Известны камеры для интенсивного охлаждения цилиндрических штамповок из углеродистых сталей. Эти камеры не могут использоваться ДЛЯ охлаждения изделий из сталей, требующих замедленного охлаждения в известных интервалах температур, изделий нецилиндрической формы, для которых необходима специальная конструкция загрузочного устройства.
Цель изобретения - создание камеры для охлаждения штамповок, различны} по форме, весу и структуре материала, в которой ходовая часть конвейера и металлоконструкции камеры защищены от теплового излучения штамповок, а стержни конвейера - от теплового коробления.
С целью увеличения времени охлаждения ИЛИ производительности камеры на коротких дцтамповках механизмы загрузки и выгрузки ДОЛЖНЫ обеспечить автоматическую подачу на платформу ЛЮЛЬКИ по два и более изделия. Высокая интенсивность конвективного теплообмена должна быть достигнута за счет высокой скорости потока воздуха в живом сечении каналов, в которых перемещаются люльки конвейера.
Эта задача решена созданием камеры, в которой привод цепного конвейера снабжен устройством ДЛЯ регулировки скорости и связан с механизмами загрузки и выгрузки штамповок, а люЛьки вертикально-замкнутого конвейера перемещаются в четырех равных по длине каналах. За камерой каналы попарно объединены коллектором воздухопровода от
дымососа с регулируемой производительностью.
Тяговые органы конвейера вынесены на стержнях из каналов через экранированные пластинами щели между боковыми защищенными тепловой изоляцией щитами в каналы кожухов цепей, снабженных диафрагмами. Перегородки каналов выполнены в виде водоохлаждаемых щитов, составляющих в сборе с боковыми щитами отдельные монтажные CQKции каналов, закрепляющиеся на металлоконструкции камеры.
Б случае охлаждения штамповок из сталей, требующих замедленного охлаждения, в соответствующей по длине зоне каналов на поверхность водоохлаждаемых перегородок наносится СЛОЙ тепловой изоляции, толщина которого определяет не только интенсивность теплоотдачи излучением, но и снижение интенсивности конвективного теплообмена за
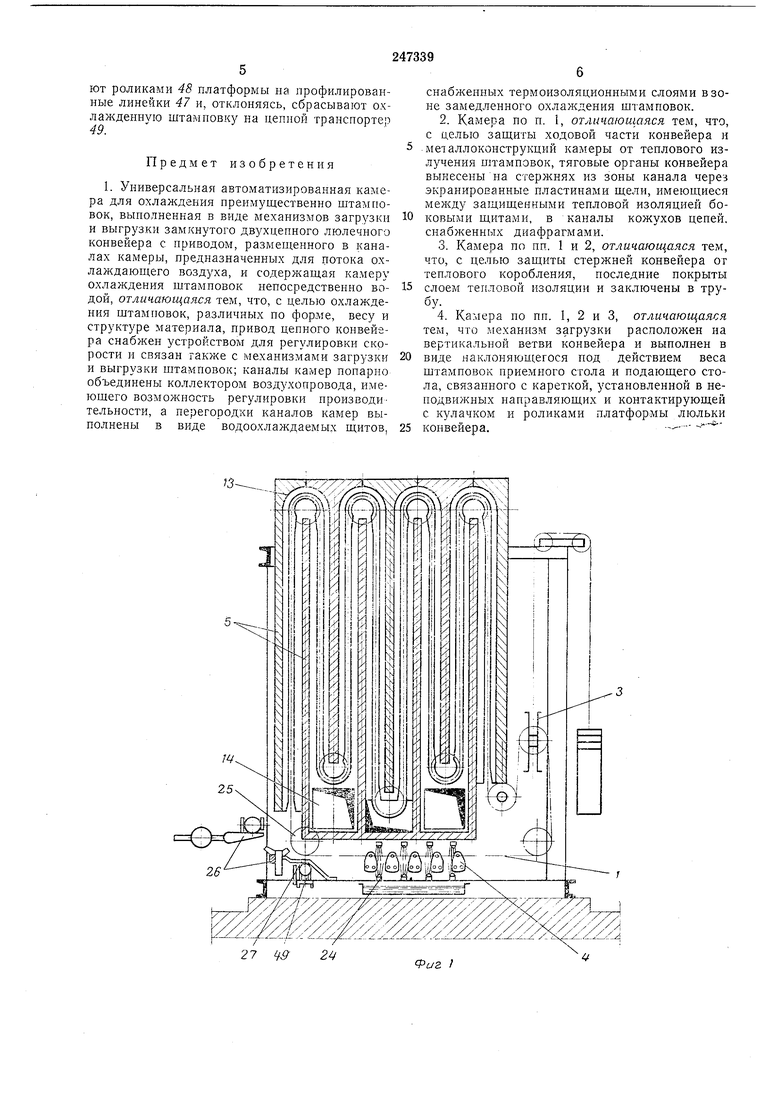
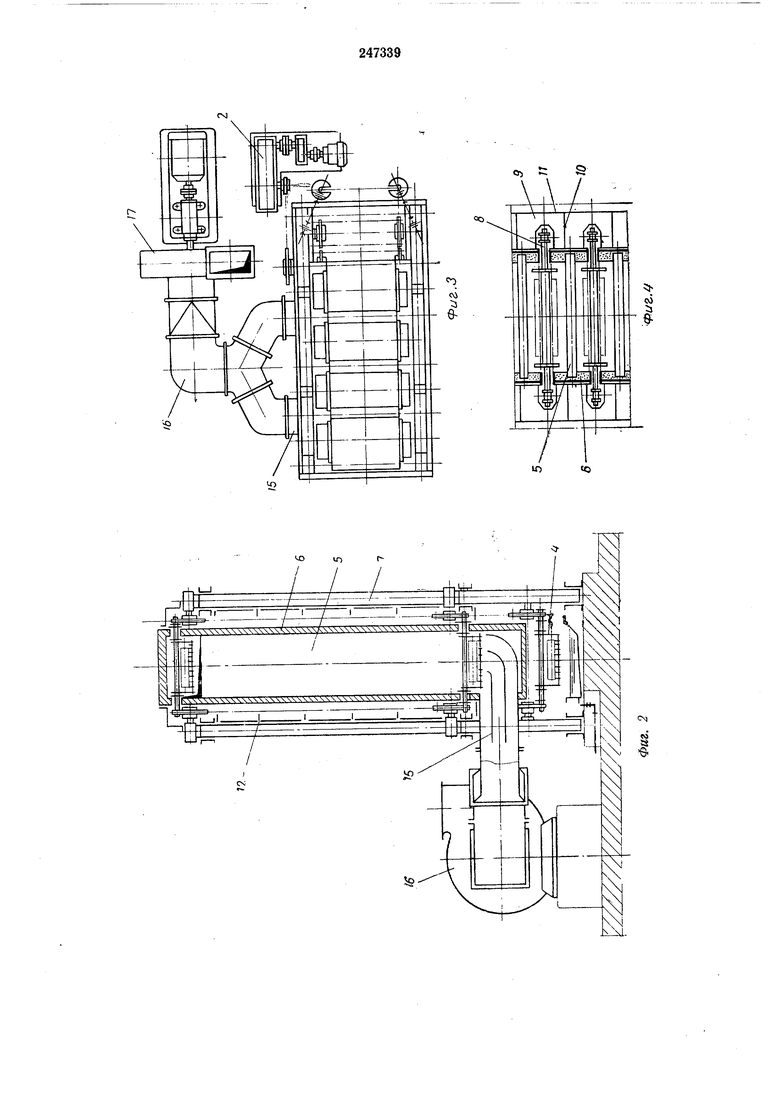
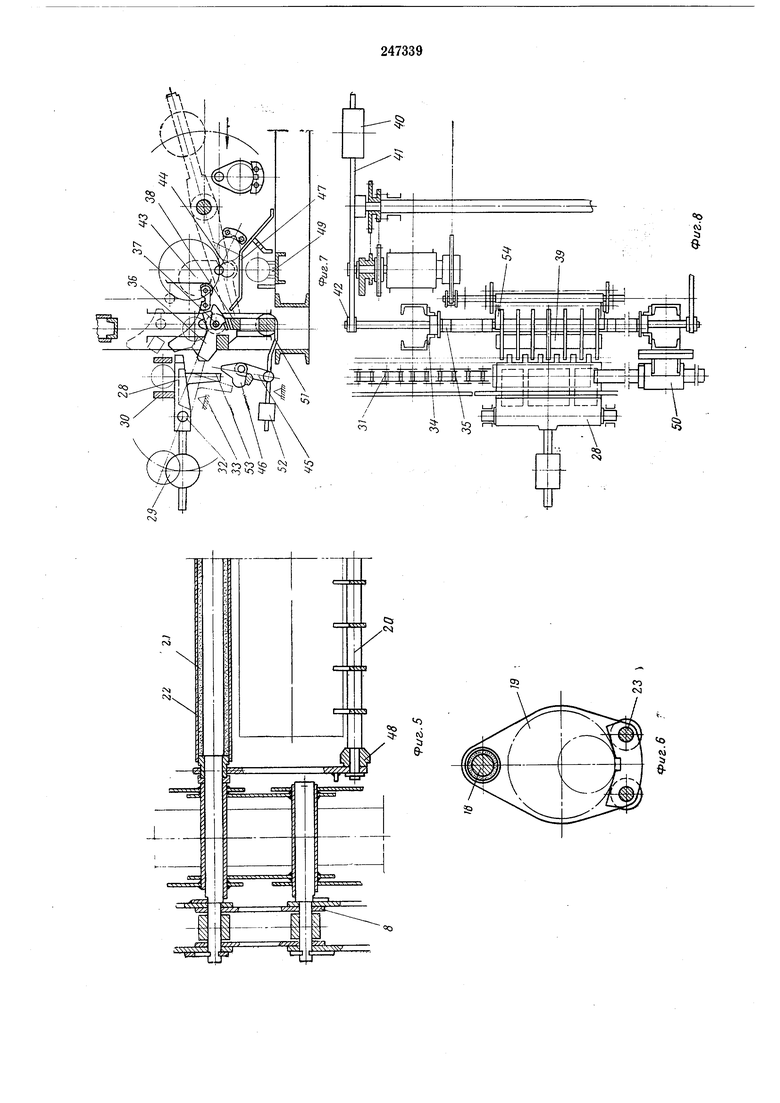
счет уменьшения живого сечения, а следовательно, и количества просасываемого воздуха по отношению к параллельно подсоединенному каналу без слоя тепловой изоляции. Механизм загрузки расположен на вертиняющегося под действием веса штамповок приемного стола и подающего стола, связанного с кареткой. Последняя установлена в неподвижных направляющих и контактирует с кулачком и роликами платформы люльки конвейера. На фиг. 1 изображена предлагаемая камера в продольном разрезе; на фиг. 2 - то же в оонеречном разрезе; на фиг. 3 - то же, вид сверху; на фиг. 4 - ноперечный разрез камеры по каналам; на фиг. 5 - узел ходовой части конвейера; на фнг. 6 - поперечный разрез по люльке конвейера; на фиг. 7 - продольный разрез по механизмам загрузки и выгрузки штамповок; на фиг. 8 - механизм загрузки в плане. Камера содержит конвейер / с приводом 2 и натяжным устройством 8. Люльки 4 конвейера перемещаются в каналах камеры, составленных из отдельных водоохлаждаемых перегородок 5 и боковых защищенных тепловой изоляцией щитов 6, закрепленных на металлоконструкции 7 камеры. Цепи 8 конвейера вынесены через щели меладу боковыми щитами 6 на каналы 9 кожухов цепей, образованные вертикальными перегородками W и съемными крышками 11. В каналах кожухов цепей размещены диафрагмы 12, снижающие расход воздуха на попутные потоки, которые не участвуют в конвективном тенлообмене при охлаждении щтамповок, но способствуют охлаждению цепей конвейера. В верхней части камеры, где поток воздуха изменяет направление, установлены съемные крыщки с направляющим апнаратом 13, снижающим потерю напора воздуха. Через проемы 14, патрубки 15 и воздухопровод 16 каналы камеры соединены с дымососом 17. Стержни 18 конвейера, на которых подвешены посредством пластин 19 платформы 20 люлек, покрыты тепловой изоляцией 21 и заключены в трубу 22 для защиты от теплового коробления. Съемная платформа 20 люльки выполнена из двух стержней 23, что обеспечивает симметричность теплового облучения стерлсня 18. На горизонтальной ветви конвейера расположены форсунки 24 узла охлаждения штамповок распыленной водой. У оборотных звездочек 25 конвейера смонтированы механизмы 26 и 27 загрузки и выгрузки. Механизм загрузки 26 содержит приемнь й стол 28. С номощью противовеса 29 стол удерживается в горизонтальном положении и упирается в направляющее линейки 30. Противовес 29 устанавливается на рычаге таким образом, чтобы вес поступающей с ценного транспортера 31 штамповки обеспечивал поворот стола на подшипниках 32 до упора 33. В вертикальных направляющих 34 закреплена каретка 35 с подающим столом 36, который может поворачиваться в подцп-шпиках 37 на угол, ограниченный упором 38. В верхнем положении пода10щий стол удерживается противовесом 39. Перемещение каретки с иодаюЩИА1 столсм осуществляется противовесом 40 через рычаг 41 и тяги 42. Движение каретки координируется кулачком 43 посредством ролика 44, закрепленного на рычаге 41. Кулачок нрнводится в двил-гение от звездочки 25 таким образом, чтобы за один его оборот цень конвейера переместилась иа один щаг расположения люлек. Автоматическая работа механизма загрузки при нарушении ритма подачи штамповок обеспечивается замком 45, который удерл ивает упором 46 приемный стол 28 в верхнем положении, пока каретка с подающим столом не займет пололсение. Механизм выгрузки 27 содерл ит профилированные линейки 47, при наезде на которые роликов 48 щтамповка сбрасывается на цепь цепного транспортера 49. Камера работаег следующим образом. Горячая щтамновка подается цепным транспортером 31 на приемный стол 28 механизма загрузки, нричем скорость транспортера обеспечивает скольжение щтамповки по столу до передвижного упора 50. Последний устанавливается таким образом, чтобы одна или несколько поданных щтамповок располагались в цределах длины платформы люльки. Под действием веса щтамповок приемный стол 28 опускается, и штамповка скатывается на подающий стол 36, если каретка 35 отжата кулачком в нижнее полол ;ение. Если «аретка с подающим столом не заняла нижнее положение, хвостовик 51 замка 45 освобожден, и под действием противовеса 52 упор 46 располагается против упорного кронштейна 53 приемиого стола, удерл ивая его в горизонтальном иоложении до- тех пор, пока каретка не вернется в нижнее нолол ение и не нажмет па хвостовик 51. Кулачок 43 профилирован таким образом, что в то время когда каретка с подающим столом находится в крайнем нижнем полол ении, ролики 48 (фиг. 5), проходя мимо подающего стола, откидывают собачки 54. После прохол дения платформы люльки собачки возвращаются под действием собственного веса в исходное положение. С этого момента ролик 44, перекатываясь по профилю кулачка 43, обеспечивает подъем каретки под действием противовеса 40. Собачки подающего стола, упираясь в ролики 48 платформы люльки, поворачивают его до упора 38. Штамповка (или щтамеовки) скатывается на платформу люльки, причем подающий стол Б положении будет перемещаться вместе с люлькой до тех пор, пока кулачок не начнет отл имать каретку вииз. Далее с. нижнего положения каретки операции загрузки камеры осуществляются в той последовательности. При прохождении штамповок в каналах камеры осуществляется теплоотдача конвенцией просасываемому дымососом воздуху и теплоотдача пзлученпем воде секций водоохлаждаемых перегородок 5 каналов. Штамповки, имеющие температуру ниже 300°С, охлаждаются распыляемой форсунками водой.
ют роликами 48 платформы на профилированные линейки 47 и, отклоняясь, сбрасывают охлажденную штамповку на цепной транспортер 49.
Предмет изобретения
1. Универсальная автоматизированная камера для охлаждения преимущественно штамповок, выполненная в виде механизмов загрузки и выгрузки замкнутого двухцепного люлечного конвейера с приводом, размещенного в каналах камеры, предназначенных для потока охлаждающего воздуха, и содержащая камеру охлаждения щтамповок непосредственно водои, отличающаяся тем, что, с целью охлаждения щтамповок, различных по форме, весу и структуре материала, привод цепного конвейера снабжен устройством для регулировки скорости и связан также с механизмами загрузки и выгрузки щтамповок; каналы камер попарно объединены коллектором воздухопровода, имеющего возможность регулировки производительности, а перегородки каналов камер выполнены в виде водоохлаждаемых щитов.
снабженных термоизоляционными слоями в зоне замедленного охлаждения штамповок.
2.Камера по п. 1, отличающаяся тем, что, с целью защиты ходовой части конвейера и металлоконструкций камеры от теплового излучения штамповок, тяговые органы конвейера вынесены на стерл нях из зоны канала через экранированные пластинами щели, имеющиеся между защищенными тепловой изоляцией боковыми щитами, в каналы кожухов цепей, снабженных диафрагмами.
3.Камера по пп. 1 и 2, отличающаяся тем, что, с целью защиты стержней конвейера от теплового коробления, последние покрыты слоем тепловой изоляции и заключены в трубу.
4.Камера по пп. 1, 2 и 3, отличающаяся тем, что механизм загрузки расположен на вертикальной ветви конвейера и выполнен в виде наклоняющегося под действием веса щтамповок приемного стола и подающего стола, связанного с кареткой, установленной в ненодвижных направляющих и контактирующей с кулачком и роликами платформы люльки конвейера.-- -

| название | год | авторы | номер документа |
|---|---|---|---|
| Камера для охлаждения заготовок | 1979 |
|
SU829690A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ПАТРОНОВ | 1969 |
|
SU257290A1 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| УСТАНОВКА ДЛЯ УСАДКИ РПЗИНОВЫХ ПЛАСТИН | 1967 |
|
SU196296A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХПРОДУКТОВ | 1970 |
|
SU423450A1 |
| ПЕЧЬ ДЛЯ ХЛЕБА НАЦИОНАЛЬНЫХ СОРТОВесЕСоюзнАПibU'?KT^-'Da:::';::'^^ | 1972 |
|
SU323111A1 |
| ХНННЕС-КА БИБЛИОТЕКА | 1971 |
|
SU304938A1 |
3 ю «о
