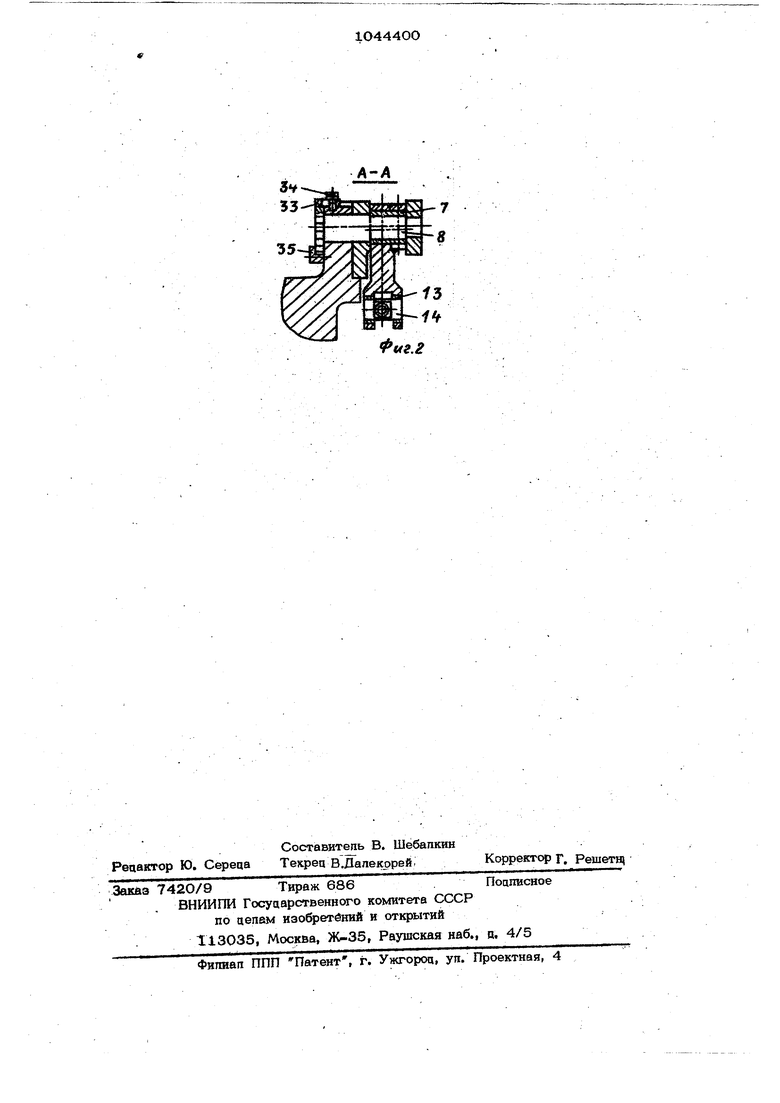
4 4iak 4 Изобретение относится к о.бработке металпов цавлением и сварке и может быть использовано в кузнечно-прессовом машиностроении при конструировании механизмов горячештамповочнык автоматов. Известен механизм зажима к ropsweштамповочным автоматам, соцержаишй распопоженный в направляющих станины автомата ползун с прижимом на одном его конце, блок кулаков, установленный на валу, привоцнрй рычаг, установленный с возможностью взаимодействия одним концом с блоком кулаков, а другим концом - с ползуном посредством промежуточного звена, а также силовой упругий элемент. С1 Д . Недостатками известного механизма является то, что усилие зажима зависит от жесткости и размеров тарепьчатых пружин, из которых состоит 1. силовой элемент, поэтому для получения больших усилий зажима заготовки увеличиваются размеры механизма. Установка исходного положения ползуна с зажимом осуществляется за счет подгонки крышки ползуна. Регулирование усилия зажима заготовки требует р1азрорки механизма, так как осуществляется за счет толшины проставки, которая находится внутри ползуна. Скрытое расположение тарельчатых пружин внутри ползуна исключает возможность наблюдения за их исправностью, что уменьшает надежность работы Механизма. Для демонтажа или разборки основных деталей механизма требуется отсоединить одно плечо приводного рычага, что значительно ухудшает условия обслуживания механизма. Цель изобретения - повышение надёжности механизма зажима; повышение производительности при наладке и улучшение условий обслу.живания. Указанная цель достигается тем. что в механизме зажима к горячештамповочным автоматам, содержащем расположенный, в направляющих станины автомата ползун с прижимом на одном его конце, блок кулаков, установленный на валу. приводной рычаг, установленный с возмож ностью взаимодействия одним концом с блоком кулаков, а другим - с ползуном посредством промежуточного звена, а также силовой упругий элемент, промежуточное звено выполнено в виде щарнирно соединенных менсду собой шатуна, связанного со свободньа кондом ползуна и Г-обраэ. ногорычага,шарнирносмонтироьанногона сташше на эксцентриковой оси и связанного cвoбoдны концом с приводным рычагом через силовой упругий элемент. На фиг. 1 изображен механизм , обишй вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит ползун 1с за1фепленным на его конце прижимом 2, расположенный во втулках 3 направляющего стакана 4 станины автоматаГ Ползун 1 соединен шаршфно с шатуном 5, Г-образный рычаг 6, имеющий подишпник 7 скольжения и смонтированный на эксцентьриковой оси 8, закрепленной в кронштейне 9 станшш, соединяется с шатуном 5 посредством оси 1О и серег 11 и 12, Шатун 5 и Г-обрагный рычаг 6 на оси 8 образуют кояёнорычажный механизм. В вилке рычага 6 в подшипниках 13 скольжения посажена ось 14 с направляющей втулкой 15, через которую проходит 16, соединяющая рычаг 6 с привоев ным рычагом 17 блока кулаков через силовой упругий элемент, состоящий из тарепьчатых пружин 18, надеты на стержень тяги 16, и упирается одним концом в вияку тяги 16, а другим i через кольцо 19 в ось 14. Пружины 18 предварительно псщжаты к оси 14 щт помощи гайки 2О втулку 21, уп рающуюся также в ось 14. Тяга 16 своей вилкой соединяется с приводным рычагом 17 осью 22, которая находится в подшипнике 23 cKonbkjg;:; ния. Рычаг 17, имеющий подшшадак 24 скольжения, смонтированный на оси 25, жестко 1закрепленной в станине автомата (не показано) через свеж ролики 26 и 27, вращающиеся на осях 28 и 29, контакт тируют соотв ственно с прямым ЗО и обратным 31 кулаками, расположенными на валу 3 2 автомата. Установка исходного положения ползуна 1 и изменение усилия зажатия заготоЫ ки перед резом за счет изменения угла оС („ри зажатой заготовке)коленорычажного меканизма производится поворотом эксцен риковой оси в , которая имеет эксцентри проворота контрится toKca д, закрепленным в пазу сташшы 34, а от осевого перемещения огршШчена планкой 35. Во избежании заклинивания колену рычажного механизма в кронштейне 9 имеется упорный регулировочный болт 36 с контргайкой 37, который устанавливаем,ря с зазором а от двуплечего рычага 6 при наименьшем угле d
Устройство работает спецующим образом.
В крайнем исхоцном по по жении ползуна 1, прижим 2 находится с зазором от заготовки, при этом ролик 26 привоцного рычага 17 накоцится на наименьшем радиусе прямого кулака 30, а ропик 27 - на наибольшем рациусе обрат ного кулака 31. После окончания поцачи материала блок кулаков, поворачи- ю ваясь на валу 32, за счет профиля прямого кулака 30 через ролик. 26 пово- . рачивает рычаг 17, сиаяишй на оси 25. При повороте рычага 17,поспеакий через ось 22, тягу 16, прецварительно поцжа тые тарельчатые пружины 18, копьцо 19 и ось 14 поворачивает рычаг 6, на эксцентриковой оси 8. При повороте рычага 6, последний через ось 10, шатун 5 и ползун 1 подводит прижим 2 к заготовке до соприкосновения, после чего, рычаг 17, продолжающий повора чиваться от профиля прямого кулака ЗО, через ось 22 и вилку тяги 16 сжимает тарепьчатые пружины 18, которые через копьцо 19, ось 14, двуплечий рычаг 5
ось 1О, шатун 5, ползун 1 и прижим 2 создают усилие зажатия заготовки. При сжатии тарельчатык пружин 18 между втулкой 21 и осью 14 создается зазор. При выходе ролика 26 на наибольшей радиус прямого кулака ЗО происходит окончательное зажатие заготовки и ее рез, после чего блок кулаков,, продолжаючий поворачиваться на валу 32, за счет.про,фидя обратного кулака 31 через ролик 27 -поворачивает приводный рычаг 17 в обратную сторону, при этом, последний ч&рез ось 22, тягу 16, втулку 21, Ьсь 14, двуплечий рычаг 6, серьгу 11, ось 10, серьгу 12 и шатун 5 возвращает попзун 1 с прижимом 2 в исходное положа.ние.
В дальнейшем цикл механизма зажима заготовки повторяйтся.
П сравнению с известным использование предлагаемого изобретения позво- ляет повысить надежность механизма зажима к горячештамповочным автоматам,, повысить производительность при его наладке и улучшает условия его обспужи. вания.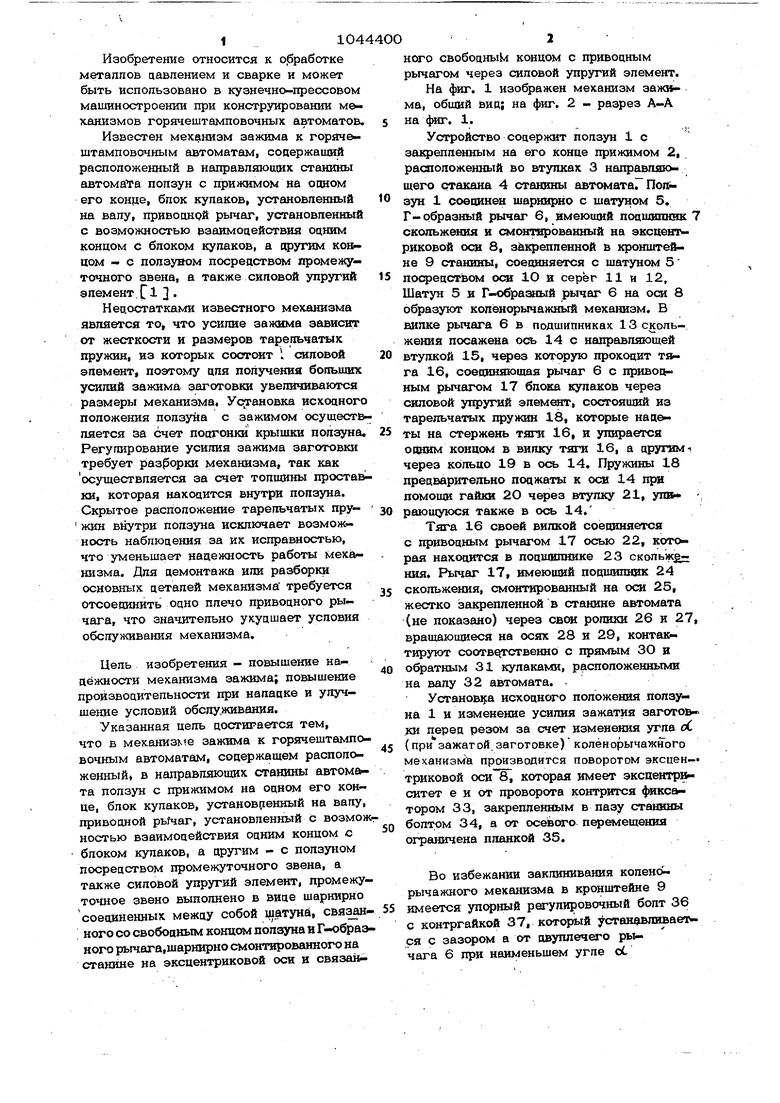

| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Механизм отрезки заготовок | 1973 |
|
SU487704A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ БЛОКА ПУАНСОНОВ ДВУХУДАРНОГО ВЫСАДОЧНОГО АВТОМАТА | 1964 |
|
SU163872A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |
МЕХАНИЗМ ЗАЖИМА К ГОи РЯЧЕШТАМПОВОЧНЫМ АВТОМАТАМ, соцержаший расположенный в налравпякхшик станины автомата ползун о прижимом на оцном его конце, блок кулаков, установпенный на валу, приводной рычаг, установленный с возможностью взакмодействия оцним концом с блоком кулаков, а другим - с ползуном посрецством промежуточного звена, а также силовой упругий элемент, отличающийс я тем, что. Сцелью повышения нащежрности, повышения произвоцительрости при налацке и улучшения условий обслуживания, промежуточное звено выполнино в вице шаряирно соециненнык между собой шатуна, связанного со свободным концом ползуна и Г-образного рычага, шарнирно смонтированною на станине -на ; эксцентриковой оси и связанного свободным концом с приводным через силовой упругий элемент. (/)
Л 6 ц iOi2 5 3 V fu.l
А-А
f3
Фиг,2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
