Изобретение относите к станкостроению и может быть использовано при изготовлении прецизионных инструментов, например мелкоразмерных спиральных сверл.
Цель изобретения является повышение производительности процесса качества об- ра|отанной поверхности при обработке сверл из твердого сплава.
Способ осуществляют следующим образом.
Обрабатываемое сверло.рабочей частью вставляют в калиброванное отверстие емкости с абразивной массой. Для обеспечения полирования канавок сверла в емкости перемещением поршня создают давление, с которым абразивная масса необходимой фракции с большой скоростью направляется вдоль спиральных канавок обрабатываемого сверла. При этом размеры
/ абразивного материала берутся, как минимум в 3 раза меньше, чем зазор между рабочей поверхностью сверла и поверхностью внутреннего диаметра фторопластовой втулки, что исключает попадание абразива между ними. А большая скорость движения абразивной массы вдоль спиральных канавок достигается путем подбора диаметра поршня и скорости его перемещения по следующей методике:
Fi V2 2F2 Vi
где FI - площадь пор. -(я;
FZ - сечение спиральной канавки сверла;
Vi - скорость перемещения поршня;
V2 - скорость перемещения абразивной массы вдоль спиральных канавок сверла.
ел
с
со
00
о
(Л
ел
Кроме этого, обрабатываемого сверло получает от высокочастотной виброустановки возвратно- поступательного движения частотой в 200 гц и амплитудой колебаний в 150-200 мкм. Таким образом, в способе совмещают два вида обработки: гидроабразивную и виброабразивную, что в свою очередь интенсифицирует процесс обработки. Абразивная масса, соприкасаясь с поверхностью канавки, уменьшает высоту микронеровностей на ней, что позволяет повысить ее чистоту, Одновременно, абразивная масса, проходя по передним поверхностям сверла, обеспечивает заточку режущих кромок, что существенно повышает режущие свойства обрабатываемого сверла, способствует повышение производительности процесса обрабатываемого сверла, способствует повышению производительности процесса сверления и улучшению качества отверстия.
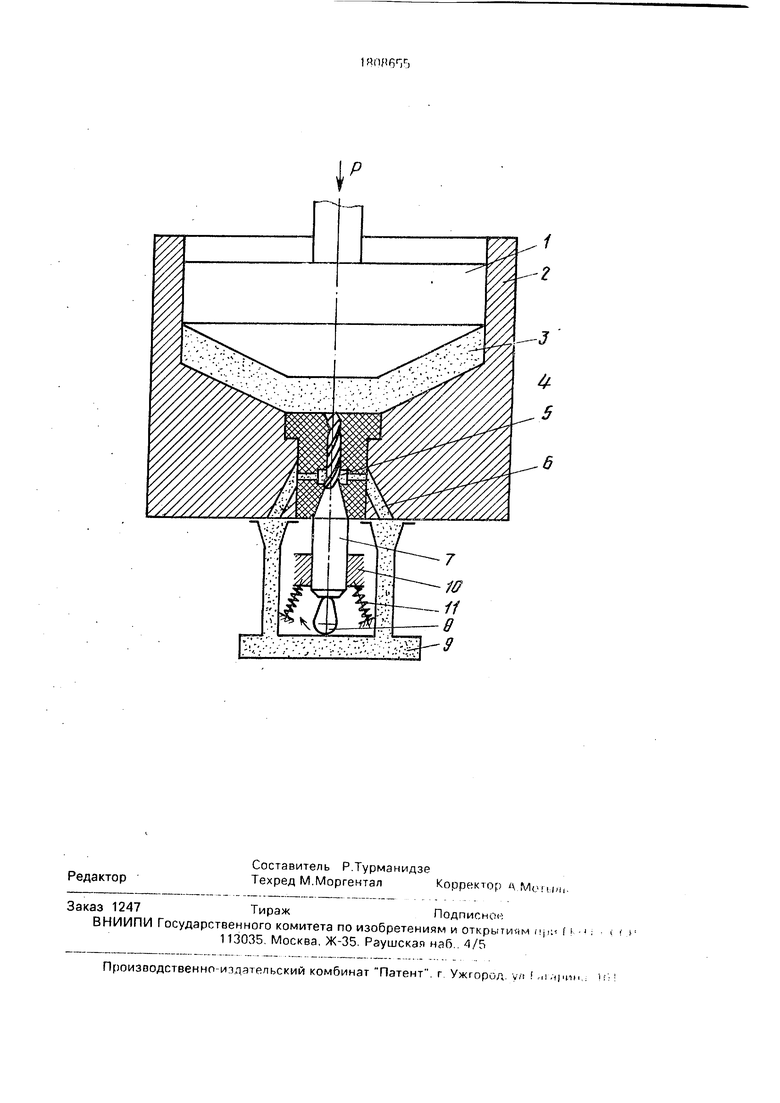
На чертеже изображена схема реализации способа.
Устройство состоит из поршня 1, металлической емкости 2, в которой помещена абразивная масса 3, в корпусе металлической емкости 2 вставлена фторопластовая втулка 4, которая имеет кольцевой канал 5, соединенный с каналами б в корпусе металлической емкости 2. Обрабатываемое сверло 7 вставлено в калиброванное отверстие фторопластовой втулки 4 и введено в контакт с высокочастотной вибраустановкой 8 для придания сверлу 7 возвратно-поступательного движения. Кольцевой канал 5 начинается там, где заканчивается необходимая длина полировка сверла 7. При этом, сечение кольцевого канала 5 и каналов 6 гораздо (на минимум в 10 раз) больше, чем сечение спиральных канавок сверла 7, поэтому абразивная масса 3, с давлением проходя через спиральные канавки сверла 7, после-кольцевого канала 5 свободно спускается через каналы 6 в сборник 9. Обрабатываемое сверло 7, зафиксированное зажимной цангой 10, соединено с натяжными пружинами 11.
Устройство работает следующим образом.
Обрабатываемое сверло 7 вставляют а калиброванное отверстие фторопластовой
втулки 4 и вводят в контакт с высокочастотной виброустановкой 8 для придания сверлу возвратно-поступательного движения. Под давлением силы Р поршень 1, перемещаясь вертикально вниз, создает давление на абразивную массу 3. которая с большой скоростью продавливается по винтовым канавкам обрабатываемого сверла 7, попадает в кольцевой канал 5, откуда по каналам 6 свободно спускается в сборник 9. Одно- временно, с помощью высокочастотной виброустановки 8 и натяжных пружин 11 обрабатываемому сверлу 7 придают возвратно-поступательное движение, тем самым интенсифицирует процесс обработка,
Абразивная масса, продавливаясь вдоль винтовых канавок спирального сверла, срезает вершины микронеровностей и тем самым повышает чистоту поверхности канавок. Кроме того, осуществляется упрочнение поверхностей слоев и заточка режущих кромок обрабатываемого сверла. Все вышеизложенное позволяет повысить работоспособность сверла, облегчить процесс стружкообразования и схода стружки при
сверлении труднообрабатываемых материалов, увеличить стойкость сверла и повысить качество поверхности отверстий. Ф о р м у л а и з о б р е т е н и я Способ полирования канавок в мелкозернистом спиральном сверле, при котором абразивную массу продавливают вдоль обрабатываемой поверхности, отличаю щ- и и с я тем, что, с целью повышения производительности процесса и качества обрабатываемой поверхности при обработке сверла из твердого сплава, производят однократное продавливание абразивной массы с постоянной скоростью, лежащей в пределах 35-40 м/с, при этом сверлу сообщают колебания с частотой 150-200 Гц и амплитудой 100-150 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки канавок сверл | 1989 |
|
SU1779546A1 |
| Устройство для обработки деталей абразивной массой,подаваемой под давлением | 1982 |
|
SU1061976A1 |
| Способ шлифования семян и устройство для его осуществления | 1988 |
|
SU1519540A1 |
| Способ обработки отверстий | 1981 |
|
SU1066782A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2110343C1 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU975162A1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Стенд для износных испытаний подшипниковых узлов | 1988 |
|
SU1583781A1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
Использование: станкостроение, может быть использовано при изготовлении прецизионных инструментов. Сущность изобретения: абразивную массу однократно продавливают вдоль спиральных канавок мелкоразмерного сверла из твердого сплава с постоянной скоростью, выбранной из условия 35-40 м/с. При этом, сверлу сообщают колебания с частотой 150-200 Гц и амплитудой 100-150 мкм. 1 ил.
