Известны распределительные конвейеры для доставки изделий от одного рабочего места к другому, снабженные механизмом для автоматической выгрузки изделий из смонтированных на цепи конвейера люлек на рабочее место и автоматическим адресованием изделий, содержащим устройства, задающие и Принимающйе адрес, смонтированные у рабочего места, и носитель адреса, укрепленный на люльке конвейера.
В описываемом распределительном конвейере рабочее место снабжено наклонным лотком с подпружиненным двуплечим рычагом, один конец которого взаимодействует с микропереключателем, подающим сигнал устройству, задающему адрес люльки, а другой конец - с изделиями, размещенными на лотке, и с передней частью.подпружиненной люльки, поворотной в вертикальной плоскости. Задняя часть люльки контактирует с концом двуплечего рычага, установленного на цепи конвейера и обеспечивающего при помощи электромагнита разгрузку люльки. Конвейер такой коиструкции автоматизирует процесс загрузки люльки изделиями. Для обеспечения надежности работы элементов адресования, устройство, принимающее адрес, может быть выполнено в виде релейного блока с емкостными датчиками, а носитель адреса-в виде вертикального стержня с установленными на нем поворотными в горизонтальной плоскости планками, меняющими емкость релейного блока. Устройство, задающее адрес, может быть выполнено в виде вертикальной, поворотной относительно вертикальной оси траверсы, на которой установлены поворотные в горизонтальной плоскости толкатели. Для переадресовки люлек с изделиями в случае занятоJ o 151962 2
СТИ рабочего места может быть применен переключатель, обеспечивающий задание адреса другого рабочего места.
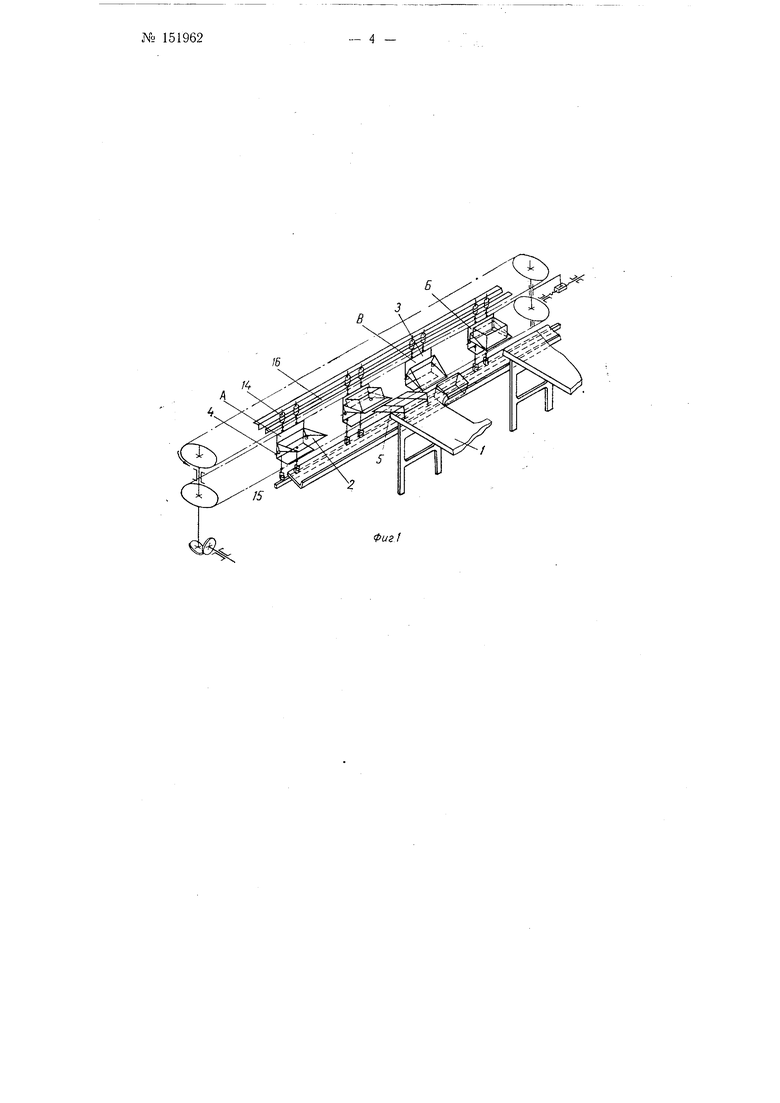
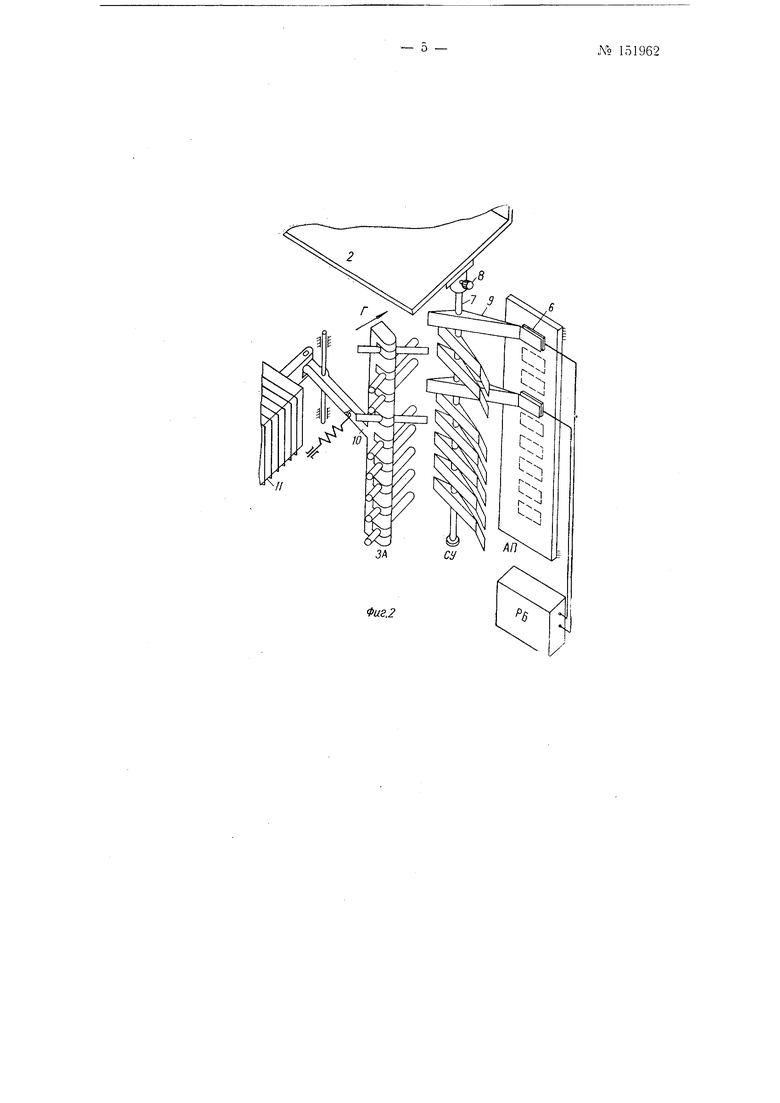
На фиг. 1 изображена кинематическая схема распределительного конвейера; на фиг. 2 - схема адресного устройства; на фиг. 3 - кинематическая схема загрузочного и разгрузочного устройств.
В качестве привода может быть использована любая горизонтально замкнутая транспортная линия. Вдоль рабочих мест / перемещаются люльки 2, смонтированные на основаниях 5, относительно которых люльки, вращаясь на горизонтальной оси 4, могут занимать одно из трех фиксированных положений. В положении А люлька свободна от загрузки и ее наружный край поднят до уровня загрузочных лотков 5; в положении Б люлька загружена и транспортирует заготовку к месту разгрузки; в положении В - в момент разгрузки. Каждое рабочее место и каждая люлька оборудуются адресным устройством, включающим задатчик адреса (ЗА) и адресную панель (АП), установленные у рабочего места / и селекторное устройство (СУ), перемещающееся вместе с люлькой. На адресной панели нанесены обозначения мест крепления датчиков 6, соединенных проводниками с выходной цепью релейного блока (РБ). Расположение датчико в для каждого рабочего места различно и представляет собой адрес данного рабочего места. СУ выполнено в виде валика 7, укрепленного винтом 8 в основании люльки, на котором установлены планки-искатели 9, электрически связанные между собой. Планки могут поворачиваться вокруг валика и занимать одно из двух крайних фиксированных положений: рабочее, при котором планки контактируют с датчиками адресной панели, и нерабочее. ЗА представляет собой траверсу 10, перемещаемую при помощи электромагнита // в направлении стрелки Г. Толкатели 12, установленные в траверсе, могут поворачиваться в горизонтальной плоскости и занимать одно из двух крайних фиксированных положений: рабочее- крайнее положение при повороте по часовой стрелке, при котором толкатели приводят в рабочее положение соответствующие планки-искатели СУ, и нерабочее-крайнее положение при повороте против часовой стрелки. При движении люльки планки-искатели «ощупывают каждую адресную панель АП. При совпадении комбинации искателей, находящихся в рабочем положении, с комбинацией датчиков на адресной панели во входной цепи РБ образуется цепь из двух последовательно включенных конденсаторов, и релейный блок срабатывает.
Люлька 2 с основанием 3 перемещается непрерывной цепью 13 при помощи роликов 14 и 15 ъ направляющих /5.
Загрузка люлек на рабочем месте осуществляется следующим образом. Заготовка помещается на загрузочный лоток 5 на уровне, скоторым под действием пружины 17 находится край пустой люльки. В момент подхода передний край 18 люльки 2 воздействует на выступающий с нижней стороны лотка 5 подпружиненный рычаг 19 запорного устройства, которое освобождает заготовку, соскальзывающую в люльку под действием собственного веса. Загруженная таким образом люлька занимает горизонтальное положение, в котором удерживается защелкой 20. Одновременно с открытием запорного устройства рычаг 19 воздействует на микровыключатель 21, замыкающий цепь электромагнита // ЗА. При загрузке люльки искатели СУ автоматически настраиваются на новый адрес.
На загрузочном лотке установлен микровыключатель 22, разрывающий цепь электромагнита //, если люлька не загружена.
При совпадении искателей СУ с датчиками АП срабатывает выходное реле РБ, замыкающее цепь электромагнита 23 разгрузки. Рычаг
24 поворачивает защелку 20, люлька под действием веса заготовки опускается в нижнее положение, заготовка соскальзывает в разгрузочный лоток 25 и нажимает на подпружиненный рычаг 26, размыкающий цепь электромагнита.
Таким образом, не может произойти разгрузки в лоток, занятый заготовкой до тех пор, пока заготовка не будет убрана с лотка и цепь электромагнита 23 не замкнется.
Предмет изобретения
1.Распределительный конвейер для доставки изделий от одного рабочего месга к другому с механизмом для автоматической выгрузки изделий из смонтированных на цепи конвейера люлек и автоматическим адресованием изделий, включающим устройства, задающие и принимающие адрес, смонтированные у рабочего места, и носитель адреса, укрепленный на люльке конвейера, отличающийся тем, что для осуществления автолгатической загрузки изделиями люльки конвейера рабочее место снабжено наклонным лотком, несущим подпружиненный двуплечий рычаг, один конец которого взаимодействует с микропереключателем, подающим сигнал устройству, задающел1у адрес люльки, другой -, с изделиями, помещенными на лотке, и с передней частью подпружиненной П01воротной в вертикальной плоскости люльки, задняя часть которой взаимодействует с концом двуплечего рычага, с.монтированного на цепи конвейера и обеспечивающего посредством электромагнита разгрузку люльки.
2.Конвейер по п. 1, отличающийся тем, что для обеспечения надежности работы элементов адресования, устройство, принимающее адрес, выполнено в виде релейного блока с емкостными датчиками, а носитель адреса выполнен в виде вертикального стержня со смонтированными на нем поворотными в горизонтальной плоскости планками, посредством которых меняется емкость релейного блока задающего устройства.
3.Конвейер по п. 1, отличающийся тем, что-для осуществлепия автоматического задания адреса к любому рабочему месту устройство, задающее адрес, выполнено в виде вертикальной поворотной относительно вертикальной оси траверсы со смонтированными на ней поворотными в горизонтальной плоскости толкателями.
4.Применение в конвейере по п. 1 для переадресовки люлек с изделиями в случае занятости рабочего места переключателя, обеспечивающего задание адреса другого рабочего места.
- 3 -.Ло 151962
16
Фиг
Фи.,2
/б /f/ 13
U./

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБУВИ | 1966 |
|
SU180519A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| Многопозиционный адресный конвейер | 1990 |
|
SU1722979A1 |
| Устройство для разгрузки люлек подвесного конвейера | 1985 |
|
SU1265103A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
| Расстойный агрегат для продольно ориентированных тестовых заготовок | 1985 |
|
SU1391564A1 |
| УСТАНОВКА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1968 |
|
SU212125A1 |