Для регистрации погрешностей в ведущей винтовой паре механизма подача токарного станка применяется дополнительная винтовая пара, винт которой кинематически связан с ведущим ходовым винтом станка, а гайка может иметь относительные линейные перемещения при движении супорта станка.
В предлагаемом приспособлении с целью компенсации погрешностей ведущей винтовой пары поперечного супорта гайка дополнительной эталонной винтовой пары жестко закреплена в подвижной каретке супорта, а эталонный винт выполнен свободным в осевом направлении для сообщения при осевом перемещении через рычаг и тягу дополнительного поворота нониусному сектору, свободно сидящему на оси лимба рукоятки ходового винта супорта.
На чертеже изображена конструктивная схема корригирующего приспособления согласно изобретению.
Величина ручного перемещения поперечного супорта токарного станка обычно намеряется с помощью лимба, установленного на наружном конце ходового винта, осуществляющем это перемещение.
При этом предполагается, что при повороте винта на некоторый угол гайке винта вместе с супортом сообщается строго определенное перемещение на соответствующую величину l. Однако в действительности, вследствие ошибок шага винта и зазоров в механизме подачи, линейное перемещение супорта не соответствует углам поворота винта по лимбу. При повороте винта на угол α супорт или стол получает перемещение, равное l + Δl, где Δl - положительное или отрицательное дополнительное перемещение супорта, получающееся вследствие указанных погрешностей в механизме. Для корректирования возникающих ошибок применено корригирующее приспособление.
Корригирующее приспособление состоит из прецизионного эталонного винта 1, помещенного в супорте или в основании стола параллельно основному винту 0. Прецизионный винт не имеет осевого упора и может свободно перемещаться вдоль своей оси. На шлицы винта 1 посажена шестерня 2, находящаяся в зацеплении с шестерней 3 основного винта 0.
Через рычаг 4 и тягу 5 продольные перемещения прецизионного винта передаются на нониусный сектор 6, свободно посаженный на основной винт вплотную к закрепленному на винте лимбу 7. Гайка 8 прецизионного винта неподвижно закреплена в супорте рядом с гайкой основного винта. Шаг прецизионного винта
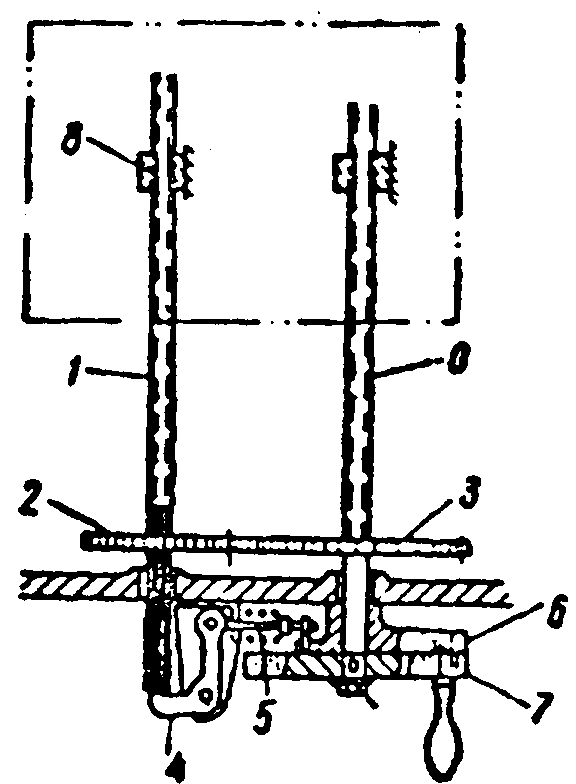
меньше шага основного винта. Отношение между шагами винтов i =  , где - передаточное отношение пары шестерен 2 и 3. Направление резьбы винтов противоположное. Резьба прецизионного винта может быть треугольной, а гайка его - разрезной, что позволит, зажимая гайку на винте, устранять лифт.
, где - передаточное отношение пары шестерен 2 и 3. Направление резьбы винтов противоположное. Резьба прецизионного винта может быть треугольной, а гайка его - разрезной, что позволит, зажимая гайку на винте, устранять лифт.
При перемещении супорта с помощью основного винта одновременно с супортом будет перемещаться и гайка прецизионного винта 1. Получая вращение через пару шестерен 2 и 3, винт 1 не должен получать осевых перемещений, так как при вращении основного винта он получает вращение со скоростью, соответствующей скорости перемещения супорта. Его перемещение относительно гайки 8 равно перемещению основного винта относительно своей гайки. Расчетное перемещение супорта l = αto =  где α - угол поворота основного винта; to - шаг основного винта; t1 - шаг прецизионного винта; i - передаточное отношение пары шестерен. Однако из-за неточности шага резьбы винта 0 и других причин супорт при повороте винта 0 получит не расчетное перемещение, равное l, а несколько большее, равное l+Δl. Дополнительное перемещение супорта на величину Δl вызовет осевое смещение прецизионного винта 1 на ту же величину.
где α - угол поворота основного винта; to - шаг основного винта; t1 - шаг прецизионного винта; i - передаточное отношение пары шестерен. Однако из-за неточности шага резьбы винта 0 и других причин супорт при повороте винта 0 получит не расчетное перемещение, равное l, а несколько большее, равное l+Δl. Дополнительное перемещение супорта на величину Δl вызовет осевое смещение прецизионного винта 1 на ту же величину.
Это осевое перемещение винта 1 через рычаг 4 и тягу 5 приведет к повороту нониусного сектора 6, на котором нанесена риска начала отсчета делений по лимбу 7.
Таким образом лимб в результате смещений точки начала отсчета покажет не расчетную величину перемещения супорта l = αto, а действительную  Поворот нониусного сектора совершается в сторону, противоположную нормальному направлению отсчета по лимбу, благодаря креплению тяги 5 к нониусу 6 в точке, диаметрально противоположной риске нониуса.
Поворот нониусного сектора совершается в сторону, противоположную нормальному направлению отсчета по лимбу, благодаря креплению тяги 5 к нониусу 6 в точке, диаметрально противоположной риске нониуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления корректирующих линеек к прецизионным станкам | 1936 |
|
SU54388A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Приспособление к металлообрабатывающим станкам, например, токарно-винторезным, для корректирования неточности ходового винта при нарезании резьбы | 1938 |
|
SU61546A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Индуктивный датчик | 1960 |
|
SU132032A1 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| Способ нарезания многозаходной резьбы | 1932 |
|
SU31212A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1945 |
|
SU67025A1 |
Корригирующее приспособление ходовых винтов металлорежущих станков с использованием дополнительной, расположенной параллельно ведущему винту, эталонной винтовой пары, винт которой кинематически связан с ведущим винтом, а гайка имеет относительные линейные перемещения, отличающееся тем, что с целью компенсации погрешностей ведущей винтовой пары гайка 8 эталонной винтовой пары жестко закреплена в подвижной каретке станка, а винт 1 выполнен свободным в осевом направлении для сообщения при своем осевом перемещении через рычаг 4 и тягу 5 дополнительного поворота нониусному сектору 6, свободно сидящему на оси лимба 7 рукоятки ходового винта супорта.
