Известен конвейер для производства обуви с автоматическим адресованием изделий на рабочие места, состоящий из смонтированных на каркасе: цепного транспортера с приводной и натяжной станциями; люлек с изделиями, перемещаемых транспортером; адресных механических устройств, установленных на каждой люльке и на рабочих местах, и устройства для перемещения люлек с изделиями с конвейера к рабочему месту.
Предлагаемый конвейер обеспечивает повыщение производительности труда и может быть предназначен для специализированных потоков с преобладанием режимных операций и автоматического или полуавтоматического оборудования, требующих наличия постоянного запаса изделий на рабочих местах для своевременной перезарядки оборудования и принудительного ритма подачи изделий.
Для этого устройство для перемещения люлек с изделиями с конвейера к рабочему месту выполнено в виде смонтированного над транспортером у каждого рабочего места поворотного круга с направляющими для люлек.
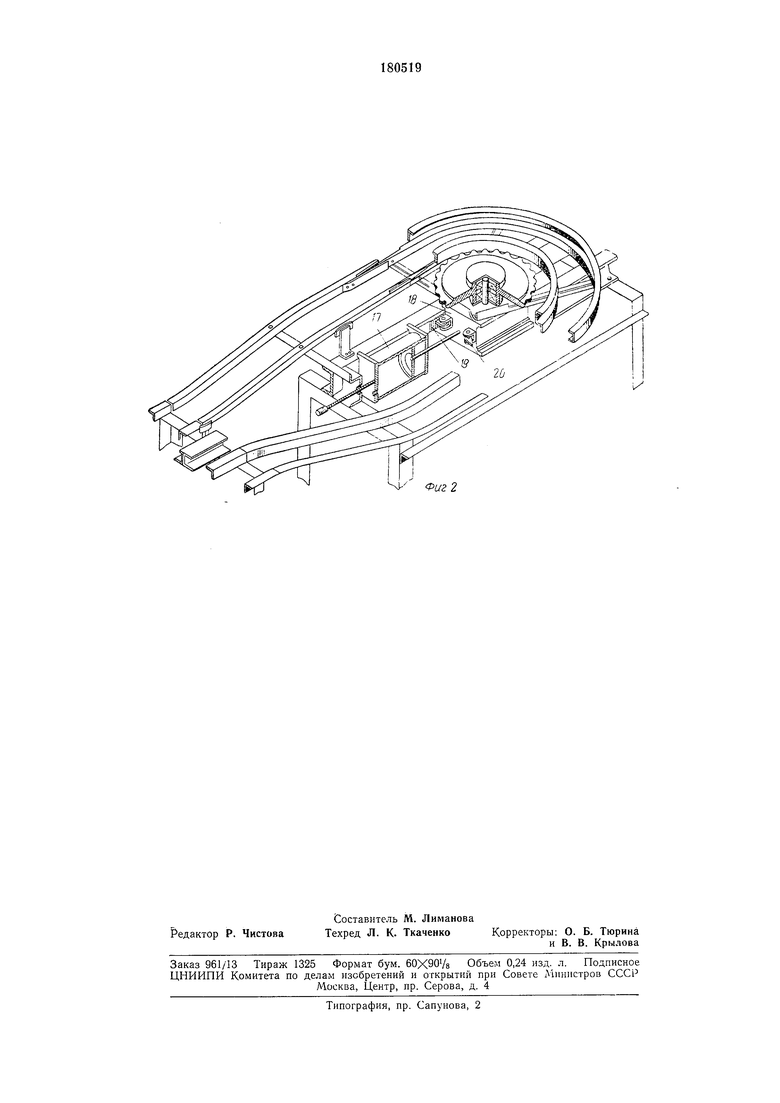
На фиг. 1 изображена часть цепного транспортера с поворотным кругом и люлькой; на фиг. 2 - натяжная станция цепного транспортера.
тяжной станциями для передвижения люлек 2 по направляющим путям 3. Каждая люлька 2 укреплена на тележке 4 вместе с адресным механическим устройством, которое
имеется на каждом рабочем месте.
Люльки с изделиями перемещаются с конвейера к рабочему месту с помощью устройства, которое выполнено в виде поворотного круга 5, смонтированного над цепным транспортером 1 у каладого рабочего места.
Адресное механическое устройство состоит из пальца 6 с радиальными пазами, кулачка 7 с винтом 8 и пружины 9, укрепленных на люльке. Кулачок 7 переставляется вдоль оси пальца против одного из пазов в соответствии с порядковым номером люльки и местом ее адресования. У каждого рабочего места установлен кронштейн 10, на котором помещен передвижной упор 11, устанавливаемый в соответствии с полол :ением кулачка 7. В зависимости от количества рабочих мест на операции упоры могут быть одинарными, двойными или сплошными.
Поворотный круг 5 имеет параллельныеодна другой направляющие 12 для прохода по ннм тележек 4 с люльками 2. Круг установлен на шарикоподшипниковой опоре, закрепленной на каркасе конвейера. Поворачивается круг на 180° вручную при помощи рукоятки 13 и положение его фиксируется подпружиненным роликовым фиксатором. Для предотвращения смещения тележек поворотный круг снабжен ограждением 14.
Для проталкивания люлек на цепи транспортера / укреплены через равные промежутки заданной величины толкатели /5, а для беспрепятственного движения тележек 4 по направляющим путям 3 с двух сторон поворотного круга 5 установлены клинья 16.
Натяжная станция конвейера снабжена устройством для обеспечения постоянного натяжения цепи, состоящим из ппевмоплунжера 17, шток которого передает усилие на ползун 18, храпового механизма с рейками 19 и подпружиненных собачек 20. Натяжение цепи поддерживается и регулируется при помощи клапанного реле давления пневмоплунжера 17. Храповой механизм предохраняет ослабление натяжной цепи конвейера при падении давления в пневмосистеме или после окончания работы конвейера и прекращения подачи воздуха.
Работа конвейера осуществляется следующим образом.
При непрерывном движении цепи транспортера / рабочие места заполняются изделиями. В начале работы конвейера люлька при запуске адресуется на рабочие места в соответствии с ростовочным ассортиментом.
Тележки с люльками перемещаются от одной операции к другой. При их подходе к упору // в результате взаимодействия с послед/4ним кулачок 7 разворачивается вокруг оси пальца 6, выходит из зацепления с толкателем 15, который свободно перемещается дальше с цепью, а тележка 4 останавливается на поворотном круге 5. Затем круг 5 вручную при помощи рукоятки 13 поворачивается на 180°, а тележка 4 выводится с трассы конвейера и устанавливается у рабочего места для выполнения технологических операций. После обработки изделия укладывают на люльку и круг 5 разворачивают на 180°, устанавливая тележку на трассу конвейера для дальнейшего ее перемещения.
Предмет изобретения
Конвейер для производства обуви с автоматическим адресованием изделий на рабочие места, состоящий из смонтированных на каркасе: цепного транспортера с приводной и натяжной станциями; люлек с изделиями, перемещаемых транспортером; адресных механических устройств, установленных на каждой люльке и рабочих местах, и устройства для
перемещения люлек с изделиями с конвейера к рабочему месту, отличающийся тем, что, с целью повышения производительности труда, устройство для перемещения люлек с изделиями с конвейера к рабочему месту выполиено в внде смонтированного над транспортером у каждого рабочего места поворотного круга с направляющими для люлек.
10
15

| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХПРОДУКТОВ | 1970 |
|
SU423450A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Многопозиционный адресный конвейер | 1990 |
|
SU1722979A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ КАМЕРА ДЛЯ ОХЛАЖДЕНИЯ | 1969 |
|
SU247339A1 |
| Распределительный конвейер | 1962 |
|
SU151962A1 |
| УСТАНОВКА ДЛЯ ПРИЕМА ФЛЯГ С МОЛОКОМ, ОПОРОЖНЕНИЯ И САНИТАРНОЙ ОБРАБОТКИ ИХ | 1968 |
|
SU210551A1 |
| УСТРОЙСТВО для СОРТИРОВКИ И УКЛАДКИ В НАКОПИТЕЛИБРЕВЕН | 1968 |
|
SU207111A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |