которых ограничено стопорными кольцами 20.
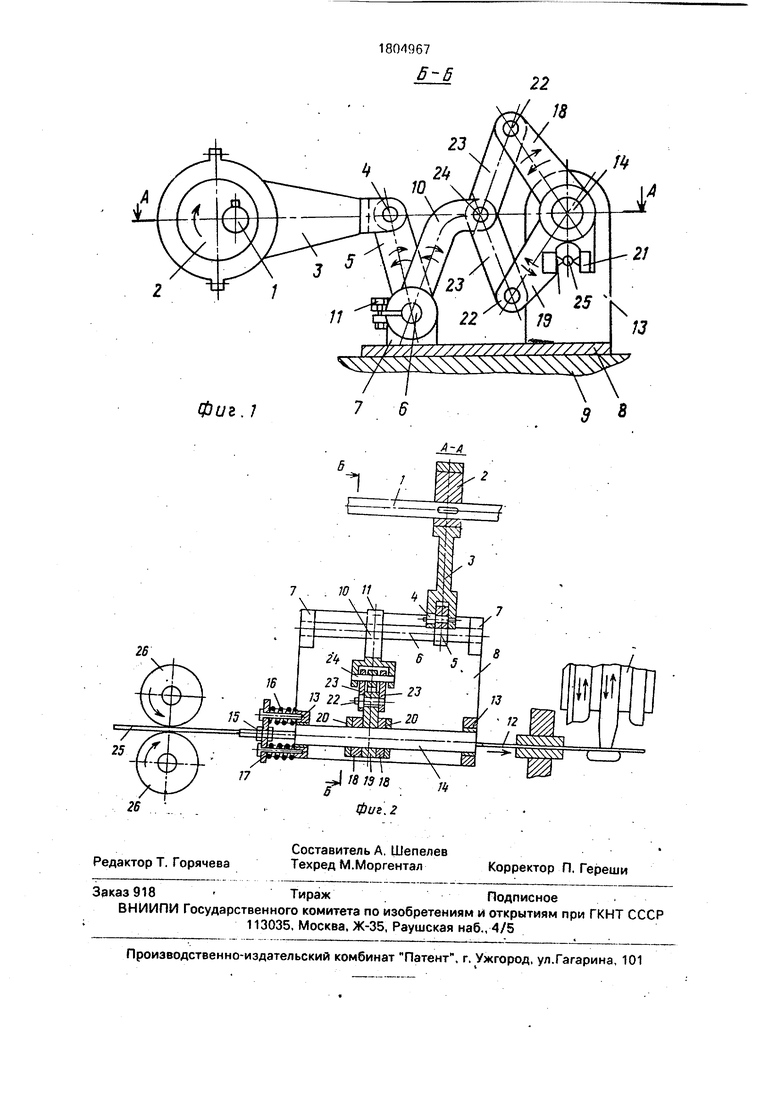
На одних плечах рычагов 18 и 19 закреплены клиновидные ножи 21, а другие плечи соединены посредством эксцентриковых осей 22 с серьгами 23, которые посредством гладкой оси 24 другими концами соединены с регулировочным рычагом 10, конец которого выполнен в виде охватывающей вилки. Наладка ножей 21 на длину заготовки осуществляется наладочным перемещением на валу 6 рычага 10, серег 23 и рычагов 18 и 19 по оси 14. Осевая подвижка рычагов 18 и 19 совместно с осью 14 возможна наличием подвижной их посадки на эксцентриковой оси 22 и наличием бокового зазора между щеками серег 23, охватывающих концы рычагов 18 и 19. Для подачи прутка или проволоки 25 имеются подающие ролики 26, а также устройство 27 для отрезки заготовки и формирования звеньев цепи.
Механизм работает следующим образом, Перед включением в работу механизма предварительно производится его наладка на заданный диаметр прутка 25, и симметричное расположение ножей относительно оси подачи прутка. Для этой цели используется калиброванная скалка, диаметр которой на 1-2 мм больше заготовки, вставляемая между ножами 21. После этого поворотом эксцентриковых осей 22 сводим или разводим рычаги 18 и 19с ножами 21 до требуемого размера, обеспечивая одновременно их симметричное расположение. Для образования Х-образной насечки настраиваем ножи на глубину врезания, поворотом эксцентрикового пальца 4, увеличивая или уменьшая длину плеча шатуна 3.
Включается привод автомата и от распределительного вала 1 через эксцентрик 2, шатун 3 передается качательное движение приводному рычагу 5 и от него валу 6, с которого снимает качательное движение регулировочный рычаг 10 и через серьги 23, рычаги 18 и 19 сводит ножи 21. При этом ножи 21, внедряясь в пруток 25, делают на нем без снятия стружки Х-образную насечку с перемычкой, вытесняя в процессе внедрения металл, сдвигают в сторону устройства 27 отрезки заготовки и формирования звеньев цепи, преодолевая усилие пружин 16. В это время ролики 26 удерживают пруток 25. При движении шатуна 3 в заднее (левое) положение концы рычагов 18 и 19 расходятся, а пружина 16 возвращает их в
исходное положение. В этом время ролики 26 подают в зону образования Х-образных насечек следующий участок прутка, равный длине заготовки звена цепи, Одновременно
пруток 25 с Х-образными насечками попадает в зону формирования звена цепи и цикл повторяется.
Изменение длины заготовки звена достигается перемещением одновременно на
валу 6 регулировочного рычага 10, а по оси 14 рычагов 18 и 19 и соединительных серег 23,
Формула изобретения
Устройство для надрезки проката, содержащее приводной вал с эксцентриком и с установленным на эксцентрике шатуном, кинематически связанным с серьгами, одними концами шарнирно соединенными
между собой общей осью, а другими концами шарнирно соединенными с двуплечими рычагами, соединенными между собой общим валом,смонтированным на основании, при этом на свободных концах двуплечих
рычагов закреплены клиновидные ножи со средствами настройки их на глубину врезания и на заданный диаметр заготовки, отличающееся тем, что, с целью расширения функциональных возможностей путем регулирования длины заготовки и повышения производительности при увеличении динамических нагрузок, оно снабжено механизмом регулировки длины заготовки, выполненным в виде вала, установленного параллельно приводному валу в подшипниковых опорах с возможностью поворота в них, и двух рычагов - приводного и регулировочного, приводной рычаг жестко закреплен на валу, а регулировочный рычаг
установлен с возможностью перемещения вдоль вала на длину заготовки и зафиксирован относительно него в окружном направлении, свободный конец регулировочного рычага шарнирно соединен с общей осью
серег, упомянутые средства настройки ножей выполнены совмещенными в виде эксцентрикового пальца, кинематически связанного с шатунрм и со свободным концом приводного рычага, при этом общий вал
двуплечих рычагов установлен в подшипниковых опорах с возможностью осевого возвратно-поступательного перемещения, а сами двуплечйе рычаги установлены на упомянутом валу с возможностью перемещекия вдоль него.
Корректор П. Гереши
Составитель А. Шепелев Редактор Т. ГорячеваТехред М.Моргентал
Заказ 918 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Корректор П. Гереши

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для надрезки проката | 1983 |
|
SU1147524A1 |
| ОДНОКРИВОШИПНЫЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2327571C2 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| Эксцентриковый пресс | 1976 |
|
SU651681A3 |
| Механизм зажима к горячештамповочным автоматам | 1982 |
|
SU1044400A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| УНИВЕРСАЛЬНО-ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК С ПОВТОРЯЮЩИМИСЯ ПО ВСЕЙ ДЛИНЕ ОДИНАКОВЫМИ ФРАГМЕНТАМИ | 2005 |
|
RU2310537C2 |
| Ножницы для резки листового и полосового материала | 1980 |
|
SU998005A1 |