Изобретение относится к текстильному машиностроению и может быть использовано в чесальных машинах при предварительной обработке волокон.
Цель изобретения - повышение качества получаемых сегментов.
Полосы пильчатой гарнитуры, изготовленной из стали 60 плотной, в виде спирали наматывают на барабан с рабочей шириной 1020 мм и соединяют с помощью тонкой подложки ленточного типа. Для этого конец ленты подложки фиксируют на барабане специальным прижимом; ленту разматывают из рулона, перемещающегося вдоль оси барабана с натяжением с одновременным прикатыванием подложки к полосам гарнитуры специальным роликом и лазерной сваркой боковых граней ленты подложки с полосами гарнитуры расщепленным лазерным лучом.
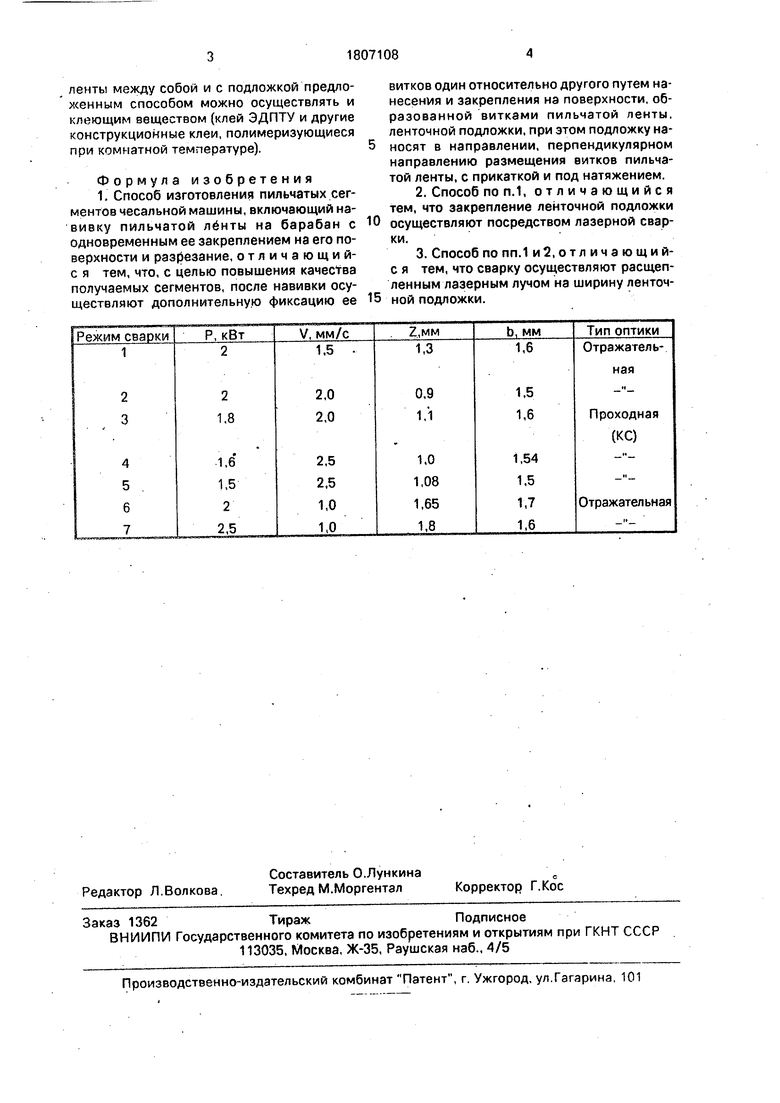
В таблице приведены режимы сварки.
В таблице приняты следующие обозначения: Р - мощность лазерного излучения, кВт; V - скорость сварки, мм/с; z и b - соответственно глубина и ширина сварного шва, мм.
При толщине полосы пильчатой ленты h 4 мм (см. рабочие чертежи ПО Ивчесмаш) глубина составляет (0,25-0,41)h, т.е. г (1- 1,65) мм.
При глубине сварочного шва более 1,65 мм (режим 7) вследствие образования при лазерной сварке зоны термического влияния развиваются процессы отпуска предварительно упрочненных зубьев полосы, что ведет к их разупрочнению. При глубине сварного шва менее 1 мм (режим 2) конструкция не удовлетворяет условиям прочности.
Таким образом, всем выше перечисленным условиям удовлетворяют режимы сварки 1, 3, 4, 5, 6. Соединение полос пильчатой
0
о XI
о
00
ленты между собой и с подложкой предложенным способом можно осуществлять и клеющим веществом (клей ЭДПТУ и другие конструкционные клеи, полимеризующиеся при комнатной температуре).
Формула изобретения 1. Способ изготовления пильчатых сегментов чесальной машины, включающий на- вивку пильчатой ленты на барабан с одновременным ее закреплением на его поверхности и разрезание, отличающий- с я тем, что, с целью повышения качества получаемых сегментов, после навивки осуществляют дополнительную фиксацию ее
0
5
витков один относительно другого путем нанесения и закрепления на поверхности, образованной витками пильчатой ленты, ленточной подложки, при этом подложку наносят в направлении, перпендикулярном направлению размещения витков пильчатой ленты, с прикаткой и под натяжением.
2. Способ поп.1, отличающийся тем, что закрепление ленточной подложки осуществляют посредством лазерной сварки.
3. Способ по пп.1 и 2, о т л и ч а ю щ и й- с я тем, что сварку осуществляют расщепленным лазерным лучом на ширину ленточной подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чешущего сегмента и устройство для его осуществления | 1990 |
|
SU1721133A1 |
| Способ изготовления чешущей гарнитуры шляпки чесальной машины | 1990 |
|
SU1747553A1 |
| Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты | 1987 |
|
SU1493696A1 |
| Способ изготовления сегментов чесальных машин | 1990 |
|
SU1808025A3 |
| РАСЧЕСЫВАЮЩИЙ СЕГМЕНТ ДЛЯ ТЕКСТИЛЬНЫХ МАШИН | 1992 |
|
RU2051215C1 |
| УСТРОЙСТВО ДЛЯ ОБТЯЖКИ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ПИЛЬЧАТОЙ ЛЕНТОЙ | 2012 |
|
RU2500843C1 |
| Способ изготовления чешущего сегмента | 1989 |
|
SU1677103A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ | 1999 |
|
RU2144576C1 |
| Способ изготовления чешущего сегмента | 1981 |
|
SU1011740A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЩЕГО СЕГМЕНТА | 1993 |
|
RU2046851C1 |
Использование: в текстильном машиностроении при изготовлении чесальных машин для предварительной обработки волокон. Сущность изобретения: изготовление пильчатой гарнитуры осуществляют путем соединения зафиксированных полос пильчатой ленты с подложкой ленточного типа, наносимой на них в перпендикулярном направлении с натяжением и прикзткой при одновременном сваривании полос между собой и с подложкой посредством лазера. 2 з.п. ф-лы, 1 табл.
| Способ изготовления чешущей гарнитуры шляпки чесальной машины из полос пильчатой ленты | 1987 |
|
SU1493696A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
