1
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, в которых для перемещения подвижного органа с инструментом или с деталью в процессе резания используется пара винт гайка скольжения.
Целью изобретения является повышение срока службы ходового винта путем выбора осевого зазора в паре винт - гайка на участках рабочих подач винта,На фиг.1 изображен привод подачи продольный разрез; на фиг,2 - привод подачи с механизмом выбора осевого зазора, продольный разрезу на фиг.З - разрез А-А на фиг,I; на фиг,4 схема работы механизма выбора зазора при ускоренных перемещениях рабочего органа; на фиг,5 - то же, при рабочей подаче,
Привод подачи рабочего органа 1 станка (например шпиндельных салазок с фрезерной оправкой, включает ходовой винт 2, установленный на опорах (не показаны) станины 3 станка, стакан 4 с гайкой 5, размещенные в кронштейне 6, связанном с рабочим органом 1, гайку 7, бурт 8 которой установлен межд.у буртом 9 стакана 4 и фланцем 10, закрепленным на стакане 4 , и подвижную в осевом направлении гайку 11, соединенную шпонкой
12с стаканом 4, Механизм выбора осепого зазора состоит из рычага 13, гайки I1 и гидроцилиндра 14, расположенных на рабочем органе 1. Рычаг
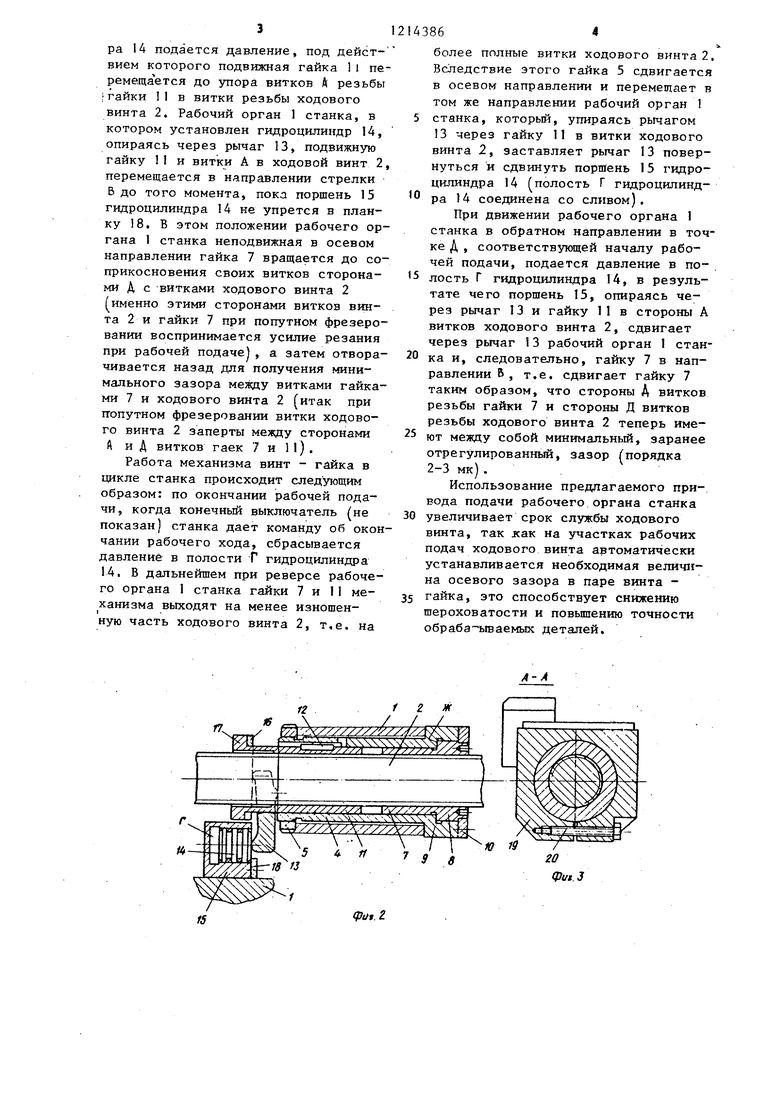
13установлен между поршнем 15 гидроцилиндра 14 и стальнЕЯм кольцом 16, закрепленньм на бурте 7 подвижной гайки 11. Гидроцилиндр 14 снабжен упором-ограничителем 18 хода поршня 15, Стакан 4 имеет клемму 19 с стяжным винтом 20. В предлагаемом приводе подачи во время ускоренных ходов усилие перемещения рабочего органа воспринимается сторонами К или Д (фиг,4) витков резьбы ходового винта 2 и неподвижной гайки 7 (подвижная в осевом направлении гай- л .при ускоренных ходах не воспринимает усилий), а во время рабочих подач при попутном фрезеровании, когда сила резания действует в направлении движения (по стрелке Б фиг,5), усилие резания воспринимается сторонами Л (фиг.З) витков ходового винта 2 и неподвижной в осевом
6 2
направлении гайки 7, Работа привода подачи рабочего органа станка рассмотрена применительно к шлифовальному станку, работающему с попутным фрезерованием,
Работа привода подачи рабочего органа станка осуществляется следую- образом.
Сборка новой (неизношенной) пары
винт - гайка производится при снятом фланце 10 и гайке 7, выкрученной по резьбе винта 2 из стакана 4,
Сборка производится в следующей последовательности,
В полость Г гидроцилиндоа подается давление. Поршень 15 перемещается до упорной планки 18, устанавливая гайку II через рычаг 13 в крайнее левое положение. Затем гайка 7
по резьбе винта 2 закручивается в стакан 4 до упора в торец Ж стакана 4, устанавливается фланец 10, Теперь поворотом гайки 7 устанавливается минимальный осевой зазор между ходовым винтом 2 и гайками 7 и i 1 5 после чего стяжным винтом 20 зажимается клемма 19. стакана 4 и тем caMMvi фиксируется положение гайки 7,
По прошествии некоторого времени эксплуатации механизма в станке происходит износ гаек 7 и 11 и винта 2, Часть винта 2, соответствующая рабочим подачам рабочего органа 1 станка, т.е. перемещениям рабочего органа 1 станка с резанием, изнашивается значительно больше, яем участок ходового винта 2, соответствующий холостым ходам рабочего органа 1
станка. В результате суммарный осевой зазор между ходовым винтом 2 и гайками 7 и 11 на участке рабочих подачи ходового винта 2 значительно превыш 1ет суммарный .осевой зазор межДУ ходовь м винтом 2 и гайками 7 и i1 на участке ускоренных перемещений рабочего органа 1 станка.
Но для того, чтобы устранить за- вьппенное значение осевого зазора на
рабочем: участке винта и тем самым величить срок его службы, необходимо выбрать осевой зазор между ходовым винтом 2 и г айками 7 и 1 1 , Это производится следующим образом. Рабочий орган I станка перегоняется в зону ходового винта 2, соответствующую рабочим подачам (зона с усиленным износом), В полость гидроцилинд3
pa 14 подается давление, под деиствием которого подвижная гайка 11 пе ремеща ется до упора витков ft резьбы ;гайки 11 в витки резьбы ходового винта 2, Рабочий орган 1 станка, в котором установлен гидроцилиндр 14, опираясь через рычаг 13, подвижную гайку 11 и витки А в ходовой винт 2 перемещается в направлении стрелки В до того момента, пока поршень 15 гидроцилиндра 14 не упрется в планку 18. В этом положении рабочего органа 1 станка неподвижная в осевом направлении гайка 7 вращается до соприкосновения своих витков сторонами Д с витками ходового винта 2 (именно этими сторонами витков винта 2 и гайки 7 при попутном фрезеровании воспринимается усилие резания при рабочей подаче), а затем отворачивается назад для получения минимального зазора между витками гайками 7 и ходового винта 2 (итак при яопутном фрезеровании витки ходового винта 2 заперты между сторонами А и Д витков гаек 7 и II).
Работа механизма винт - гайка в цикле станка происходит след ующим образом: по окончании рабочей подачи, когда конечный выключатель (не показан) станка дает команду об окончании рабочего хода, сбрасывается давление: в полости Г гидроцилиндра 14. В дальнейшем при реверсе рабочего органа I станка гайки 7 и 11 механизма выходят на менее изношенную часть ходового винта 2, т.е. на
to
143864
V
более полные витки ходового винта 2, Вследствие этого гайка 5 сдвигается в осевом направлении и перемещает в том же направлении рабочий орган 1 5 станка, который, упираясь рычагом 13 через гайку 11 в витки ходового винта 2, заставляет рычаг 13 повернуться и сдвинуть поршень 15 гидроцилиндра 14 (полость Г гидроцилиндра 14 соединена со сливом).
При движении рабочего органа 1 станка в обратном направлении в точке Д, соответствующей началу рабочей подачи, подается давление в по 5 лость Г гидроцилиндра 14, в результате чего поршень 15, опираясь через рычаг 13 и гайку 11 в стороны А витков ходового винта 2, сдвигает через рычаг 13 рабочий орган 1 стан20 ка и, следовательно, гайку 7 в направлении В, т.е. сдвигает гайку 7 таким образом, что стороны Д витков резьбы гайки 7 и стороны Д витков резьбы ходового винта 2 теперь име25 ют между собой минимальный, заранее отрегулированный, зазор (порядка 2-3 мк). .
Использование предлагаемого привода подачи рабочего органа станка
30 увеличивает срок сл5гжбы ходового винта, так как на участках рабочих подач ходового винта автоматически устанавливается необходимая величина осевого зазора в паре винта 35 гайка, это способствует снижению шероховатости и повьш1ению точности обраба ьюаемых деталей.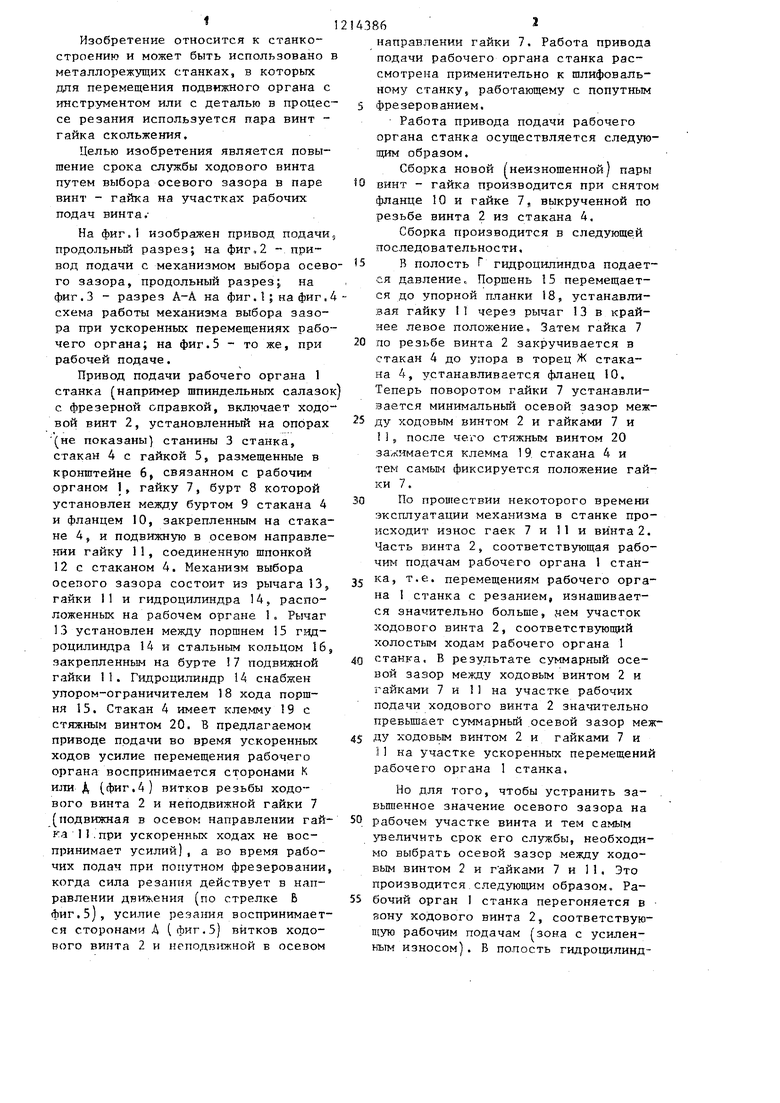
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Привод подачи рабочего органа станка | 1988 |
|
SU1537450A1 |
| Устройство для устранения люфта ходового винта | 1940 |
|
SU61445A1 |
| УСТРОЙСТВО НА КАРОТАЖНОМ КАБЕЛЕ ДЛЯ ОТРЕЗАНИЯ ОБСАДНОЙ КОЛОННЫ В СКВАЖИНЕ | 2003 |
|
RU2243353C2 |
| Динамометр | 1975 |
|
SU543841A1 |
| Гидроцилиндр | 1977 |
|
SU649892A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Безлюфтовый винтовой привод | 1967 |
|
SU238990A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |

п.
Фи1.3
.i
| Беззазорный привод для перемещения рабочих органов станка | 1974 |
|
SU523767A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
