IS
Использование: в системах управления узлами металлорежущих станков. Сущность: устройство включает пускатели двигателя вращения шпинделей и гидростанции подачи узла соответственно с обмотками 1 и 2, реле времени с обмоткой 19 и контактом 20ig, а также электромагниты с обмотками 21, 22, датчики рабочей подачи 23, датчик исходного положения 27, датчик конца обработки 29, промежуточные реле и кнопки управления. 2 ил.
О 00
Os
СО
о
Изобретение относится к системам управления и может быть использовано при управлении узлами металлорежущих станков.
Целью изобретения является повыше- ние надежности.
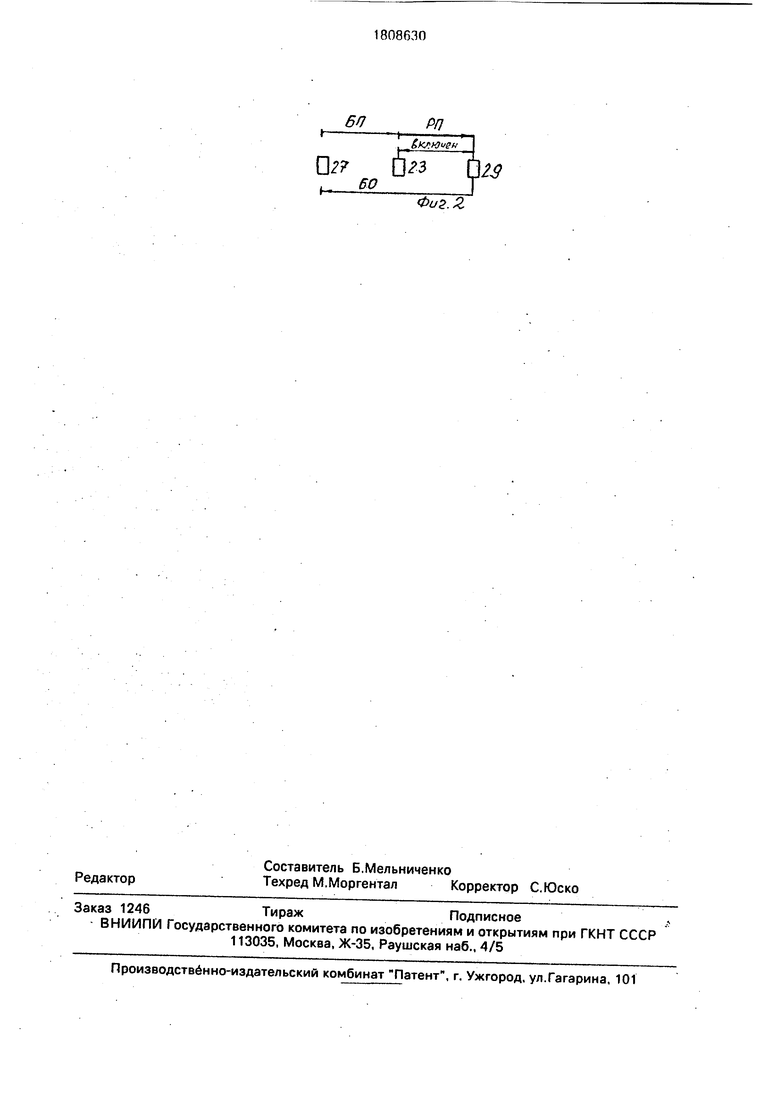
На фиг.1 представлена принципиальная электрическая схема предлагаемого устройства; -на фиг.2 - циклограмма его работы.
Устройство управления силовым узлом металлорежущего станка содержит пускатели двигателя вращения и гидростанции подачи узла соответственно с обмотками 1 и 2 и контактами 3i и 4а, 5а; реле Вперед и Назад соответственно с обмотками 6 и 7 с замыкающими 8б, 9б, Юе и замыкающими 11б контактами и размыкающими 12 и замыкающими 13у, 14 контактами, реле конца обработки с обмоткой 15с замыкающими контактами 16i5, -17i5 и размыкающим контактом 1815, реле времени с обмоткой 19 и контактом 2019. Устройство также содержит первый и второй электромагниты соответственно с обмотками 21 и 22, датчик рабочей подачи 23 с замыкающими 2423 и размыкающими 25аз, 2623 контактами, датчик исходного положения 27 с размыкающим контактом 2827, датчик конца обработки 29 с замыкающим контактом 3029, замыкаю- щий контакт 31 реле пуска головок, замыкающий контакт 32 реле отмены памяти, кнопки Стоп 33, Пуск 34, Вперед 35, Назад 36. Все датчики устройства выполнены на путевых переключателях.
Устройство работает следующим образом.
В исходном положении включено реле времени и его обмотка 19 находится под напряжением. При нажатии на кнопку Пуск 34 включается пускатель гидростанции подачи узла с обмоткой 2, контакт 42 которого образует цепь самопитания, а контакт 52 подготавливает цепь включения реле Вперед с обмоткой 6. При подаче команды Пуск головок контакт 31 реле пуска головок замыкает цепь обмотки 6 реле Вперед, замыкающие контакты 9е и 10е которого включают электромагниты 21 и 22, а контакт 8б образует цепь самопитания. Головка со- вершает быстрый подвод, освобождая датчик исходного положения 27. При движении головки срабатывает датчик рабочей подачи 23, замыкающий контакт 2423 которого включает пускатель двигателя вращения шпинделя с обмоткой 1, а размыкающий контакт 2623 разрывает цепь питания обмотки 19 реле времени. Головка переключается на рабочую подачу, включается вращение шпинделя. При отключении реле времени
его контакт 20ig размыкается с выдержкой времени при размыкании 0,5-1 сек и пускатели двигателя вращения шпинделей с обмоткой 1 и гидростанции подачи узла с обмоткой 2 становятся на взаимозависимое питание через замыкающие контакты 42 и 3i. В конце перемещения головки срабатывает датчик конца обработки 29, контакт 3029 которого подключает к клеммам источника питания обмотку 15 реле конца обработки, замыкающий контакт 16is которого образует цепь питания обмотки 7 реле Назад, контакт 18is которого отключает обмотку 6 реле Вперед, а контакт 17ig образует цепь его самопитания. Контакт 9е реле Вперед отключает обмотку 21 элект ромагнита, а контакт 14 подключает к клеммам источника питания обмотку 22 электромагнита, и головка совершает быстрый отвод. При движении головки назад отключаются датчик конца обработки 29 и датчик рабочей подачи 23, контакт 2423 которого разрывает цепь питания обмотки пускателя 1 вращение шпинделей. В исходном положении срабатывает датчик 27 исходного положения, контакт 2837 которого отключает реле Назад с обмоткой 7, а его контакт 14 отключает электромагнит с обмоткой 22, что приводит к остановке головки. Отключение реле конца обработки с обмоткой 15 осуществляется посредством контакта 32 реле отмены памяти. Устройство возвращается в исходное положение.
Таким образом, устройство повышает надежность управления.
Формула изобретения Устройство управления силовым узлом металлорежущего станка, содержащее пускатель двигателя вращения, обмотка которого подключена к выводам источника питания через последовательно соединенные размыкающий контакт датчика рабочей подачи, кнопку Стоп и кнопку Пуск, шунтированную замыкающим контактом пускателя гидростанции, подачи узла, отмотка которого одним из концов через замыкающий контакт пускателя двигателя вращения подсоединена к общей точке соединений кнопок Стоп и Пуск, отличающее- с я тем, что, с целью повышения надежности, оно дополнительно снабжено реле времени с замыкающим контактом и размыкающим контактом датчика рабочей подачи, при этом обмотка реле времени одним из концов последовательно соединена с размыкающим контактом датчика рабочей подачи, а другим - с одним из выводов источника питания, а замыкающий контакт реле времени включен параллельно упомянутому замыкающему контакту датчика рабочей подачи.
П2 &м
60
нФиг. 2
| Харизоменов И.В | |||
| Электрооборудование и электроавтоматика металлорежущих станков, М.: Машиностроение, 1975, с.251, рис.208 | |||
| Вороничев Н.М | |||
| и др | |||
| Автоматические линии из агрегатных станков, М.: Машиностроение, 1971, с.253, рис.ХНМэ. |
