1
(21)4276927/25-08
(22)06.07.87
(46) 30.09.89. Бюл. № 36 (72) Ю.И.Фролов
(53)621.952(.088.8)
(56)Авторское свидетельство СССР № 1423353, кл. В 24 В 3/24, 1986.
(54)СВЕРЛО С ПОДТОЧКОЙ ПОПЕРЕЧНОЙ РЕЖУ1 1ЕЙ КРОМКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
(57)Изобретение относится к обработке металлов резанием, в частности касается изготовления двухпе ровых сверл с плоскостной заточкой и подточкой поперечной режущей кромки. Цель изобретения - повышение качества подточки поперечной режущей кромки, стойкости сверла и точности обработки. Сверло после заверщелия плоскостной заточки задних поверхностей перьев и после отвода, от рабочей плоскости круга вращают вокруг собственной оси в направлении от начальной точки зуба к конечной. Затем осуществляют дополнительный поворот сверла по отношению к имевшему месту повороту при заточке вокруг оси, проходящей через вершину сверла нормально к указанной осевой плоскости в положении ее до вращения сверла вокруг собственной оси. Далее выполняют дополнительньй поворот сверла по отношению к повороту его при заточке вокруг оси, нормальной к оси предшествующего поворота в указанной осевой плоскости в положении ее до вращения сверла и параллельной плоскости стола заточного станка и одновременно параллельной рабочей плоскости шлифовального круга и также проходящей через вершину сверла. 1 3.п. ф-лы, 1 О ил.
i
СО

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| Способ заточки спирального сверла с режущими кромками, расположенными в его диаметральной плоскости | 1945 |
|
SU68644A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
Изобретение относится к обработке металлов резанием, в частности касается изготовления двухперовых сверл с плоскостной заточкой и подточкой поперечной режущей кромки. Цель изобретения - повышение качества подточки поперечной режущей кромки, стойкости сверла и точности обработки. Сверло после завершения плоскостной заточки задних поверхностей перьев и после отвода от рабочей плоскости круга вращают вокруг собственной оси в направлении от начальной точки зуба к конечной. Затем осуществляют дополнительный поворот сверла по отношению к имевшему место повороту при заточке вокруг оси, проходящей через вершину сверла нормально к указанной осевой плоскости в положении ее до вращения сверла вокруг собственной оси. Далее выполняют дополнительный поворот сверла по отношению к повороту его при заточке вокруг оси, нормальной к оси предшествующего поворота в указанной осевой плоскости в положении ее до вращения сверла и параллельной плоскости стола заточного станка и одновременно параллельной рабочей плоскости шлифовального круга и так же проходящей через вершину сверла. 1 з.п. ф-лы, 10 ил.
Изобретение касается обработки металлов резанием, в частности изготовления двухперовык сверл с плоскостной заточкой и подточкой поперечной режущей :кромки.
Целью изобретения является повышение качества подточки поперечной режущей кромки, стойкости сверла и точности обработки.
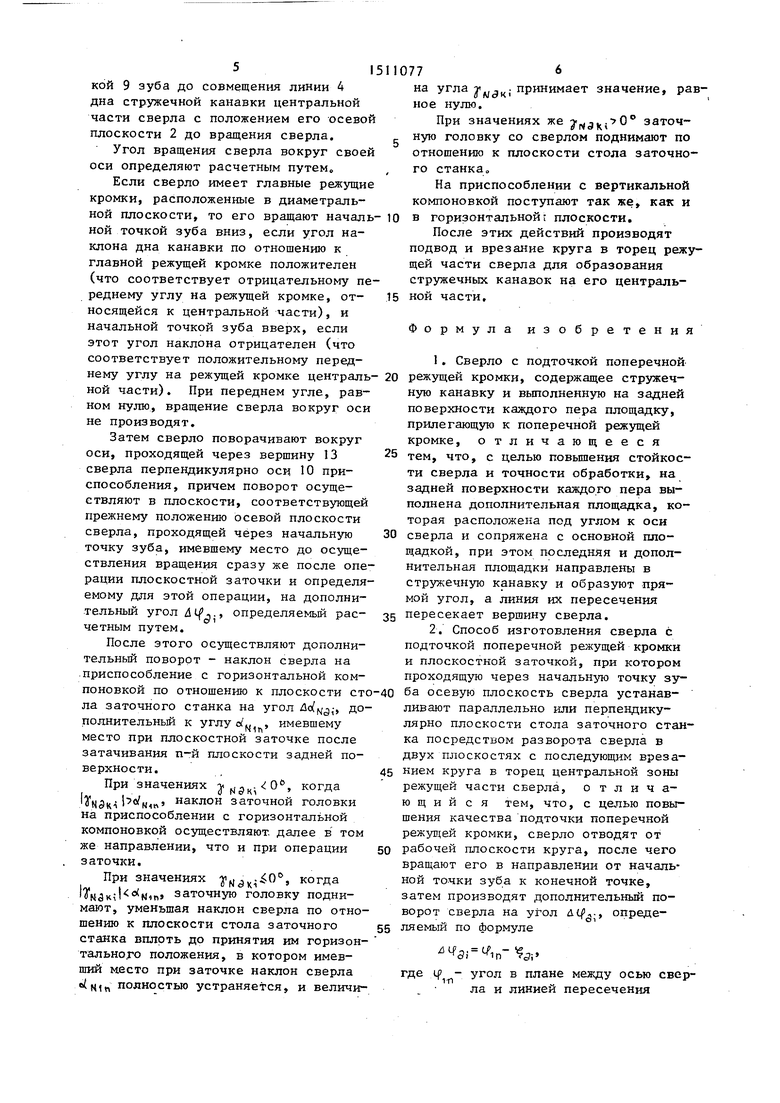
На фиг. 1 изображена режущая часть двухперового сверла с двухплос- костной заточкой и подточкой поперечной режущей кромки, вид с торца; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2;
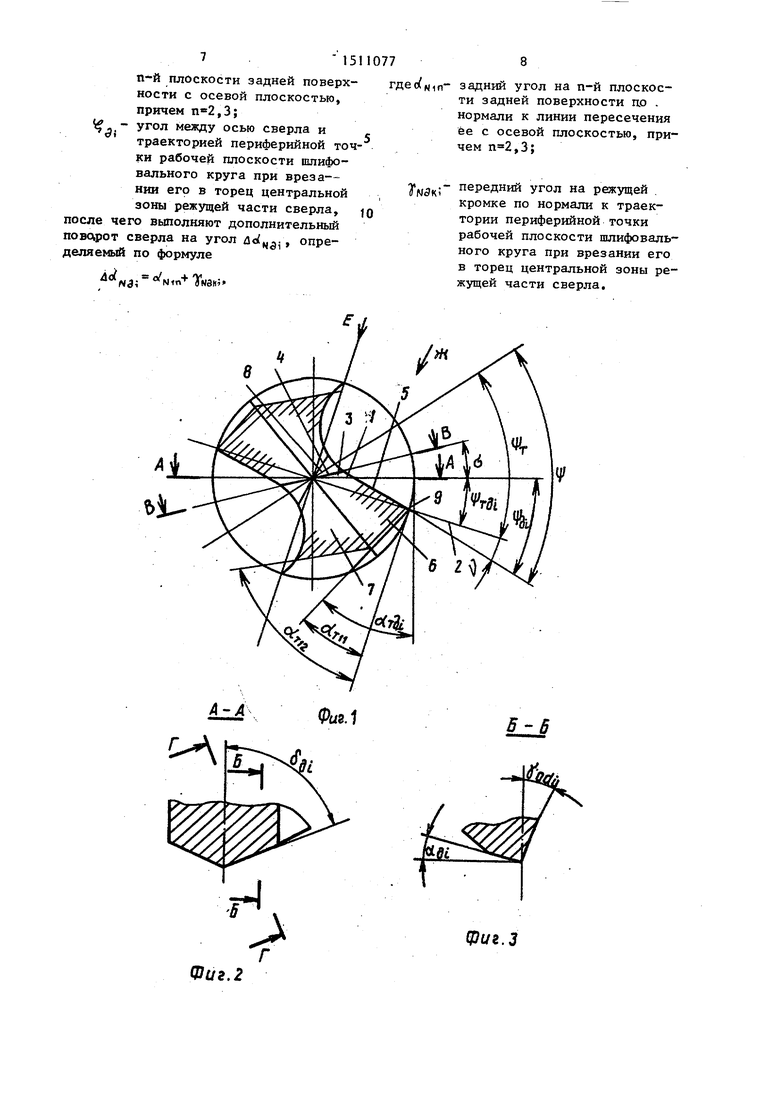
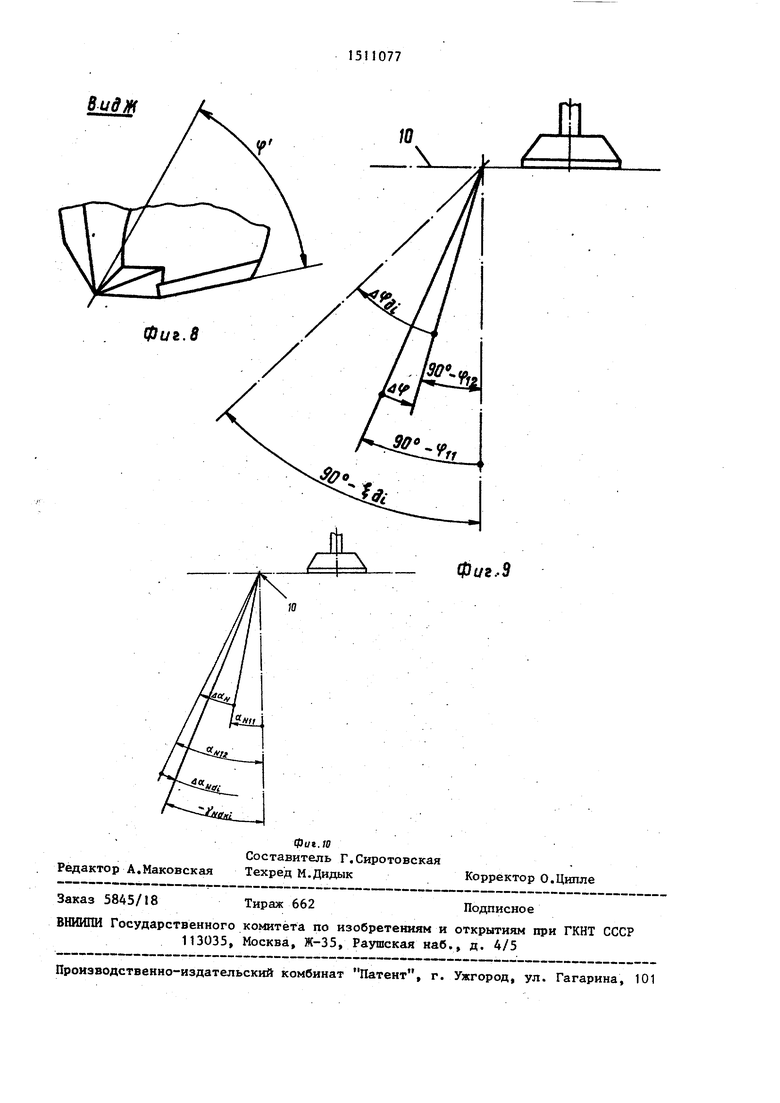
на фиг. 4 - разрез В-В на фиг. Г; на фиг. 5 - разрез Г-Г на фиг.. 2; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - вид Е на фиг. 1; на фиг.8 - вид Ж на фиг. 1; на фиг. 9 схема поворота заточной головки в горизонтальной плоскости по отношению к рабочей плоскости шлифовального круга; на фиг. 10 - то же, в вертикальной плоскости.
Способ осуществляют следующим образом.
Сверло после завершения плоскостной заточки задних поверхностей перьев и после отвода от рабочей плос |
-ч
кости круга вращают вокруг собственной оси в направлении от начальной к конечной точке зуба. Затем производят дополнительный поворот сверла по отношению к имевшему место повороту при заточке вокруг оси, проходящей через вершину сверла нормально к проходящей через начальную точку зуба в положении ее до вращения сверла вокруг собственной оси, определяемом для операции плоскостной заточки, на угол определяемый по формуле
.4455 .-
где (4 - угол в плане между осью
сверла и линией пересечения п-й плоскости задней поверхности с осевой плоскостью, причем ,3; 3i между осью сверла и
траекторией периферийной токи рабочей плоскости шлифовального круга при врезании его в торец центральной зоны режущей части сверла. После .указанных действий выполняют дополнительный поворот сверла по отношению к имевшему место повороту его при заточке вокруг оси, нормальной к оси.предшествующего поворота в указанной осевой плоскости в положении ее до вращения сверла и параллельной (или, напротив, перпендику- лярной) плоскости стола заточного станка и одновременно параллельной рабочей плоскости шлифовального круга и также проходящей через вершину сверла, на угол Л,,, определяе- гфй по формуле
,5,- с,„+ 7-мак( I
гдео(„- задний угол на п-й плоскос,ти задней поверхности по нормали к линии пере- , сечения ее с осевой плос костью, причем ,3; : Т,,,. - передний угол на режущей
NdKi
кроМке по нормали к траек- . тории периферийной точки ра бочей плоскости шлифовального круга при врезании его в торец центральной зоны режущей части сверла. Затем подводят сверло к кромке шлифовального круга, образованной пересечением рабочей плос1 ости круга с его цилиндрической поверхностью
и осуществляют врезание ее в торец центральной зоны до совмещения в окончательньй момент подтачивания рабочей плоскости круга с вершиной сверла в случае обработки материалов пониженной и средней прочности (при малбпс отрицательных передних углах на новообразованной кромке и положительных передних углах на ней) или с дальнейшим перемещением сверла на круг на величину
0, 60,8k,
где k - толщина сердцевины сверла в
случаях обработки труднообрабатываемых материалов (при больших отрицательных передних углах на поперечной кромке) .
Режущая часть сверла содержит новообразованную режущую кромку 1 центральной части сверла, расположенную под заданным углом к осевой плоскости 2 сверла, проходящей через начальную точку зуба, переднюю поверхность 3 стружечной канавки центральной части сверла, линию 4 дна стружечной канавки центральной части сверла. Режущая часть сверла содержи также главную режущую кромку 5, первую плоскость 6 задней поверхности, вторую плоскость 7 задней поверхности, кромку 8, образованную пересечением первой на одном пере и п-й на другом пере плоскостей задних поверхностей сверла, полученную в результате плоскостной заточки, начальную точку 9 зуба.
Кроме того, тонкими линиями с прилегающей к ним штриховкой по азано сечение сверла, перпендикулярное его оси и проходящее через начальную точку зуба. На фиг 7 показана ось 10 приспособления для плоскостной заточки режущих инструментов, параллельная (или, напротив, перпендикулярная) плоскости стола заточного станка и рабочей плоскости чашечного шлифовального круга; линия 11 пересекает первую плоскость задней поверхности с осевой плоскостью 2, линия 12 пересекает п-ю плоскость задней поверхности с осевой плоскостью 2, 13 - вершина сверла.
Сверло сразу после завершения плоскостной заточки и отвода его от рабочей плоскости круга вращают вокруг собственной оси начальной точ51
кой 9 зуба до совмещения линии 4 дна стружечной канавки центральной части сверла с положением его осевой плоскости 2 до вращения сверла.
Угол вращения сверла вокруг своей оси определяют расчетным путем
Если сверло имеет главные режущие кромки, расположенные в диаметральной плоскости, то его вращают начальной точкой зуба вниз, если угол наклона дна канавки по отношению к главной режущей кромке положителен (что соответствует отрицательному переднему углу на режущей кромке, относящейся к центральной части), и начальной точкой зуба вверх, если этот угол наклона отрицателен (что соответствует положительному переднему углу на режущей кромке центральной части). При переднем угле, равном нулю, вращение сверла вокруг оси не производят.
Затем сверло поворачивают вокруг оси, проходящей через вершину 13 сверла перпендикулярно оси Ю приспособления, причем поворот осуществляют в плоскости, соответствующей прежнему положению осевой плоскости сверла, проходящей через начальную точку зуба, имевщему место до осуществления вращения сразу же после операции плоскостной заточки и определяемому для этой операции, на дополнительный угол ЛЧ л. определяемьй расчетным путем.
После этого осуществляют дополнительный поворот - наклон сверла на .приспособление с горизонтальной компоновкой по отношению к плоскости стола заточного станка на угол Д° полнительньй к углу oi , имевшему место при плоскостной заточке после затачивания п-й плоскости задней поверхности.
При значениях когда Н5кП м1в наклон заточной головки на приспособлении с горизонтальной компоновкой осуществляют, далее в том же направлении, что и при операции заточки.
При значениях когда 1 УмакИ ° и1п заточную головку поднимают, уменьщая наклон сверла по отношению к плоскости стола заточного станка вплоть до принятия им горизонтального положения, в котором имевший место при заточке наклон сверла в( f, полностью устраняется, и величи776
на угла принимает значение, равное нулю.
При значениях же J NJKi заточную головку со сверлом поднимают по отношению к плоскости стола заточного станка
На приспособлении с вертикальной компоновкой поступают так же, как и
в горизонтальной; плоскости.
После этих действий производят подвод и врезание круга в торец режущей части сверла для образования стружечных канавок на его центральной части.
Формула изобретения
тем, что, с целью повышения стойкости сверла и точности обработки, на задней поверхности каждого пера выполнена дополнительная площадка, которая расположена под углом к оси
сверла и сопряжена с основной площадкой, при этом последняя и дополнительная площадки направлены в стружечную канавку и образуют прямой угол, а линия их пересечения
пересекает вершину сверла.
ба осевую плоскость сверла устанавливают параллельно или перпендикулярно плоскости стола заточного станка посредством разворота сверла в двух плоскостях с последующим вреза-
нием круга в торец центральной зоны режущей части сверла, о т л и ч а- ю щ и и с я тем, что, с целью повышения качества подточки поперечной режуп ей кромки, сверло отводят от
рабочей плоскости круга, после чего вращают его в направлении от начальной то.чки зуба к конечной точке, затем производят дополнительный поворот сверла на угол , определяемый по формуле
где лр - угол в плане между осью свер 1-П
ла и линией пересечения
.Г
n-й плоскости задней поверхности с осевой плоскостью, причем п«2,3; угол между осью сверла и траекторией периферийной точки рабочей плоскости шлифовального круга при вреза-НИИ егр в торец центральной зоны режущей части сверла, после чего выполняют дополнительный поварот сверла на угол определяемый по формуле
м5; м п Умзн;
А
А -А
Фи9.1
задний угол на п-й плоскости задней поверхности по . нормали к линии пересечения ее с осевой плоскостью, причем ,3;
передний угол на режущей . кромке по нормали к траектории периферийной точки рабочей плоскости шлифовального круга при врезании его в торец центральной зоны режущей части сверла.
Б-В
фиг.З
в-в
Физ./
ВидЕ
IS
Г-Г
.5
LJ
Фиг.6
f1 J2
Фиг. 7
Bud)fi
W
Фиг.З
