Изобретение относится к машиностроению и может быть использовано для определения износа работы ходовых гаек, например применяемых в металлорежущих станках.
Цель изобретения - повышение точности определения величины износа резьбы ходовой гайки и качества ходового винта. Ожидаемый годовой экономический эффект в народном хозяйстве составит 19,787 тысяч рублей.,
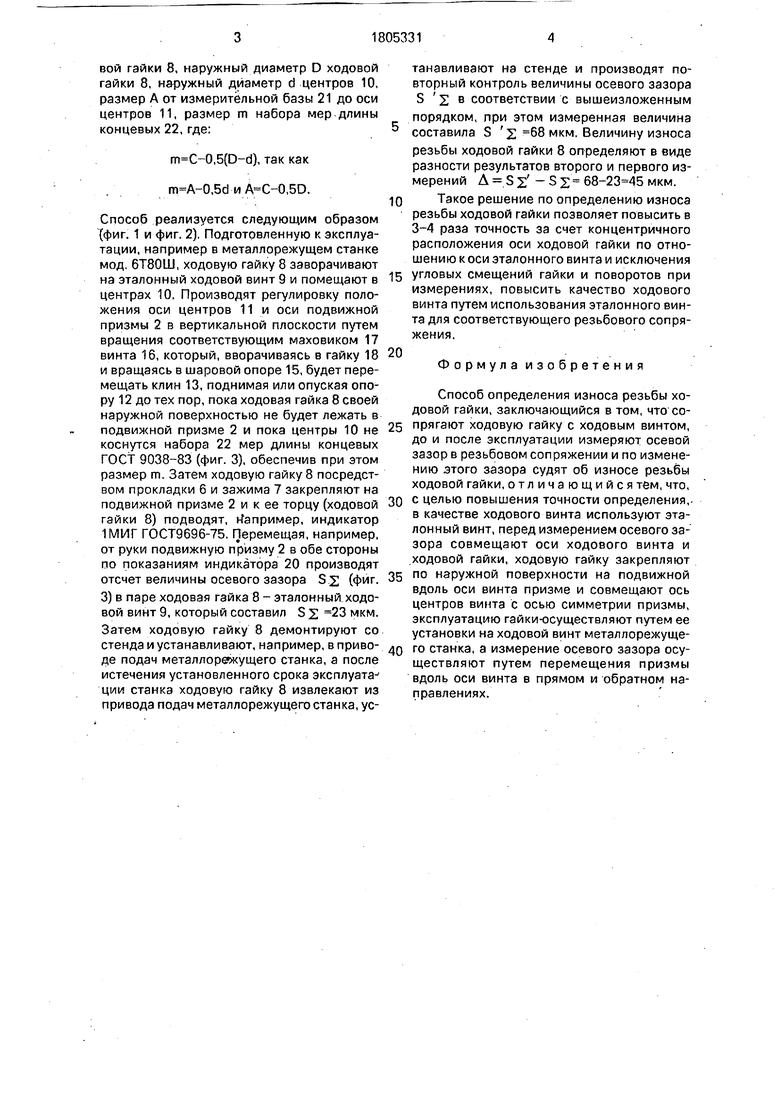
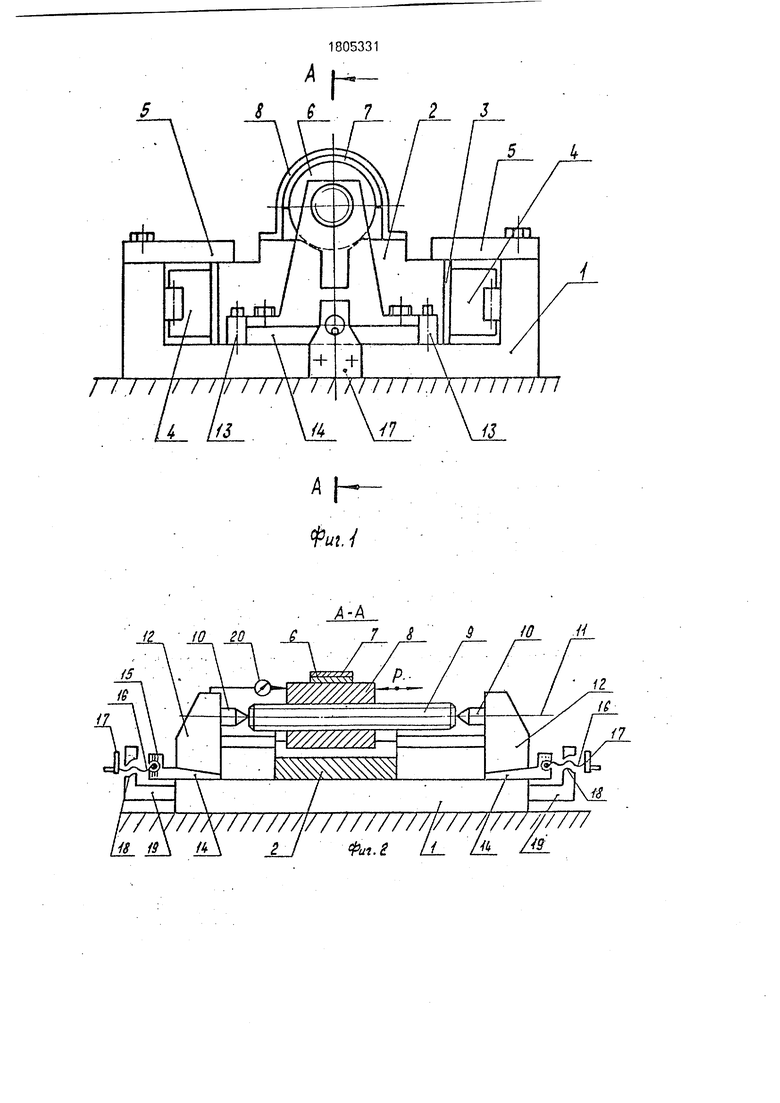
На фиг. 1 приведена схема стенда для выполнения способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема размерной цепи при настройке.
Схема стенда для выполнения способа (см. фиг. 1) включает основание 1, на котором установлена подвижная призма 2, связанная с основанием 1 посредством клина 3, направляющих качения 4 и планок 5. В
подвижной призме.2 посредством прокладки 6 и зажима 7 закреплена ходовая гайка 8, с которой связан эталонный ходовой винт 9, помещенный в. центрах 10, позволяющих выполнить регулировку положения оси центров 11 по вертикали. С противоположных концов основания 1 установлены и закреплены две опоры 12, помещенные в направляющих 13 на клине 14. Клин 14 посредством шаровой опоры 15 соединен с винтом 16, который в свою очередь сопряжен с маховиком 17 и гайкой 18, расположенной в кронштейне 19, закрепленном на основании 1. На опоре 12 установлен контрольный прибор 20, контактирующий с торцом ходовой гайки 8. Схема размерной цепи (фиг. 3), используемая при настройке для регулирования положения оси центров 11, включает: общий размер С от измерительной базы 21 до наружной поверхности ходо(Л
С
ы
вой гайки 8, наружный диаметр D ходовой гайки 8, наружный диаметр d центров 10, размер А от измерительной базы 21 до оси центров 11, размер m набора мер длины концевых 22, где:5
,5(D-d), так как
,5d и ,5D.
Способ реализуется следующим образом Хфиг. 1 и фиг. 2). Подготовленную к эксплуатации, например в металлорежущем станке мод. 6Т80Ш, ходовую гайку 8 заворачивают на эталонный ходовой винт 9 и помещают в центрах 10. Производят регулировку положения оси центров 11 и оси подвижной призмы 2 в вертикальной плоскости путем вращения соответствующим маховиком 17 винта 16, который, вворачиваясь в гайку 18 и вращаясь в шаровой опоре 15, будет перемещать клин 13, поднимая или опуская опору 12 до тех пор, пока ходовая гайка 8 своей наружной поверхностью не будет лежать в подвижной призме 2 и пока центры 10 не коснутся набора 22 мер длины концевых ГОСТ 9038-83 (фиг. 3), обеспечив при этом размер гп. Затем ходовую гайку 8 посредством прокладки б и зажима 7 закрепляют на подвижной призме 2 и к ее торцу (ходовой гайки 8) подводят, Например, индикатор 1М1/1Г ГОСТ9696-75, Перемещая, например, от руки подвижную призму 2 в обе стороны по показаниям индикатора 20 производят отсчет величины осевого зазора S2 (фиг. 3) в паре ходовая гайка 8 - эталонный ходовой винт 9, который составил S 2 23 мкм. Затем ходовую гайку 8 демонтируют со стенда и устанавливают, например, в приво- де подач металлорежущего станка, а после истечения установленного срока эксплуата- ции станка ходовую гайку 8 извлекают из привода подач металлорежущего станка, ус
0
5 0 5 0 5 г,
танавливают на стенде и производят повторный контроль величины осевого зазора S 2 в соответствии с вышеизложенным порядком, при этом измеренная величина составила S 2 68 мкм. Величину износа резьбы ходовой гайки 8 определяют в виде разности результатов второго и первого измерений А S 2 S 2 68-23 45 мкм.
Такое решение по определению износа резьбы ходовой гайки позволяет повысить в 3-4 раза точность за счет концентричного расположения оси ходовой гайки по отношению коси эталонного винта и исключения угловых смещений гайки и поворотов при измерениях, повысить качество ходового винта путем использования эталонного винта для соответствующего резьбового сопряжения.
Ф о р м у л а и з о б р е т е н и я
Способ определения износа резьбы ходовой гайки, заключающийся в том, что сопрягают ходовую гайку с ходовым винтом, до и после эксплуатации измеряют осевой зазор в резьбовом сопряжении и по изменению этого зазора судят об износе резьбы ходовой гайки, отличающийся тем, что, с целью повышения точности определения,- в качестве ходового винта используют эталонный винт, перед измерением осевого зазора совмещают оси ходового винта и ходовой гайки, ходовую гайку закрепляют по наружной поверхности на подвижной вдоль оси винта призме и совмещают ось центров винта с осью симметрии призмы, эксплуатацию гайки-осуществляют путем ее установки на ходовой винт металлорежущего станка, а измерение осевого зазора осуществляют путем перемещения призмы вдоль оси винта в прямом и обратном направлениях.
fey
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| КОРРИГИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ ХОДОВЫХ ВИНТОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1946 |
|
SU70552A1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Привод подачи рабочего органа станка | 1984 |
|
SU1214386A1 |
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| ГАЙКА ШАРИКОВОЙ ВИНТОВОЙ ПЕРЕДАЧИ | 2007 |
|
RU2362926C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Устройство для перемещения подвижногоузлА МЕТАллОРЕжущЕгО СТАНКАОТНОСиТЕльНО НЕпОдВижНОгО | 1979 |
|
SU818812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРОСТАТИЧЕСКОЙ ГАЙКИ (ВАРИАНТЫ), ГИДРОСТАТИЧЕСКАЯ ГАЙКА И ГИДРОСТАТИЧЕСКИЙ УЗЕЛ | 1994 |
|
RU2127384C1 |
| ССТЗО.ОСНАЯ ПЛТ'HTKO-liXiui'it W Б-'1Б"ИО'.Н:КА | 1971 |
|
SU304380A1 |
Изобретение относится к способам определения износа резьбы ходовой гайки. Цель - повышение точности определения износа. Используют эталонный винт, ось которого перед измерениями осевого зазора совмещают с осью ходовой гайки 8, которую закрепляют по наружной поверхности на подвижной вдоль оси винта призме, и совмещают ось центров винта с осью симметрии призмы. Эксплуатацию гайки осуществляют путем ее установки на ходовой винт металлорежущего станка, а измерение осевого зазора - путем перемещения призмы вдоль оси винта в прямом и обратном направлениях. 3 ил.
| Якушев А | |||
| И | |||
| и др | |||
| Взаимозаменяемость, стандартизация и технологические измерения | |||
| М: Машиностроение, 1987, с | |||
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
| Беспалов Б | |||
| Л | |||
| и др, Технология машиностроения | |||
| М,: Машиностроение, 1965, с. | |||
| Ленточный тормозной башмак | 1922 |
|
SU337A1 |
