Изобретение относится к обработке металлов давлением, в частности к устройствам для горизонтальной холодной гибки профильного металла. Данное устройство предполагается использовать для получения из металлического прутка фасонных гнутых заготовок с повторяющимися по всей длине заготовки изогнутыми одинаковыми фрагментами знакопеременной изогнутости при штучном изготовлении ажурных изделий, например: оград, калиток, ворот, оконных решеток и т.д., в условиях малых производств и ограниченных производственных площадей.
Известен принятый за прототип универсально-гибочный автомат (см. Н.А.Федоров и др. "Универсально-гибочные автоматы", М., Машгиз, 1961 г.), содержащий смонтированные на станине привод, механизм подачи, механизм отрезки и механизм гибки. Привод включает двигатель, зубчатую передачу и приводные валы, на которых расположены кулаки перемещения механизмов.
Недостатком известных гибочных станков и автоматов, а также прототипа является получение изогнутой заготовки низкого качества, т.к. повторяющиеся по всей длине заготовки изогнутые фрагменты неодинаковы по своей геометрии, вследствие пружинения при гибке. К недостаткам известных гибочных устройств можно отнести также низкое качество среза заготовки.
Задача изобретения - расширение технологических возможностей устройства с целью получения из металлического прутка различного профиля и размеров поперечного сечения фасонной гнутой заготовки высокого качества.
Для решения поставленной задачи в известном универсально-гибочном устройстве, включающем смонтированные на станине и кинематически связанные между собой механизм подачи, механизм отрезки и механизм гибки заготовки посредством гибочных пуансонов и матрицы, а также привода, состоящего из мотор-редуктора, зубчатой передачи и приводного вала, на котором расположены эксцентриковые втулки перемещения вышеупомянутых механизмов, дополнительно установлен механизм фиксации заготовки посредством прижим-фиксатора и матрицы. Механизм отрезки выполнен в виде двух рычагов, кинематически связанных через толкатели с эксцентриковыми втулками, расположенными на приводном валу. В рычагах закреплены режущие захваты.
Для возможности получения нескольких изогнутых фрагментов и изменения конфигурации фрагмента заготовки в универсально-гибочном устройстве предусмотрен комплект сменных матриц, сменных прижим-фиксаторов и дополнительных пуансонов.
Для операции отрезки прутка различного профиля и размеров поперечного сечения режущие захваты выполнены сменными с различной формой и размерами отверстия для прутка.
Сущность изобретения поясняется чертежами, где изображены:
на фиг.1 - общая кинематическая схема устройства;
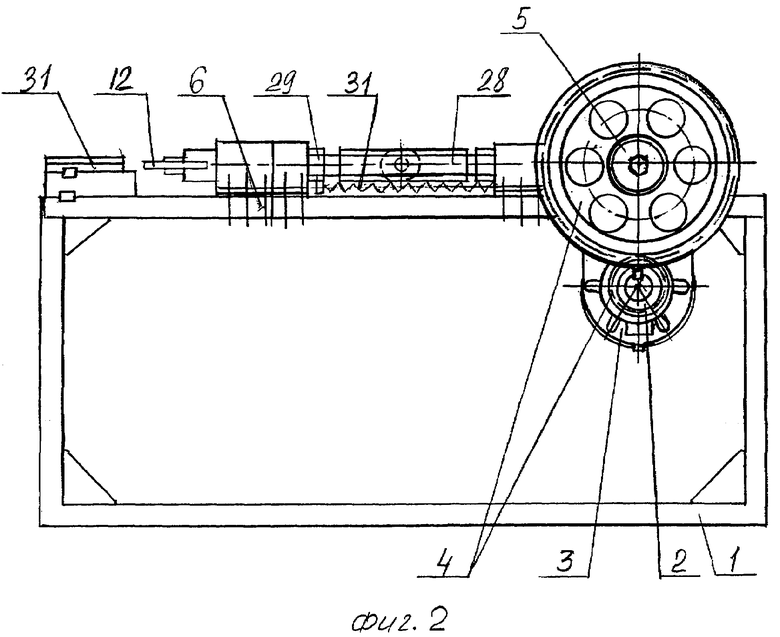
на фиг.2 - вид устройства сбоку;
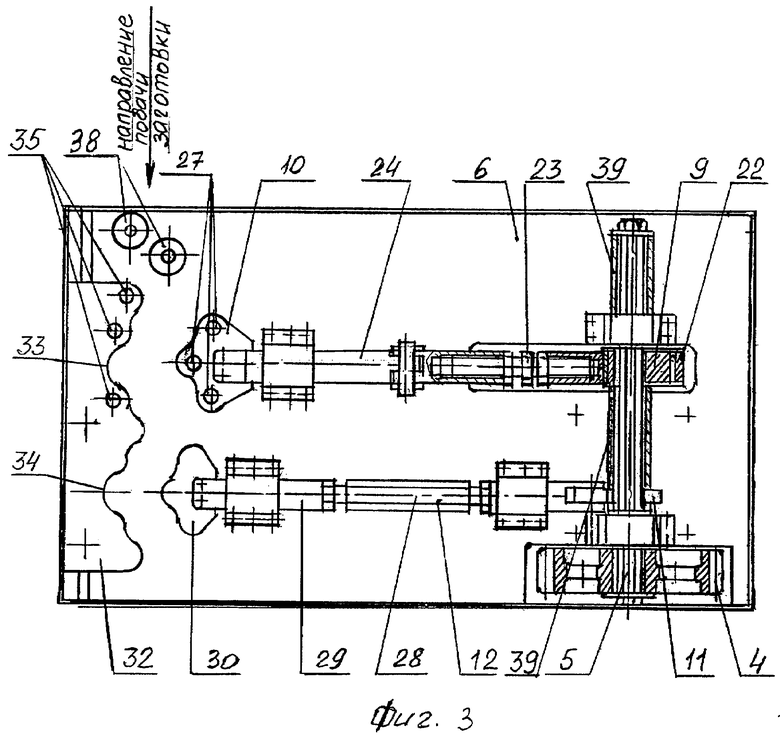
на фиг.3 - вид на устройство сверху;
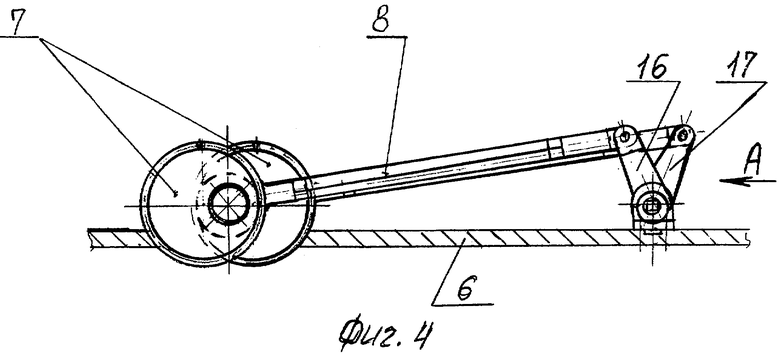
на фиг.4 - механизм отрезки - вид сбоку;
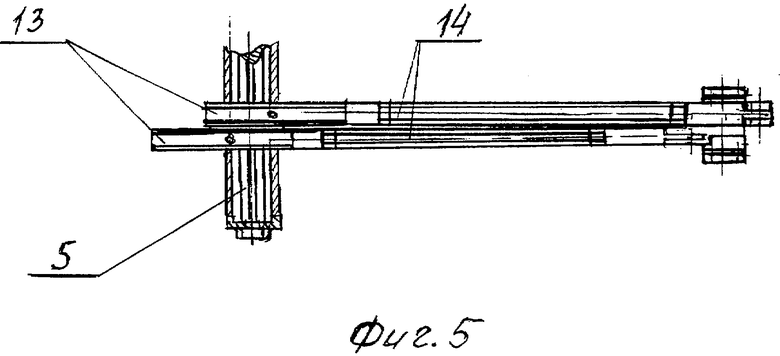
на фиг.5 - механизм отрезки - вид сверху;
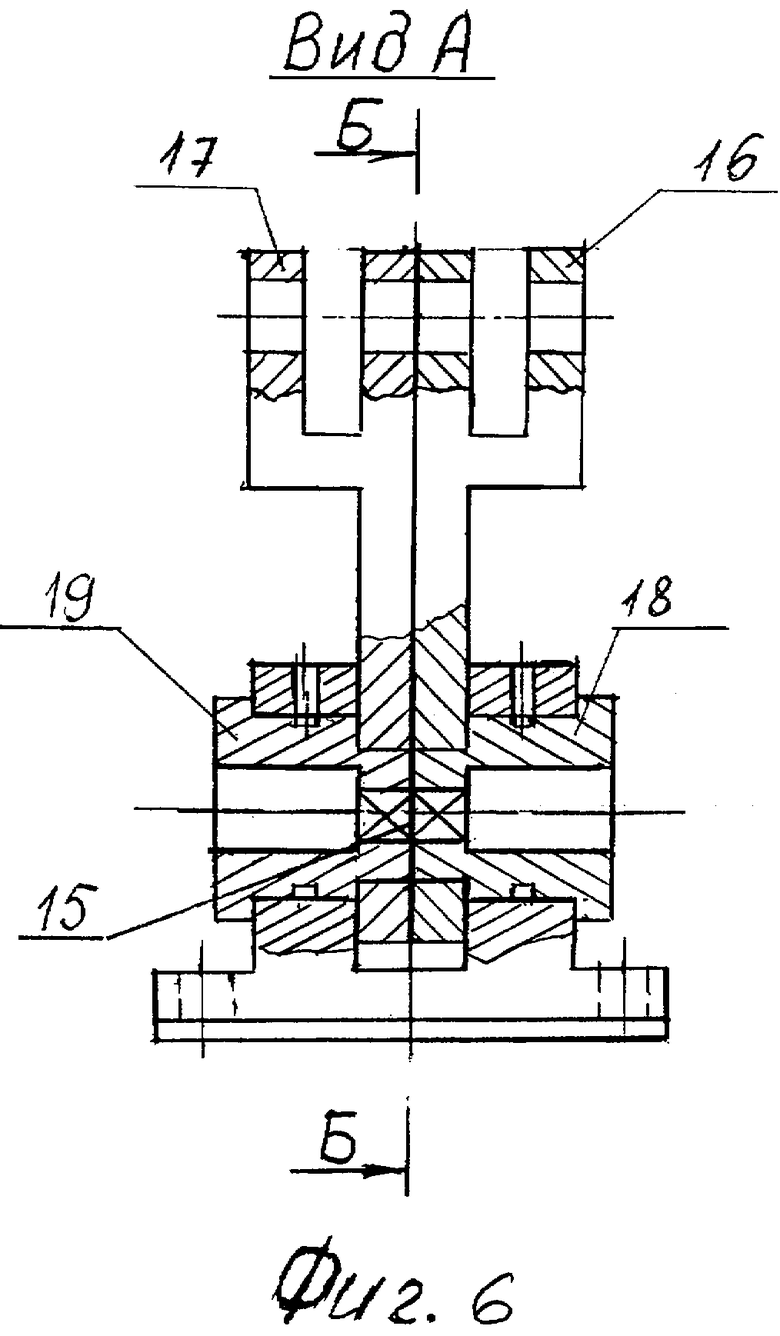
на фиг.6 - узел отрезки - вид А на фиг.4;
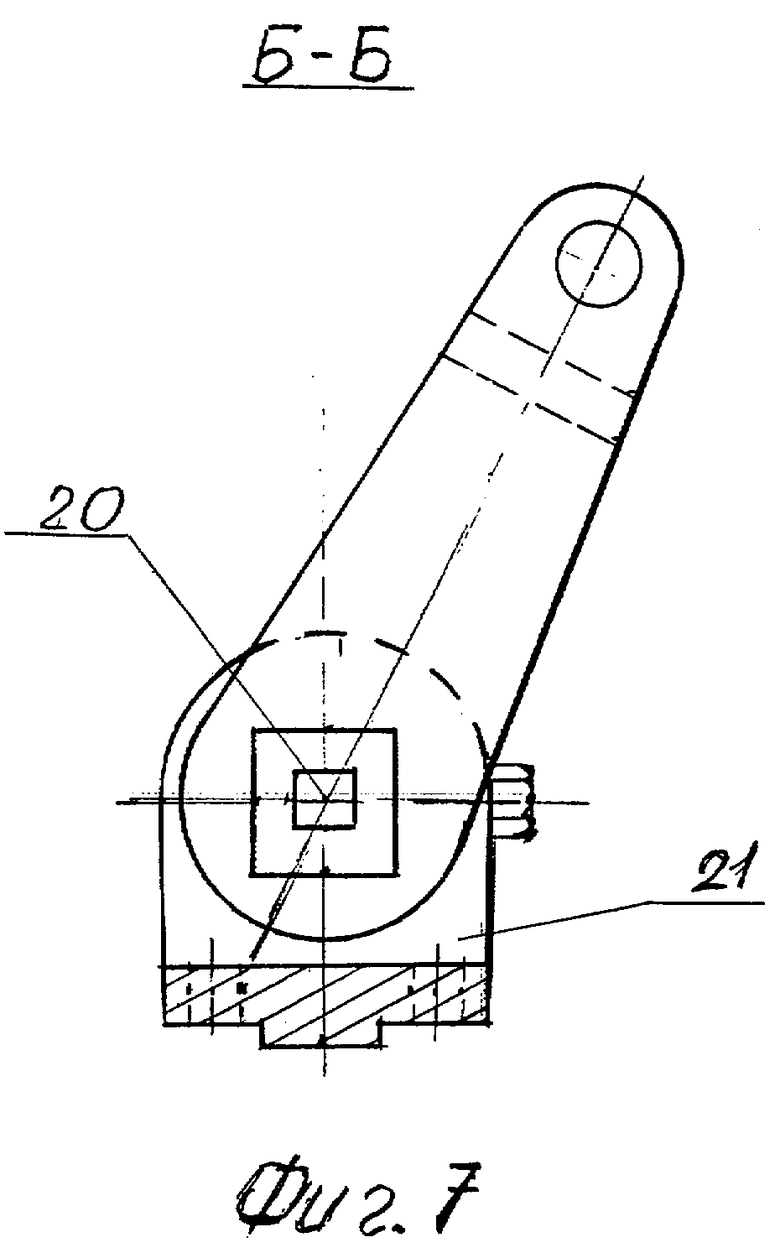
на фиг.7 - узел отрезки - разрез по Б-Б на фиг.6;
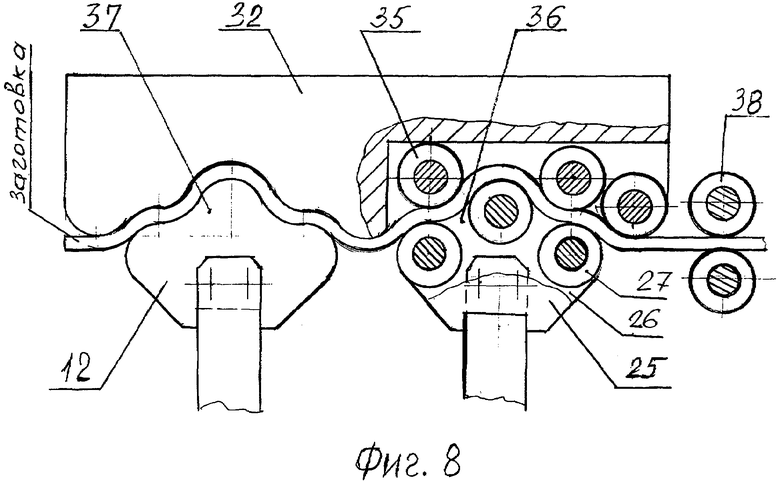
на фиг.8 - узел предварительной гибки и калибрующе-фиксирующий узел.
Осуществление изобретения представлено на примере, где универсально-гибочное устройство предназначено для изгиба двух фрагментов заготовки.
Универсально-гибочное устройство состоит из сварной станины 1 (фиг.2), на которой смонтирован привод 2, состоящий из мотор-редуктора 3, зубчатой передачи 4 и приводного вала 5. На нижней поверхности верхней плиты 6 (фиг.2) закреплен мотор-редуктор 3, приводящий во вращение через зубчатую передачу 4, приводной вал 5, закрепленный на верхней поверхности верхней плиты 6 станины 1. На приводном валу 5 насажены эксцентриковые втулки 7 механизма отрезки 8 (фиг.4), эксцентриковая втулка 9 пуансона 10 и кулачок 11 механизма фиксации 12 (фиг.3).
На эксцентриковых втулках 7 механизма отрезки 8 (фиг.4 и 5) закреплены с возможностью вращения шатуны 13, жестко соединенные с удлинителями 14, имеющими возможность осевой регулировки при настройке узла отрезки 15 (фиг.6). Удлинители 14 противоположным концом шарнирно присоединены к правому 16 и левому 17 рычагам (фиг.4). Нижним концом правый 16 и левый 17 рычаги вместе с режущим захватом 18 правого 16 и режущим захватом 19 левого 17 рычагов насажены с возможностью поворота на заданный угол на ось 20, расположенную в опоре 21, которая закреплена на верхней плите 6 станины 1 (фиг.6 и 7).
На эксцентриковых втулках 9 пуансона 10 закреплен с возможностью вращения шатун 22, соединенный с регулировочным винтом 23, противоположный конец которого шарнирно соединен со штоком 24 (фиг.3), на противоположный конец которого жестко насажены верхняя 25 и нижняя 26 щеки (фиг.8). Между верхней 25 и нижней 26 щеками расположены закрепленные в них с возможностью свободного вращения деформирующие ролики 27 (фиг.8). Кулачок 11 механизма фиксации 12 посредством регулировочного винта 28 соединен со штоком 29, на котором жестко насажен прижим-фиксатор 30 (фиг.3). К штоку 29 крепится пружина 31 (фиг.2, 3), закрепленная на верхней плите 6, которая постоянно прижимает шток 29 к кулачку 11 механизма фиксации 12.
На верхней плите 6 со стороны, противоположной приводу 2, установлена матрица 32, представляющая собой пластину с конфигурацией рабочей поверхности, выполненной в зависимости от требуемого профиля заготовки и состоящая из двух секций - предварительной гибки 33 и калибрующе-фиксирующей 34 (фиг.3). В зоне предварительной гибки 33 матрицы 32 посредине толщины выполнен паз, в котором закреплены с возможностью свободного вращения деформирующие ролики 35 (фиг.8).
Секция предварительной гибки 33 матрицы 32 и верхняя 25 и нижняя 26 щеки пуансона 10 с деформирующими роликами 27 образуют узел предварительной гибки 36. Калибрующе-фиксирующая секция 34 матрицы 32 и прижим-фиксатор 30 механизма фиксации 12 образуют калибрующе-фиксирующий узел 37 (фиг.8).
На верхней плите 6 со стороны подачи прутка закреплено состоящее из двух роликов подающее устройство 38 (фиг.8).
Для фиксации расстояния между механизмами служат насаженные на приводной вал 5 распорные втулки 39 (фиг.3).
Универсально-гибочное устройство работает следующим образом.
Пруток нарезают на заготовки необходимой длины, для чего пруток подается через подающее устройство 38 в режущие захваты 18 и 19 правого 16 и левого 17 рычагов механизма отрезки 8. Приводят в действие механизм отрезки 8. Эксцентриковые втулки 7, вращаясь на приводном валу 5, приводят удлинители 14 в возвратно-поступательное движение, которые передают правому 16 и левому 17 рычагам качательное движение. При движении рычагов 16 и 17 навстречу друг другу с поворотом на заданный угол, режущие захваты 18 и 19 за счет скручивания отрезают заготовку.
После операции отрезки на нужное количество заготовок механизм отрезки 8 снимают с приводного вала 5 и верхней плиты 6 и приступают к операции гибки, предварительно настроив пуансон 10 и механизм фиксации 12 регулировочными винтами 23 и 28 на необходимую величину обжатия.
Подготовленный по длине пруток подают через подающее устройство 38 в узел предварительной гибки 36 и, приводя в движение пуансон 10, производят предварительное обжатие первого участка. Затем заготовку подают на величину шага и первый участок оказывается в зоне калибрующе-фиксирующего узла 37. Приводят в движение механизм фиксации 12, в результате чего первый изогнутый участок заготовки окажется зафиксированным в калибрующе-фиксирующем узле 37. После чего производят обжим второго участка заготовки. За один оборот приводного вала происходит последовательно фиксация первого участка и обжим второго. В результате каждый изогнутый фрагмент заготовки окажется обжатым дважды, чем обеспечивается четкая геометрия каждого фрагмента и, соответственно, качество изогнутой заготовки.
При необходимости получения заготовки с большим числом изогнутых фрагментов, например по всей длине исходной заготовки, а также в зависимости от требуемой конфигурации изогнутого фрагмента, матрица выполняется сменной и может иметь число секций предварительной гибки, равное требуемому числу изогнутых фрагментов фигурной заготовки. На приводном валу, соответственно, может быть насажено такое же количество пуансонов. С целью одновременного обжатия необходимого количества фрагментов заготовки эксцентриковые кулачки пуансонов устанавливают на приводном валу со смещением, что позволяет производить обжатие всех фрагментов за один цикл оборота приводного вала.
Для изготовления изогнутых фрагментов различной конфигурации верхняя и нижняя щеки с деформирующими роликами пуансона и прижим-фиксатор механизма фиксации также выполнены сменными.
Поскольку универсально-гибочное устройство предназначено для гибки прутка различного профиля и размеров поперечного сечения, то в механизме отрезки предусмотрен комплект сменных режущих захватов с различной формой и размерами отверстия для прутка.
Расширение технологических возможностей устройства позволяет производить гибку заготовок из прутка различного профиля, различной длины и получить различную конфигурацию изогнутых фрагментов, а также производить качественную отрезку заготовки, так как отрезка за счет скручивания дает ровный и без сминания срез.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для горизонтальной холодной гибки профильного металла. Данное устройство предлагается использовать для получения из металлического прутка фасонных гнутых заготовок с повторяющимися по всей длине заготовки изогнутыми одинаковыми фрагментами знакопеременной изогнутости при изготовлении ажурных изделий, например: оград, калиток, ворот, оконных решеток и т.д., в условиях малых производств и ограниченных производственных площадей. Высокое качество изогнутой заготовки достигается за счет дополнительного обжима изогнутого фрагмента механизмом фиксации заготовки, а качественный срез за счет проведения операции отрезки скручиванием, которая осуществляется режущими захватами, закрепленными в рычагах механизма отрезки. 2 з.п. ф-лы, 8 ил.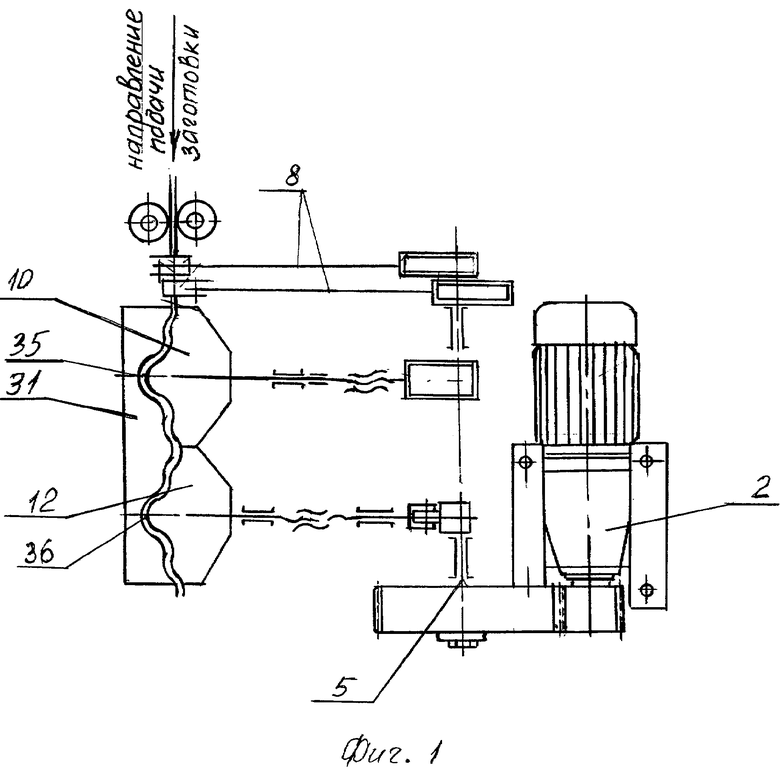
| ФЕДОРОВ Н.А | |||
| и др | |||
| Универсально-гибочные автоматы | |||
| - М.: Машгиз, 1961, с.7-9 | |||
| ШТАМП ДЛЯ ГИБКИ ВЕТВИ ТРАНСПОРТНОЙ СЕТКИ | 2000 |
|
RU2191083C2 |
| RU 2062161 C1, 20.06.1992 | |||
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| DE 202004011947 U, 23.09.2004. | |||

