/6 V«
ел
о
1C
1C
1C
00
Фиг
Изобретение относится к обработке металлов резанием.
Целью изобретения является повышение точности и производительности при сверлении труднообрабатываемых материал1)В посредством оптимизации нроиесса резания и сокращения числа переходов при об)аб|)гке точных отверстий.
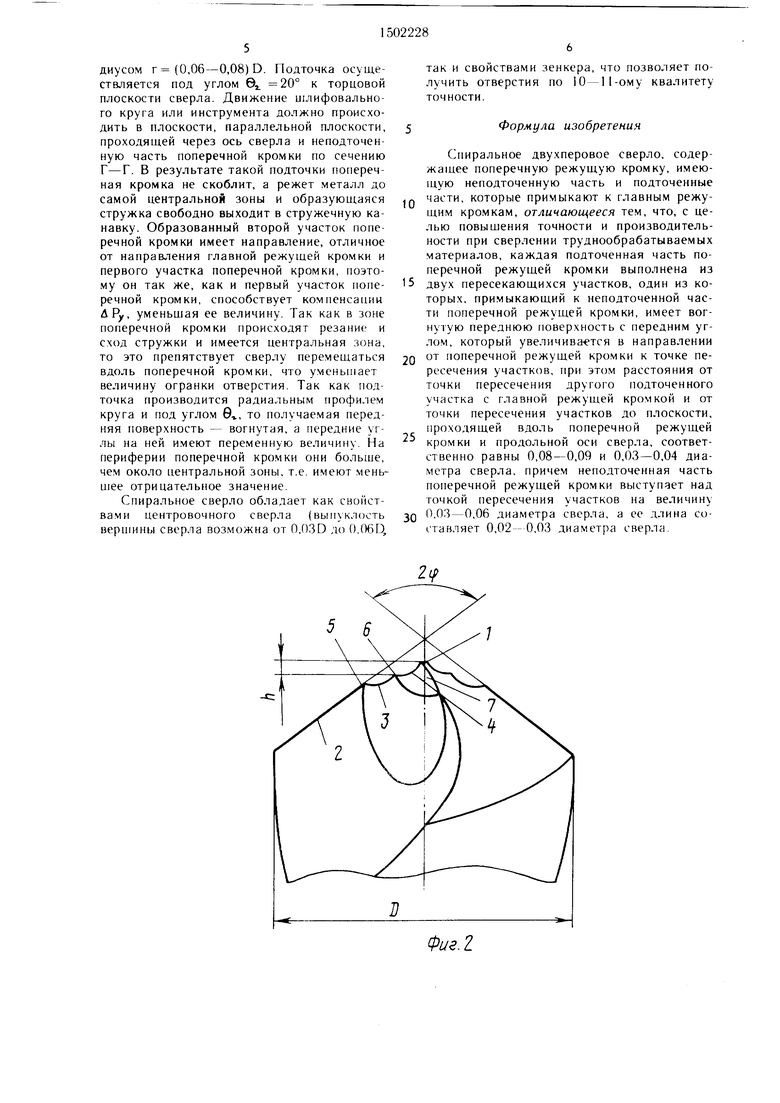
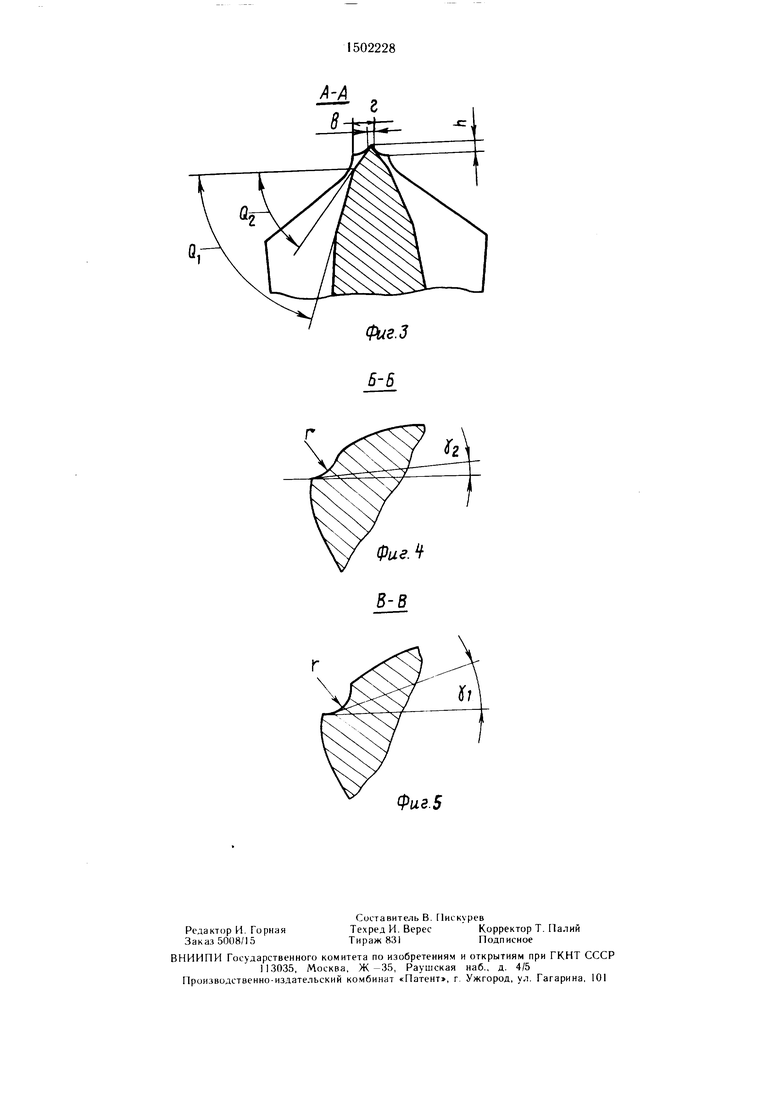
На (f)Hr. 1 изображена режущая част сверла, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - разрез А А на фи|-. 1; на фиг. 4 сечение Б-Б иа фиг. 1; на фиг. 5 - сечение В- В на фиг. 1.
В связи с симметричным расположением перьев сверл, конструктивное выполнение подточки на сверле аналогично на обоих не- рьях.
Двухперовое снира.тьное сверло состоит из перьев и поперечной режущей (иеподто- ченно11) кромки 1, подточенные части которой нримыкают к главным режущим кромкам 2. Каждая иодточениая часть нопе)еч- ной режущей кромки выполнена из двух подточенных участков 3 и 4, первый из когорых пересекается с 1 лавной режущей кромкой 2 в точке Г), причем участки 3 и 4 пересекаются между собой в точке 6.
К поперечиой )ежу1цей кромке 1 примыкает участок 4, передняя noBepxHocTij 7 которого выполнена вогнутой с радиусом г и уве, 1ичивак)щимся передним уг.юм j ) н;:- прав.тепии оси 1 и (.
Ве.чичипы рассгоя11И11 от точек и ti .10 плоскости Г, проходящей чере поперечную режущую кромку под умом у к горизонтальной осп и продо.льпую ось ciirp.ia, равп1,1 coirnu TCTBCiuio a(l),0)S 0,09)1) и б(0,03 0,04)1), где I) диаметр ciiep... Д.типа поперечной ре/кущей кромки н оп|)е- деляег1 я из соотно1пе1П1я «(0,02 0,03)1), при этом ее выступанне h над точкой ( on реде,тяе1ся по завпсимости i (0,03 (),()6Д), а т(|,:|П1ниа се1)Д1и Вииы свер. м межд точками перессчепия п. юскости Г и линией пересечепия подточенных учасгк1)в 3 п 4 опредл . 1яется по зависимости г-(0,12 0,14)1).
Такая дво11Ная ио;1точка сверла чмепьп;;)- ет осевую cn.iy ( РО I до ве-личипы. paBHoii величине сн.лы (РпК создающей к( момент. В езул1 таге экло HJMI свс рлении иаиравлепие действия си,1Ы резаиия |Р) I po
псходиг под yr;ioM 1
Р Р.
- 4п ь 5.
иозво.тяег при обработке получаг1 точпые отверстия, которые не требуют как предва рительной операпин центрирования, так и дальнейи1ей дорабогки зенкеровапием,
Спиральное двухперовое сверло имеег благоприятные условия стружкообразования и отвода стружки. Это происходит за счет го- го, что передняя поверхность нодгочепной
5
5
часги поперечной кромки имеет криволинейную (вогнутую) поверхность. Это умень тает величину трения стружки о переднюю поверхность и способствует завиванию стружки.
При уменьшении ве.личины в менее 0,020 п)и обработке труднообрабатываемых сталей возможно скалывание вершины из-за ма- .мой ее прочности. При превышении величины
н более 0,03) зона, в которой нроисходит выдавливание металла, становится C.IHUJKOM больнюй и зиачительно возрастают силы резання, понижается точность и производительность обработки.
С уменьшением )асстояния б менее 0,()3D уменьшается выпуклость поперечной кромки, т.е. ее превышение становится также мепьп1е 0,031), что приводит конструкцию инст)умента к потере ее центриру1ош.ей способности, к потере точности при вреза0 иии сверла в металл. С увеличением этого расстоянии более 0,040 превышение иопереч- пой кромки над точкой пересечения подточенных учасгков поперечной кромки становился больше ОД)6О. 3)то уменьшает прочность участка подточенной части поперечной кромки, примыкающего к пентральной зоне, и может привести к ее выкрашиванию. При изменении расстояния а менее 0,08О или более 0,09О указанный участок но направлению приближается соответственно к
0 нап 1авлснию подточенного учасгка 4 или к на11рав,лению главной режущей кромки. Как одно, так и другое уменьшает способность компенсации возникак)П1ей неуравновешенной состав.тяюнн й си.мы резания Ру Конструкцию сверла получают при под К1чке поперечной кромки два этапа. Первый этан предназначен для полученпя уко po4e}inoii |-. 1авпой режуа1ей кромки 2, участ ка 3 поперечпой кромки и точки 5 их пересечения, а также для уменьшения длины по0 iiepe4Hoii кромки дс) ое,личины г-(0,12- 0.14)1). Такая величина г выбрана экснери- меитальпо. Она установлена для тою, чтобы значнтелы1о уменьн1нть осевую сил у РО н приблизить последнюю но величине к силе I M. С1)здак)|це11 крутяший момент. Подточ ка производится профильным кругом, рас- полагаем1)1м в стружечной капавке. Для обеспечения входа шлифовального круга в ка- |авку необходимо повернуть сверло е при- способлепием па величину угла наклона
Q сгружечн()(| канавки. Радиус профиля шли- ())овального круга равен R (0,16 -0,18) О. Подточка осупдествляется нод 6., 70 к т(.)рцовой плоскости сверла.
Второй этап предназначен дли нолучения BTOfioi o участка 4 пог1еречной кромки, цент5 ральной зоны размером (0,02---0,03) О с возвышением ее над гочкс й 6 в преде,лах h- (0.03 0.06) О. Подточка производите;: 11ро(1н.льным шлифова.льны.м кру|Ч)м с ра5
диусом г (0,06-0,08) D. Подточка осуществляется под углом Э 20° к торцовой плоскости сверла. Движение шлифовального круга или инструмента должно происходить в плоскости, параллельной плоскости, проходящей через ось сверла и неподточенную часть поперечной кромки по сечению Г-Г. В результате такой подточки гюпереч- ная кромка не скоблит, а режет металл до самой центральной зоны и образуюнхаяся стружка свободно выходит в стружечную канавку. Образованный второй участок поперечной кромки имеет направление, отличное от направления главной режущей кромки и первого участка поперечной кромки, поэтому он так же, как и первый участок поперечной кромки, способствует компенсации ДРу, уменьшая ее величину. Так как в зоне поперечной кромки происходят резание и сход стружки и имеется центральная зона, то это препятствует сверлу перемещаться вдоль поперечной кромки, что уменьшает величину огранки отверстия. Так как подточка производится радиальным профилем круга и под углом 0., то получаемая передняя поверхность - вогнутая, а передние углы на ней имеют переменную величину. На периферии поперечной кромки они больше, чем около центральной зоны, т.е. имеют меньшее отрицательное значение.
Спиральное сверло обладает как снойст- ва.ми центровочного сверла (выпуклость вершины сверла возможна от О.ОЗО ло О.ОбГЗ,
так и свойствами зенкера, что позволяет получить отверстия по 10-11-ому квалитету точности.
Формула изобретения
Спиральное двухперовое сверло, содержащее поперечную режущую кромку, имеющую неподточенную часть и подточенные
части, которые примыкают к главным режущим кромкам, отличающееся тем, что, с целью повышения точности и производительности при сверлении труднообрабатываемых материалов, каждая подточенная часть поперечной режущей кромки выполнена из
двух пересекающихся участков, один из которых, примыкающий к неподточенной части поперечной режущей кромки, имеет вогнутую переднюю поверхность с передним углом, который увеличивается в направлении
от поперечной режущей кромки к точке пересечения участков, при этом расстояния от точки пересечения другого подточенного участка с главной режущей кромкой и от точки пересечения участков до плоскости, проходящей вдоль поперечной режущей кромки и продольной оси сверла, соответственно равны 0,08-0,09 и 0,03-0,04 диаметра сверла, причем неподточенная часть поперечной режущей кромки выступает над точкой пересечения участков на величину
03-0,06 диаметра сверла, а ее длина составляет 0,02-0,03 диаметра сверла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| СВЕРЛО | 2012 |
|
RU2566700C2 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Сверло | 1983 |
|
SU1103960A1 |
| Способ заточки спирального сверла с режущими кромками, расположенными в его диаметральной плоскости | 1945 |
|
SU68644A1 |
| Спиральное двухперовое сверло | 1988 |
|
SU1569102A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
Изобретение относится к обработке металлов резанием. Целью изобретения является повышение точности и производительности при сверлении труднообрабатываемых материалов посредством оптимизации процесса резания и сокращения числа переходов при обработке точных отверстий. Инструмент состоит из двух перьев и поперечной режущей кромки 1, подточеные части которой примыкают к главным режущим кромкам 2 в точке 5. Каждая подточенная часть поперечной режущей кромки выполнена из двух пересекающихся подточенных участков 3 и 4 в точке 6. На участке 4 выполнена передняя поверхность 7. Расстояния от точек 5 и 6 до плоскости А-А равны соответственно A=(0,08-0,09)Д
B=(0,03-0,04)D, где D - диаметр инструмента. Длина поперечной режущей кромки в=(0,02-0,03)Д, при этом она выступает над точкой 6 на величину, определяемую по зависимости H=(0,03-0,06). Толщина сердцевины инструмента между точками пересечения плоскости А-А и линией пересечения подточенных участков 3 и 4 определяется по зависимости г=(0,12-0,14)Д. 5 ил.
Фие.г
Фиг. 5
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
