Изобретение относится к технологии изготовления керамических изделий, в частности к технологии обжига изделий повышенной точности, и может быть использовано в электронной и электротехнической промышленности для изготовления керамических изоляторов прямоугольных электрических соединителей и других установочных керамических изделий, имеющих прямоугольное поперечное сечение и достаточно большую длину.-.
Цель изобретения - повышение выхода годных керамических изделий. Поставленная цель достигается тем, что в способе садки керамических изделий на окончательный обжиг с использованием керамических подставок, последние используют с треугольным пазом и прямоугольной проточкой, изделия помещают ребром в паз и нагружают противоположное ребро плоской керамической пружиной.
Кроме того, используют подставки, в которых проточка выполнена по биссектрисе прямого угла треугольного паза.
С целью обеспечения обжига изделий с выступами, используют подставки, одна сторона прямоугольной проточки которой совпадает со стороной прямого угла треугольного паза, а выступ изделия размещают в проточке.
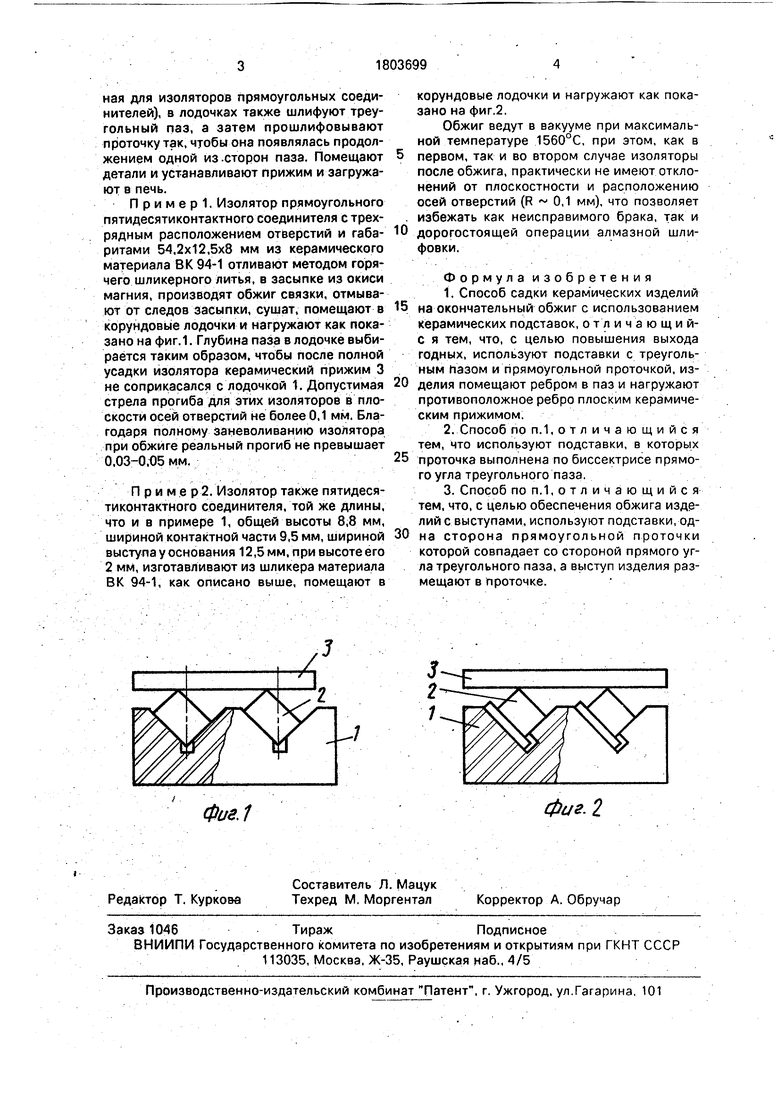
На фиг. 1 изображено устройство для обжига изделий без выступов; на фиг,2 - то же, для изделия с выступом.
В корундовых лодочках 1 прошлифовывают треугольные пазы суглом при вершине 90°С, а затем прямоугольные проточки, направленные по биссектрисе прямого угла. В пазы помещают керамические изоляторы 2 и нагружают плоским корундовым прижимом 3 и в таком виде помещают в обжиговую печь.
При обжиге изоляторов, имеющих выступы у одной из плоскостей (форма, типичел
с
со
о ы о ю о
ная для изоляторов прямоугольных соединителей), в лодочках также шлифуют треугольный паз, а затем прошлифовывают проточку так, чтобы она появлялась продолжением одной из-сторон паза. Помещают детали и устанавливают прижим и загружают в печь.
Пример Изолятор прямоугольного пятидесятиконтактного соединителя с трехрядным расположением отверстий и габаритами 54,2x12,5x8 мм из керамического материала ВК 94-1 отливают методом горячего шликерного литья, в засыпке из окиси магния, производят обжиг связки, отмывают от следов засыпки, сушат, помещают в корундовые лодочки и нагружают как показано на фиг. 1. Глубина паза в лодочке выбирается таким образом, чтобы после полной усадки изолятора керамический прижим 3 не соприкасался с лодочкой 1. Допустимая стрела прогиба для этих изоляторов в плоскости осей отверстий не более 0,1 мм. Благодаря полному заневоливанию изолятора при обжиге реальный прогиб не превышает 0,03-0,05 мм.
Пример 2. Изолятор также пятидесятиконтактного соединителя, той же длины, что и в примере 1, общей высоты 8,8 мм, шириной контактной части 9,5 мм, шириной выступа у основания 12,5 мм, при высоте его 2 мм, изготавливают из шликера материала ВК 94-1, как описано выше, помещают в
корундовые лодочки и нагружают как показано на фиг.2.
Обжиг ведут в вакууме при максимальной температуре 1560°С, при этом, как в
первом, так и во втором случае изоляторы после обжига, практически не имеют отклонений от плоскостности и расположению осей отверстий (R 0,1 мм), что позволяет избежать как неисправимого брака, так и
дорогостоящей операции алмазной шлифовки.
Формула изобретения
1. Способ садки керамических изделий на окончательный обжиг с использованием керамических подставок, отличающий- с я тем, что, с целью повышения выхода годных, используют подставки с треугольным Пазом и прямоугольной проточкой, из- делия помещают ребром в паз и нагружают противоположное ребро плоским керамическим прижимом.
2. Способ по п.1,отличающийся тем, что используют подставки, в которых проточка выполнена по биссектрисе прямого угла треугольного паза,
3. Способ по п.1, о т л и ч а ю щ и и с я-тем, что, с целью обеспечения обжига изделий с выступами, используют подставки, одна сторона прямоугольной проточки которой совпадает со стороной прямого угла треугольного паза, а выступ изделия размещают в проточке.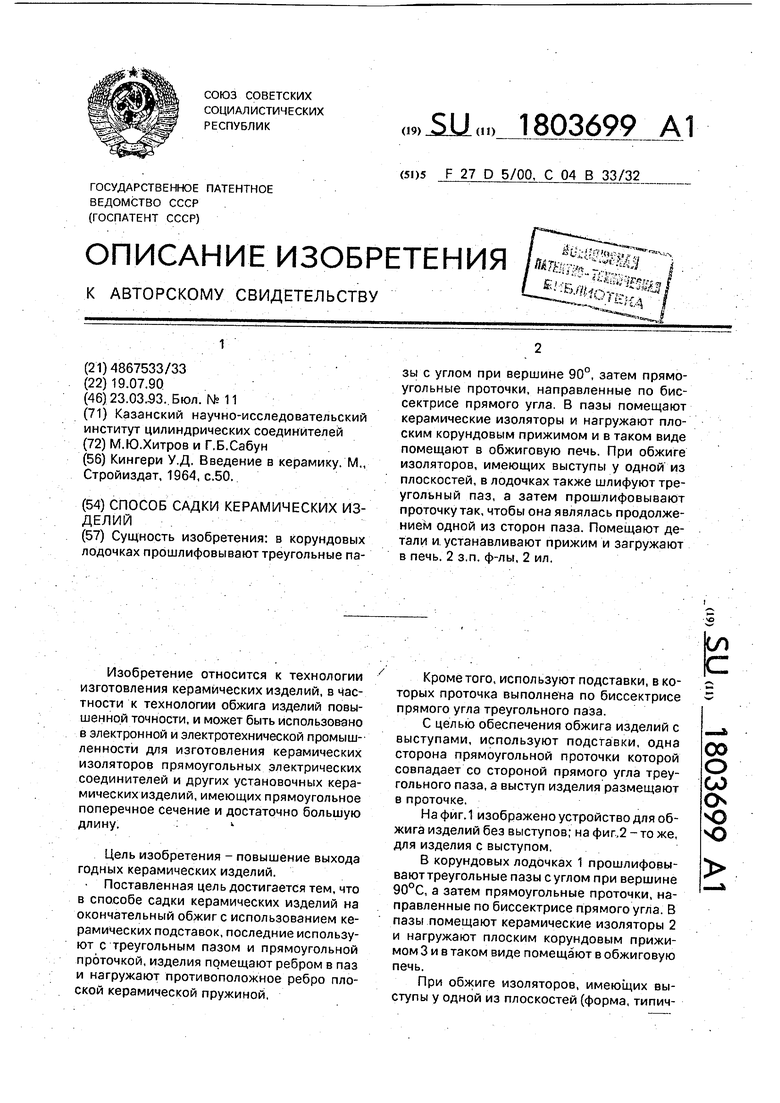
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжига длинномерных керамических изделий | 1989 |
|
SU1699982A1 |
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| Огнеупорная плита-подствка | 1976 |
|
SU593053A1 |
| Способ изготовления двухслойной анодной подложки с тонкопленочным электролитом для твердооксидного топливного элемента | 2020 |
|
RU2735327C1 |
| УСТРОЙСТВО ДЛЯ САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ПЕЧЬ ОБЖИГА | 2007 |
|
RU2352883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ КЕРАМИЧЕСКИХ ПЛАСТИН | 1991 |
|
RU2021231C1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Шихта для изготовления огнеупорных изделий | 1977 |
|
SU749815A1 |
| ИГРА-ГОЛОВОЛОМКА | 1993 |
|
RU2046622C1 |
Сущность изобретения: в корундовых лодочках прошлифовывают треугольные пазы с углом при вершине 90°, затем прямоугольные проточки, направленные по биссектрисе прямого угла. В пазы помещают керамические изоляторы и нагружают плоским корундовым прижимом и в таком виде помещают в обжиговую печь. При обжиге изоляторов, имеющих выступы у одной из плоскостей, в лодочках также шлифуют треугольный паз, а затем прошлифовывают проточку так, чтобы она являлась продолжением одной из сторон паза. Помещают детали и. устанавливают прижим и загружают в печь. 2 з.п. ф-лы, 2 ил.
| Кингери У.Д | |||
| Введение в керамику | |||
| М., Стройиздат, 1964, с.50. |
