Изобретение относится к машиностроительной промышленности, в частности к контролю качества сборки деталей с натягом.
Цель изобретения - расширение техно- логических возможностей контроля за счет диагностики качества соединений непосредственно в процессе сборки.
Это достигается тем, что в способе не- разрушающегХ) контррля соединений, за- ключающемся в том; что в одном элементе соединения возбуждает вынужденные колебания, фиксируют эти колебания, изменяют частоту вынужденных колебаний до возникновения резонансных колебаний в соединении, измеряют параметры резонансных колебаний и по ним судят о дефектности соединения, согласно изобретению, в качестве параметра колебаний регистрируют величину добротности, измерение до- бротности проводят последовательно для ряда фиксированных значений относительного перемещения деталей, а качество А соединения определяют по величине и знаку выражения:
А Отек(и - Q3TLi), l 1,n, где LI - 1-е значение координаты относительного перемещения деталей;
п - число точек контроля;
ОтекО-i) -текущее значение добротности при 1-м значении относительного перемещения деталей;
Оэт(и) - эталонной значение добротности при 1-м значении относительного перемещения деталей,
Осуществление способа неразрушающего контроля соединений поясняется с помощью устройства, представленного на чертеже.
Устройство содержит закрепленное на базирующем приспособлении 1 кольцо 2, в которое запрессовывается вал 3. На базирующем приспособлении 1 крепится индуктивный датчик перемещений, измерительный наконечнике которого через отвер- стие 6 в базирующем приспособлении 1 взаимодействует с валом 3. На валу 3 закрепляется вибратор 7, а на кольце 2 - вибродатчик 8, выход которого через первый выход усилителя 9 соединен с блоком 10 возбуждения, выход которого подключен к вибратору 7. С выходом индуктивного датчика перемещения А последовательно соединены первый аналого-цифровой преобразователь 11, формирователь адреса 12, запоминающее устройство 13, реверсивный счетчик 14 и счетчик 15.
С вторым входом формирователя адреса 12 соединен генератор тактовых импульсов 16, выход которого подключен к
тактовым входам запоминающего устройства 13, реверсивного счетчика 14 и счетчика 15. Второй выход усилителя 9 через второй аналого-цифровой преобразователь 17 подключен к первому входу реверсивного счетчика 14.
Способ осуществляется следующим образом.
В контролируемом изделии, состоящем из вала 3 и кольца 2, в процессе запрессовки возбуждают и принимают акустические колебания, добиваясь резонанса. Колебания возбуждают установленным на валу 3 вибратором 7. Одновременно с вибрациями к валу 3 прикладывают постоянное статическое давление (например, от гидропресса).
Колебания, прошедшие через испытуемое соединение (вал 3 и кольцо 2), воспринимаются вибррдатчиком 8 и преобразуются в электрический сигнал, который после усиления в усилителе 9 поступает на вход блока 10 возбуждения, представляющего собой перестраиваемый по частоте генератор. С помощью усилителя 9 и блока возбуждения 10 подбирают условия, обеспечивающие возбуждение колебаний на собственной частоте контролируемого соединения. Учитывая, что амплитуда сигнала Uo на выходе блока возбуждения 10 поддерживается постоянной, то амплитуда сигнала Uc на выходе усилителя 9 будет прямо пропорциональна величине добротности Отек колебательной системы:
ис Отек Do.
По мере запрессовки происходит относительное перемещение L вала 3 и кольца 2, что приводит к изменению условий контактирования и, следовательно, к изменению величины добротности Отек колебательной системы вал-кольцо. Сигнал, пропорциональный текущему значению добротности Отек(Ь), со второго в.ыходаусилителя 9 поступает на вход второго аналого-цифрового преобразователя 17, где преобразуется в цифровой код, поступающий на первый вход реверсивного счетчика 14. Относительное перемещение деталей L преобразуется датчиком 4 перемещения в аналоговый электрический сигнал, из которого первый аналого-цифровой преобразователь 11 формирует непрерывную последовательность цифровых кодов перемещения U, i 1,...п, - i-e значение координаты относительного перемещения деталей, an- число заданных точек контроля. Цифровые коды перемещения поступают на формирователь адреса 12, который при достижении относительным перемещением деталей заранее заданного значения Li(i 1, п), одновременно выдает сигнал на генератор тактовых импульсов 16 и производит выборку из запоминающего устройства 13 цифрового -кода эталонного значения добротности СЬт(и), соответствующего i-му значению координа- ты относительного перемещения деталей. Цифровые коды эталонных значений добротности Оэт(и) для каждого 1-го значения относительного перемещения деталей заранее заносятся в запоминающее устройст- во 13 и постоянно хранятся там.
Цифровой код эталонного значения добротности Оэт(и) из запоминающего устройства 13 поступает на второй вход реверсивного счетчика 14, где производит- ся его вычитание из кода текущего значения добротности, Отек(Ц), записанного по первому входу в реверсивный счетчик 14. Цифровой код, соответствующий разности ОтекО- - Оэт(и) поступает на вход счетчика 15:
А Отек(1-|) - Оэт(и), I 1,..„П.
Операции выборки эталонного значения добротности Оэт(и) из запоминающего устройства 13, вычитание этого значения из текущего значения добротности CtTeic(Li) в реверсивном счетчике 14 и занесение сформированных значений разности в счетчик 15 производится по команде от генератора 16 тактовых импульсов.
Предлагаемый способ неразрушающё- го контроля соединений позволяет обеспечить гарантированное качество каждого соединения без ужесточения технологии изготовления и сборки деталей, применяя
л
только соответствующие средства контроля.
Формула изобретения Способ неразрушающего контроля соединений, заключающийся в том, что в одном элементе соединения возбуждают вынужденные колебания, фиксируют эти колебания, изменяют частоту вынужденных колебаний до возникновения резонансных колебаний в соединении, измеряют параметры резонансных колебаний и по ним судят о дефектности соединения, отличающийся тем, что, с целью расширения технологических возможностей контроля за счет диагностики качества соединения непосредственно в процессе сборки, в качестве параметра резонансных колебаний регистрируют величину добротности, измерение добротности проводят последовательно для ряда фиксированных значений относительного перемещения деталей, а качество А соединения определяют по величине и знаку выражения
А QiexO-i) - CULl),
1 1,...,п,
где LI - 1-е значение координаты относительного перемещения деталей;
п - число точек контроля;
Qtex(Li) - текущее значение добротности при 1-м значении относительного перемещения деталей;
Оэт(и) - эталонное значение добротности при i-м значении относительного перемещения деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ запрессовки деталей | 1989 |
|
SU1731572A1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2228256C1 |
| Устройство для определения собственных параметров резонирующих тел | 1985 |
|
SU1319823A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1991 |
|
RU2025239C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2414339C1 |
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182065C2 |
| Способ измерения отклонений линейных размеров объектов и устройство для его осуществления | 1991 |
|
SU1798623A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БАЛОЧНОГО ТИПА | 2004 |
|
RU2259546C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1993 |
|
RU2097727C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ОБЪЕКТА | 2005 |
|
RU2308028C2 |
Использование: изобретение относится к области машиностроительной промышленности, в частности к контролю качества сборки деталей с натягом. Сущность: в контролируемом изделии возбуждают акустические колебания вибратором 7, усР тановленным на валу 3, к которому прикладывают статическое давление. Коле- бания, прошедшие через изделие, воспринимают вибродатчиком 8 и поступают на вход блока 10 возбуждения с помощью которого обеспечивают возбуждение колебаний на собственной частоте контролируемого изделия. Амплитуда сигнала Uc на выходе усилителя 9 прямо пропорциональна величине добротности Отех. По мере запрессовки происходит относительное перемещение вала 3 и кольца 2, что приводит к изменению добротности, из цифрового кода эталонного значения добротности вычитается под текущую значения добротности в реверсивном счетчике 14. по значению которой производится контроль соединения. 1 ил. ел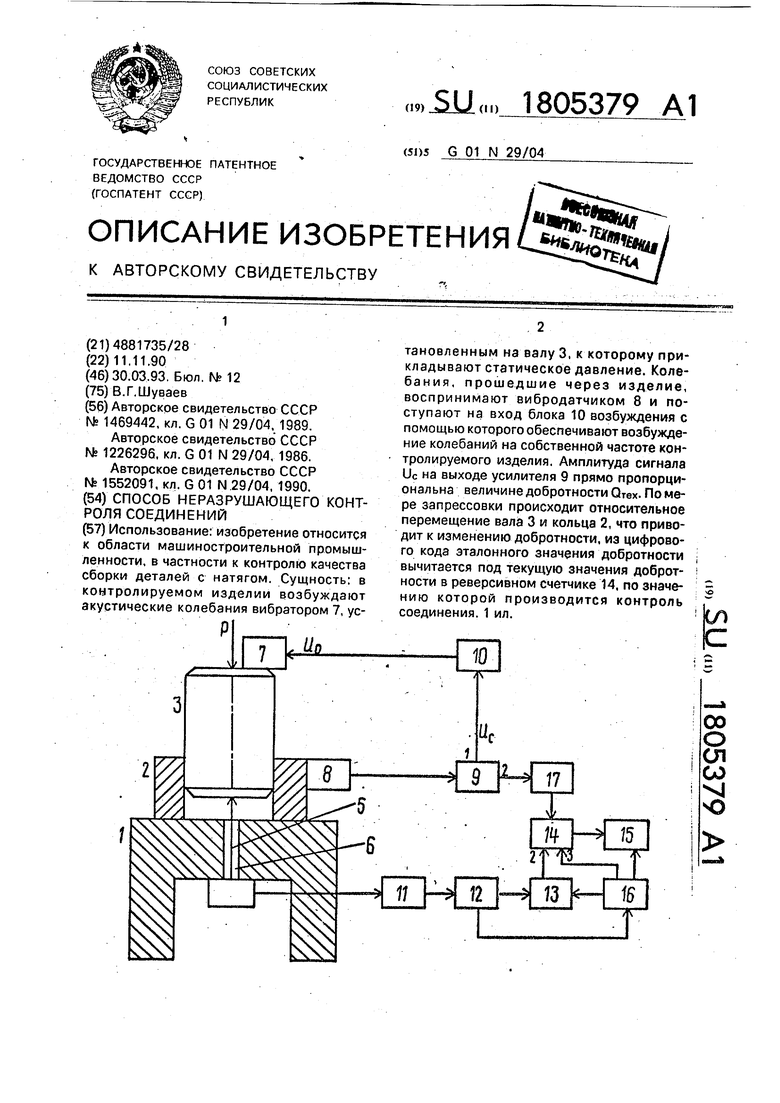
| Способ неразрушающего контроля двух элементов металлической конструкции | 1987 |
|
SU1469442A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Импедансный способ дефектоскопии изделий | 1984 |
|
SU1226296A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля дефектности изделия | 1988 |
|
SU1552091A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
