительно продольной оси кондуктора с
Изобретение относится к автомобилестроению, к технологическому оборудованию для сборки и сварки кузовов транспортных средств, преимущественно автофургонов.
Цель изобретения - расширение технологических возможностей и повышение производительности за счет сокращения времени, необходимого на сборку и сварку кузова транспортного средства.
Кроме того, использование заявляемого кондуктора позволит повысить техническую культуру производства, уменьшить затраты на сборочно-сварочную оснастку, сократить число сварщиков, повысить качество кузовов за счет выполнения сборки, прихватки и окончательной автоматической сварки на одном рабочем месте.
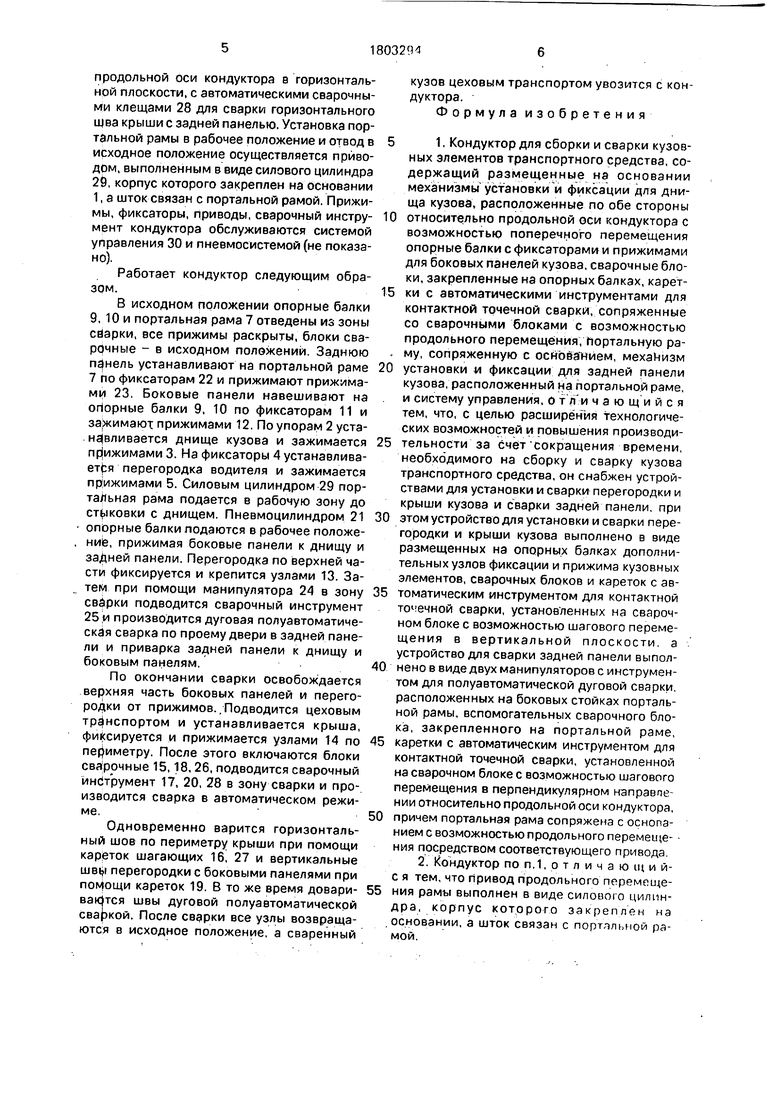
На фиг.1 изображен кондуктор для сборки и сварки кузовных элементов транспортного средства, общий вид; на фиг.2 - то же, вид сверху.
Кондуктор для сборки и сварки кузовных элементов транспортного средства представляет собой самостоятельный пост для установки всех узлов и деталей, фиксации и прижатия их, дуговой полуавтоматической сварки, а также автоматической контактной точечной сварки горизонтальных и вертикальных швов собираемого кузова.
Кондуктор содержит основание 1, с установленными на нем упорами 2 и прижимами 3 для установки днища; фиксаторами
перегородки по низу 4 и прижимами перегородки по низу 5; продольными направляющими 6, по кото.рым перемещается портальная рама 7 для установки задней
панели, поперечными направляющими 8, по которым перемещаются опорные балки 9, 10 для установки боковых панелей, размещенные по обе стороны относительно продольной оси кондуктора.
На опорных балках 9, 10 установлены фиксаторы 11 и прижимы 12 для боковых панелей, узлы фиксации и прижима перегородки водителя по верхней части 13, узлы фиксации и прижима крыши 14, сварочный
блок 15, с установленными на нем шагающими каретками продольного перемещения 16с автоматическими сварочными клещами 17 для сварки горизонтального шва крыши с боковыми панелями, сварочный блок 18с
установленной на нем шагающей кареткой вертикального перемещения 19с автоматическими сварочными клещами 20 для сварки вертикального шва боковых панелей с перегородкой водителя.
Установка опорных балок в рабочее положение и их отвод осуществляется пневмо- цилиндрами 21 по направляющим 8. На портальной раме 7 установлены фиксаторы 22, прижимы 23, два манипулятора 24 со
сварочным инструментом 25 для полуавтоматической дуговой сварки, блок сварочный 26 с установленными на нем шагающими каретками 27, перемещающимися в перпендикулярном направлении относительно
продольной оси кондуктора в горизонтальной плоскости, с автоматическими сварочными клещами 28 для сварки горизонтального щва крыши с задней панелью. Установка портальной рамы в рабочее положение и отвод в исходное положение осуществляется приводом, выполненным в виде силового цилиндра 29, корпус которого закреплен на основании 1, а шток связан с портальной рамой. Прижимы, фиксаторы, приводы, сварочный инстру- мент кондуктора обслуживаются системой управления 30 и пневмосистемой (не показано).
Работает кондуктор следующим образом.
В исходном положении опорные балки 9, 10 и портальная рама 7 отведены из зоны сйэрки, все прижимы раскрыты, блоки сварочные - в исходном положений. Заднюю панель устанавливают на портальной раме 7 по фиксаторам 22 и прижимают прижимами 23. Боковые панели навешивают на оНорные балки 9, 10 по фиксаторам 11 и зажимают прижимами 12. По упорам 2 устанавливается днище кузова и зажимается прижимами 3. На фиксаторы 4 устанавлива- етЈя перегородка водителя и зажимается прижимами 5. Силовым цилиндром 29 пор- таЛьная рама подается в рабочую зону до стыковки с днищем. Пневмоцилиндром 21 опорные балки подаются в рабочее положение, прижимая боковые панели к днищу и заДней панели. Перегородка по верхней части фиксируется и крепится узлами 13. Затем при помощи манипулятора 24 в зону свирки подводится сварочный инструмент 25 :и производится дуговая полуавтоматическая сварка по проему двери в задней панели и приварка задней панели к днищу и боковым панелям.
По окончании сварки освобождается верхняя часть боковых панелей и перегородки от прижимов..Подводится цеховым транспортом и устанавливается крыша, фиксируется и прижимается узлами 14 по периметру. После этого включаются блоки свфочные 15,18,26, подводится сварочный инструмент 17, 20, 28 в зону сварки и производится сварка в автоматическом режиме.
Одновременно варится горизонтальный шов по периметру крыши при помощи кареток шагающих 16, 27 и вертикальные швм перегородки с боковыми панелями при поМощи кареток 19. В то же время довари- ваюдся швы дуговой полуавтоматической сваркой. После сварки все узлы возвращаются в исходное положение, а сваренный
кузов цеховым транспортом увозится с кондуктора.
Формула изобретения
Фиг.О.
