Изобретение относится к металлообработке, в частности к механической обработке труднообрабатываемых материалов с нагревом срезаемого слоя.
Цель изобретения заключается в повышении надежности работы.
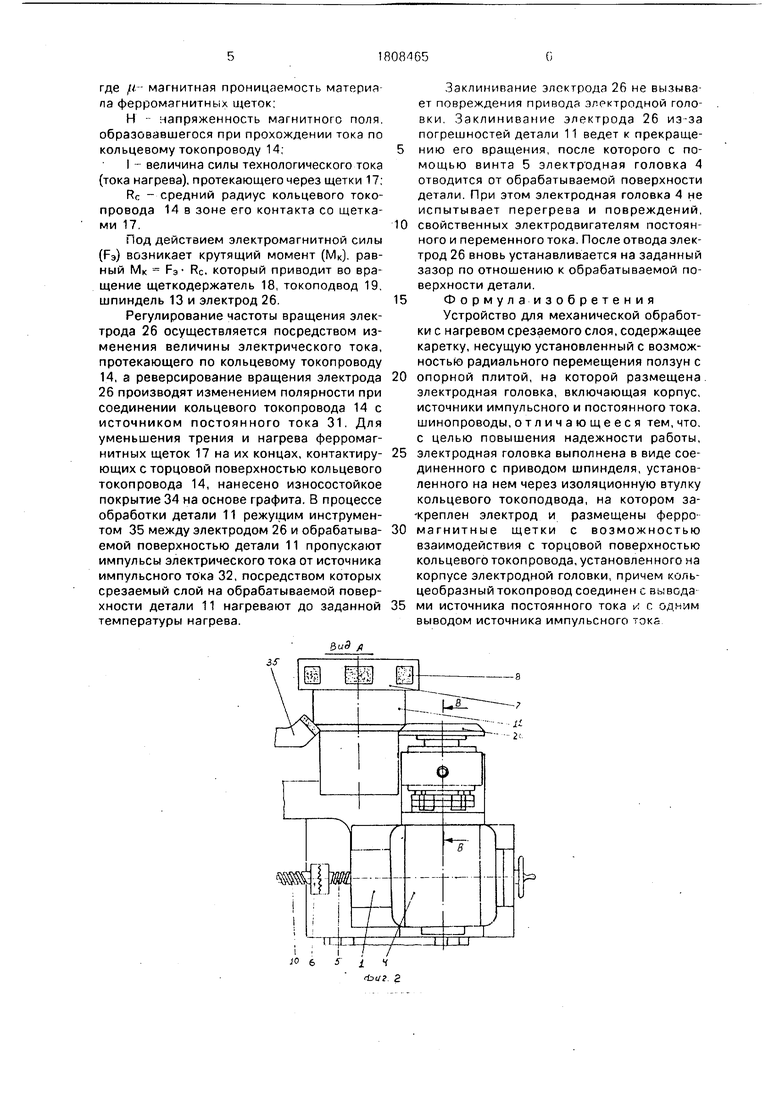
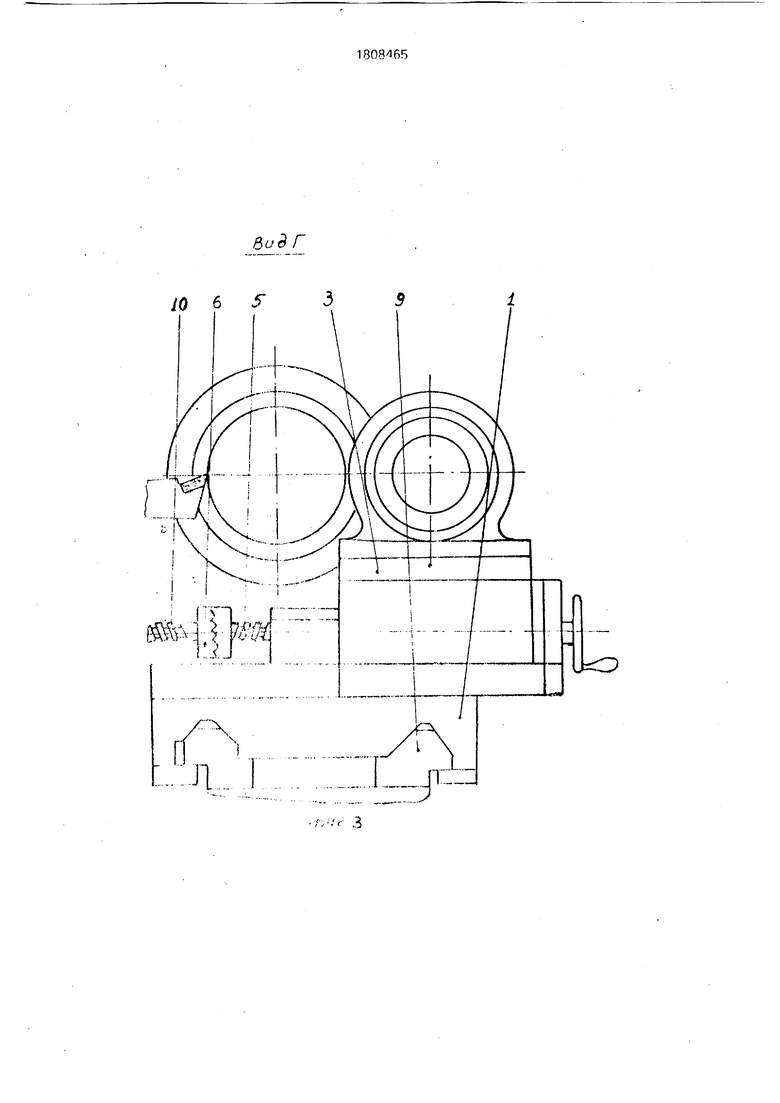
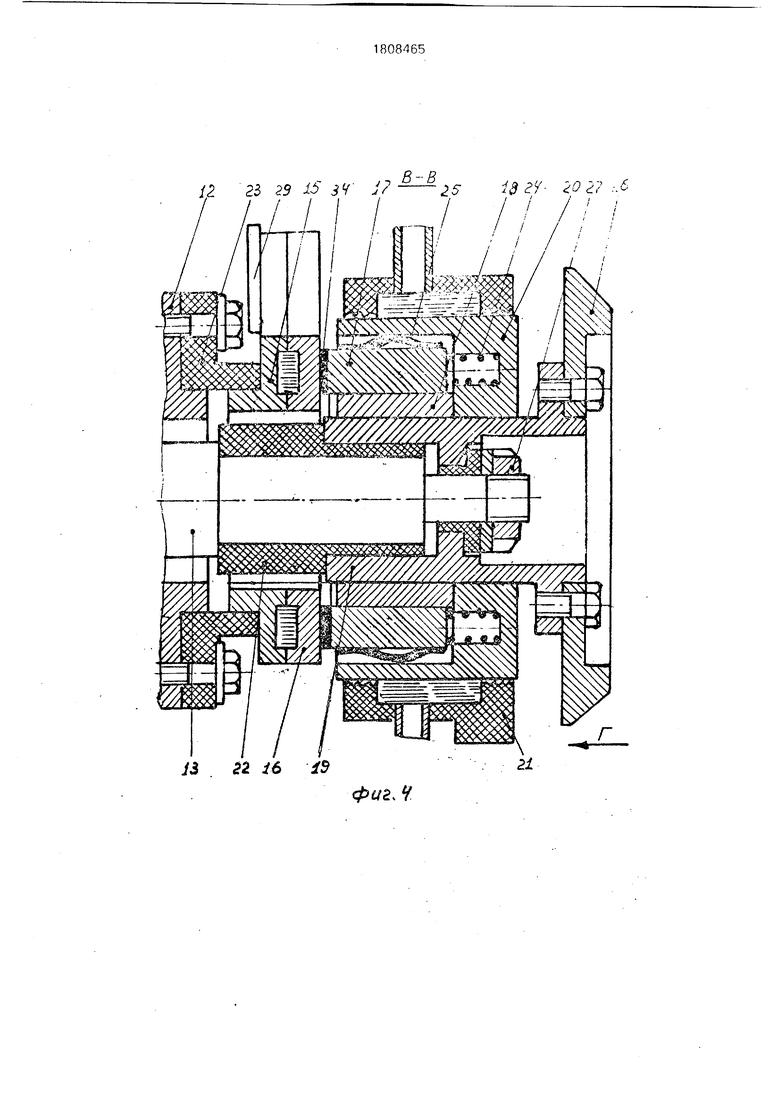
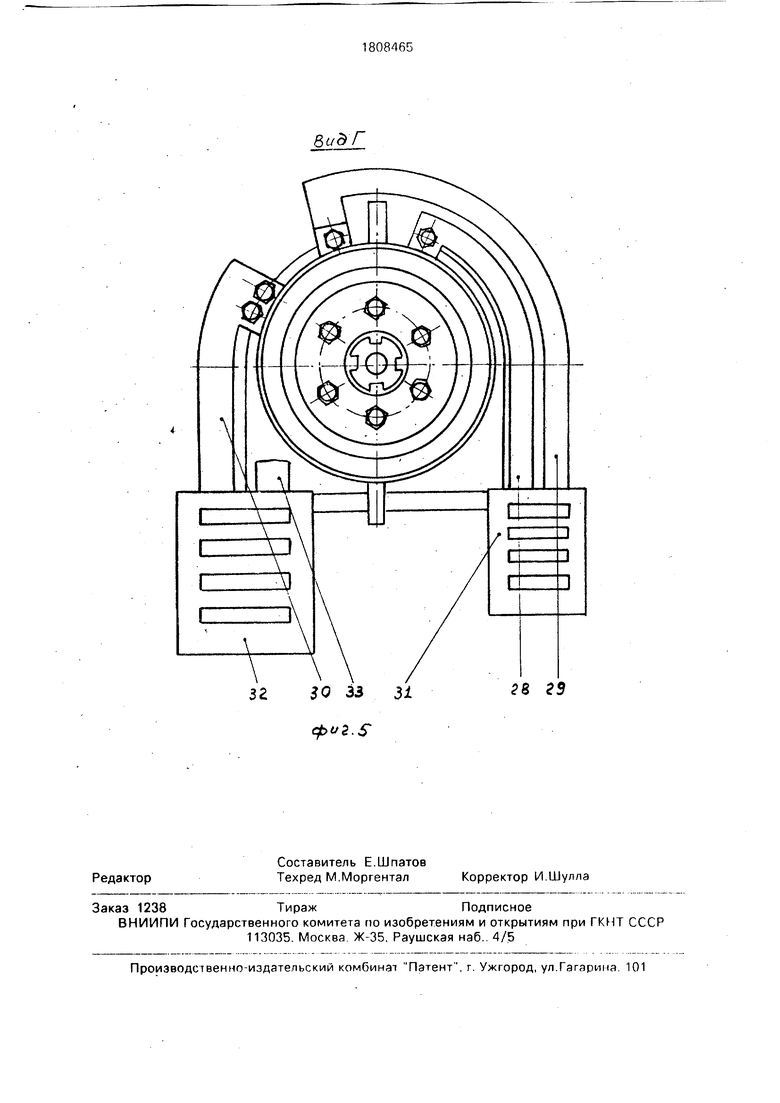
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 -- вид по стрелке Б на фиг. 1: на фиг. 4 разрез В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 4.
Устройство содержит каретку 1, ползун 2, опорную плиту 3, электродную головку 4. винт 5 поперечного перемещения, кулачковую муфту 6, щеточный токоподвод 7, щетки 8. Каретка 1 установлена на направляющих станка 9 смежно с кареткой суппорта станка. На каретке 1 имеются направляющие, по которым перемещается ползун 2. На ползуне 2 установлена опорная плита 3, на которой расположена электродная головка 4. В ползуне 2 установлена гайка, которая сопрягается с винтом 5, имеющим левую нарезку, противоположную винтовой нарезке винта 10 станка 9. Винт 5 посредством кулачковой муфты 6 соединен с винтом 10 станка 9. На планшайбе токарного станка 9 расположен щеточный токопровод 7 с мед- но-графитовыми щетками 8. В щеточном то- копроводе 7 установлено приспособление с обрабатываемой деталью 11. Винт 5, соединенный посредством муфты 6 с винтом 10, может вращаться совместно с ним или отдельно от него при разъединенных полумуфтах. Каретка 1 в процессе обработки перемещается по направляющим станка в продольном направлении совместно с суппортом токарного станка 9. Электродная головка 4 содержит корпус головки 12, шпиндель 13, кольцевой токопровод 14, состоящий из двух половин 15, 16, ферромагнитные щетки 17, щеткодержатель 18, токоподвод 19, теплоотводящую втулку 20, охлаждающую втулку 21, изоляционную втулку 22, центрирующую втулку 23, пружины 24, пластинчатые пружины 25, электрод 26, гайку 27, гибкие шинопроводы 28,29, 30. Электродная головка 4 установлена на опорной плите 3. Кольцевой токопровод 14 расположен на центрирующей втулке 23, установленной на буртике корпуса головки 12 и прикреплен к нему с помощью винтов.
Посредством гибких шинопроводов 28, 29 кольцевой токопровод 14 соединен с источником постоянного тока 31, а посредством гибкого шинопровода 30 токопровод 14 присоединен к одному из выводов источника импульсного тока 32, второй вывод которого с помощью гибкого шинопровода 33
соединен с медно графитовыми щетками 8. расположенными в щеточном токоподводе 7. На шпинделе 13 головки 4 и установлена изоляционная втулка 22, на которой расположен токоподвод 19. На этом токоподводе установлены щеткодержатель 18 и теплоот- водящая втулка 20. Шпиндель 13 смонтирован в корпусе 12 головки 4 на опорных подшипниках. Электрод 26 установлен на
центрирующем буртике токоподводе 19. В пазах щеткодержателя 18 размещены щет ки 17 из ферромагнитных материалов, которые посредством пружин 24 прижимаются к торцовой поверхности кольцевого токопровода 14, а с помощью пластинчатых пружин 25 - к донной части пазов. Охлаждающая втулка установлена с зазором по отношению к наружной поверхности теплоотводя- щей втулки 20. Посредством патрубков
охлаждающая втулка 21 соединена с устройством циркуляции охлаждающей жидкости. Половины 15, 16 кольцевого токопровода 14 .образует полость для циркуляции охлаждающей жидкости, соединенную патрубками с
нагнетающим устройством.
Устройство для механической обработки с нагревом срезаемого слоя работает следующим образом. Посредством винта 5 электрод 26 устанавливают по отношению к
обрабатываемой детали 11 с зазором, выбираемым из технологических соображений и включают источник импульсного тока 32. Электрический ток от источника 32 через шинопровод 30, кольцевой токопровод 14,
ферромагнитные щетки 17, щеткодержатель 18, токоподвод 19 подается на электрод 26. Со второго вывода источника импульсного тока 32 посредством гибкого шинопровода 33, медно-графитовых щеток 8, электрический ток подают к приспособлению и обрабатываемой детали 11. Одновременно по кольцевому токопроводу 14 пропускают постоянный ток от источника постоянного тока 31, При прохождении тока по кольцевому
трубопроводу 14 вокруг него образуется магнитное поле, которое воздействует на ферромагнитные щетки 17 с технологическим током, При воздействии магнитного поля, образовавшегося при прохождении
постоянного тока по кольцевому токопроводу 14, на ферромагнитные щетки 17 с протекающим технологическим током действует электродинамическая сила (Рэ), действующая в круговом направлении.
Величина электромагнитной силы (Рэ) определяется по формуле
Рэ ц Н I -2тс -Re
(1)
где /и магнитная проницаемость материала ферромагнитных щеток;
Н - напряженность магнитного поля. образовавшегося при прохождении тока по кольцевому токопроводу 14;
I - величина силы технологического тока (тока нагрева), протекающего через щетки 17;
RC - средний радиус кольцевого токо- провода 14 в зоне его контакта со щетками 17.
Под действием электромагнитной силы (Рэ) возникает крутящий момент (Мк), равный М« РЭ- RC. который приводит во вращение щеткодержатель 18, токоподвод 19, шпиндель 13 и электрод 26.
Регулирование частоты вращения электрода 26 осуществляется посредством изменения величины электрического тока, протекающего по кольцевому токопроводу 14, а реверсирование вращения электрода 26 производят изменением полярности при соединении кольцевого токопровода 14 с источником постоянного тока 31. Для уменьшения трения и нагрева ферромагнитных щеток 17 на их концах, контактиру- ющих с торцовой поверхностью кольцевого токопровода 14, нанесено износостойкое покрытие 34 на основе графита. В процессе обработки детали 11 режущим инструментом 35 между электродом 26 и обрабатыва- емой поверхностью детали 11 пропускают импульсы электрического тока от источника импульсного тока 32, посредством которых срезаемый слой на обрабатываемой поверхности детали 11 нагревают до заданной температуры нагрева.
Заклинивание электрода 26 не вызывает повреждения привода электродной головки. Заклинивание электрода 26 из-за погрешностей детали 11 ведет к прекращению его вращения, после которого с помощью винта 5 электродная головка 4 отводится от обрабатываемой поверхности детали. При этом электродная головка 4 не испытывает перегрева и повреждений, свойственных электродвигателям постоянного и переменного тока. После отвода электрод 26 вновь устанавливается на заданный зазор по отношению к обрабатываемой поверхности детали.
Формула-изобретения Устройство для механической обработки с нагревом срезаемого слоя, содержащее каретку, несущую установленный с возможностью радиального перемещения ползун с опорной плитой, на которой размещена, электродная головка, включающая корпус, источники импульсного и постоянного тока, шинопроводы, отличающееся тем, что. с целью повышения надежности работы, электродная головка выполнена в виде соединенного с приводом шпинделя, установленного на нем через изоляционную втулку кольцевого токоподвода, на котором за- -креплен электрод и размещены ферромагнитные щетки с возможностью взаимодействия с торцовой поверхностью кольцевого токопровода, установленного на корпусе электродной головки, причем кольцеобразный токопровод соединен с выводами источника постоянного тока и с одним выводом источника импульсного токи
j en&
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродная головка для электроконтактной обработки | 1990 |
|
SU1722723A1 |
| Способ механической обработки с нагревом срезаемого слоя | 1990 |
|
SU1710192A1 |
| Устройство для электроконтактного нагрева тел вращения | 1988 |
|
SU1622410A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Способ комбинированной обработки деталей | 1991 |
|
SU1816579A1 |
| Устройство для обработки труднообрабатываемых материалов | 1990 |
|
SU1808512A1 |
| Электродная головка для электроконтактной обработки | 1990 |
|
SU1710241A1 |
| Кабельно-троллейный токоподвод транспортных подвижных средств | 1989 |
|
SU1758746A1 |
| Устройство для электроконтактной обработки | 1980 |
|
SU984785A1 |
| Щеточно-коллекторный узел машины постоянного тока | 1991 |
|
SU1823050A1 |
Использование: изобретение относится к металлообработке, в частности к механической обработке труднообрабатываемых материалов с нагревом срезаемого слоя. Сущность изобретения: устройство содержит каретку 1, несущую установленный с возможностью радиального перемещения Ползун 2 с опорной плитой 3, на которой размещена электродная головка 4, выполненная в виде корпуса, соединенного с приводом шпинделя. На шпинделе через изоляционную втулку установлен кольцевой токоподвод, на котором закреплен электрод и размещены ферромагнитные щетки с возможностью взаимодействия с торцевой поверхностью кольцевого токо- провода, установленного на корпусе. Кольцеобразный токопровод соединен с выводами источника постоянного тока 31 и с одним выводом источника импульсного тока 32. 5 ил. /4 28 3D 33 у j/ ел С
L
видТ
| Резников НА и др., Обработка резанием труднообрабатываемых материалов с нагревом.-М.: Машиностроение, 1977, стр.42, рис | |||
| ЗЗв, Авторское свидетельство СССР № 1510985, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
