Изобретение относится к способу .обработки и доводки внутренних поверхностей капиллярных трубок и, в частности, может найти применение при изготовлении игл михрошприцев на 1 микролитр, используемых в газо вой и жидкостной хроматографии в ка честве устройства для отбора- и ввод в хроматограф жидкой пробы. Известен способ обработки отверс ти.й, вктаочающий вращение изделия вокруг оси при одновременном возвра но-поступательном перемещении его натянутой струны-притира, покрытой абразивными зернами и установленной внутри обрабатываемого отверстия. Согласно которому обработку отверстия осуществляют в несколько последовательных этапов, увеличивая на каждом этапе диаметр струны-притира и осуществляя промывку отверстия от частиц износа материала и зерен абразива 1 . . Недостатками известного способа являются низкая точность геометрической формы, размеров и невысокая чистота обрабатываемой поверхности при обработке внутреннего канала капиллярной трубки. Цель изобретения - повышение точ ности геометрической формы, размеро и чистоты обрабатываемой поверхност при обработке внутреннего канала ка пиллярной трубки. Поставленная цель достигается те что согласно способу обработки отверстий, включающему вращение изделия вокруг оси при одновременном :возвратно-поступательном перемещении его вдоль натянутой струны-притира, покрытой абразивными зернами и установленной внутри обрабатываемого отверстия, при котором обработ ку отверстия осуществляют в несколь ко последовательных этапов, увеличи вая на каждом этапе диаметр струныпритира и осуществляя промывку.отверстия от частиц износа материала изерен абразива, промывку внутрен.lero канала капиллярной трубки осу1Чествляют после каждого этапа обработки путем погружения одного конца трубки в пpo / ывoчнyю жидкость и вве дения в канал с противоположного ко ца трубки поршня с сообщением ему вращения и возвратно-поступательног перемещения, причем в процессе промывки концы трубки меняют местами. На фиг. 1 показана схема установ ки для доводки капиллярной трубки; на фиг.. 2 - схема устройства для промывки капиллярной трубки; на фиг, 3 - капиллярная трубка, попере ный разрез. Зажимная головКа 1 вращается с постоянной скоростью вокруг оси стр мы-притира 2 при одновременном возвратно-поступательном движении. Стр на-притир 2 закреплена неподвижно в опорах 3, В зажимной головке закреплен держатель 4, предназначенный для фиксации и закрепления обрабатываемой капиллярной трубки 5« Вместе с зажимной ГОЛОВКОЙ перемещаются емкости б для алмазной пасты. Промывка осуществляется поршнем 7, закрепленным в трубке. 8, служащей телескопической направляющей для тонкого поршня и промывной капиллярной трубки 5. Поршень 7 вместе с трубкой 8 вращается с постоянной скоростью вокруг оси капиллярной трубки 5 при одновременном возвратно-поступательном движении. Капиллярная трубка 5 неподвижно закреплена в промывочной емкости 9. В соответствии со способом игла микрошприца изготавливается следующим образом. Исходной заготовкой иглы является капиллярная трубка 0,9 0,32 из стали 12Х18Н9Т. Внутренний диаметр этой трубки 0,26-0,05 мм. Ступенчатым в.олочением капиллярной трубки через фильеры с шагом 0,1-0,05 мм получают капиллярную трубку с внутренним диаметром 0,1 мм по замерам с помощью проволоки-калибра, что составляет 0,148 мм по замерам с помощью весового метода. Наружный диаметр 0,,05 М1Л. При микроскопировании продольных срезов видно, что их внутренняя поверхность имеет микронеровности в виде продольных гребешков высотой 10-30 микрон (фиг. 3)„ Капиллярная трубка разрезается на заготовки игл длиной 100 . Каждая заготовка иглы проверяеася проходным калибром диаметром О , 1 ivu, и непроходным - 0,11 .t.avi, что обеспечивает постоянство внутреннего размера ИСХОДНОЙ заготовки. Через капиллярную трубку 5, зажатую в держатель 4, протягивается пинцетом струна-притир 2 диаметром 0,1 мм. Держатель закрепляется в зажимной головке 1, а струна-притир - в опорах 3. Алмазная паста АСМ 5/3 находится в емкости 6. Капиллярной трубке 5 придается вращение вокруг оси струны-притира (число оборотов 150 об/мин) при одновременном возвратно-поступате.ль-ном движении (число двойных ходов /7д 15 х/мин ) ;, Алмазная паста непрерывно наносится на струну-притир 2 до и после трубки 5 с помощью емкостей 6 и. при последней попадает на обрабатываемую поверхность. Абразивные зерна в процессе доводки все время работают в одинаковых условиях, при этом обеспечивается своевременное обновление абразивного слоя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки отверстий | 1990 |
|
SU1812078A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| Способ обработки отверстий малого диаметра | 1982 |
|
SU1053424A1 |
| Способ доводки отверстий | 1987 |
|
SU1509236A1 |
| Способ шлифования канала волоки | 1990 |
|
SU1801647A1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ, включаюищй вращение изделия вокруг оси при одновременном возвратно-поступательном перемещении его вдоль натянутой струны-притира, покрытой абразивными зернами и. установленной внутриобрабатываемого отверстия, при котором обработку отверстия осуществляют в несколько последователь-ных этапов, увеличивая на каждом этапе диаметр -струны-притира и осуществляя промывку отверстия от частиц износа материала и зерен абразива, о тличагащийся тем что, с целью повышения точности геометрической формы, размеров и чистоты обрабатываемой поверхности при обработке внутреннего канала капиллярной трубки, промывку канала трубки осуществляют после каждого этапа обработки, при этом один конец трубки подгружают в промывочную жидкость, а в кана-п с противоположного конца трубки вводят поршень, котором сообщают вра- Щ щение и возвратно-поступательное пе- реме1дрние, причем в процессе промыэ ки концы трубки меняют мастами. ffftSStif. Чстгыиа ™... Ю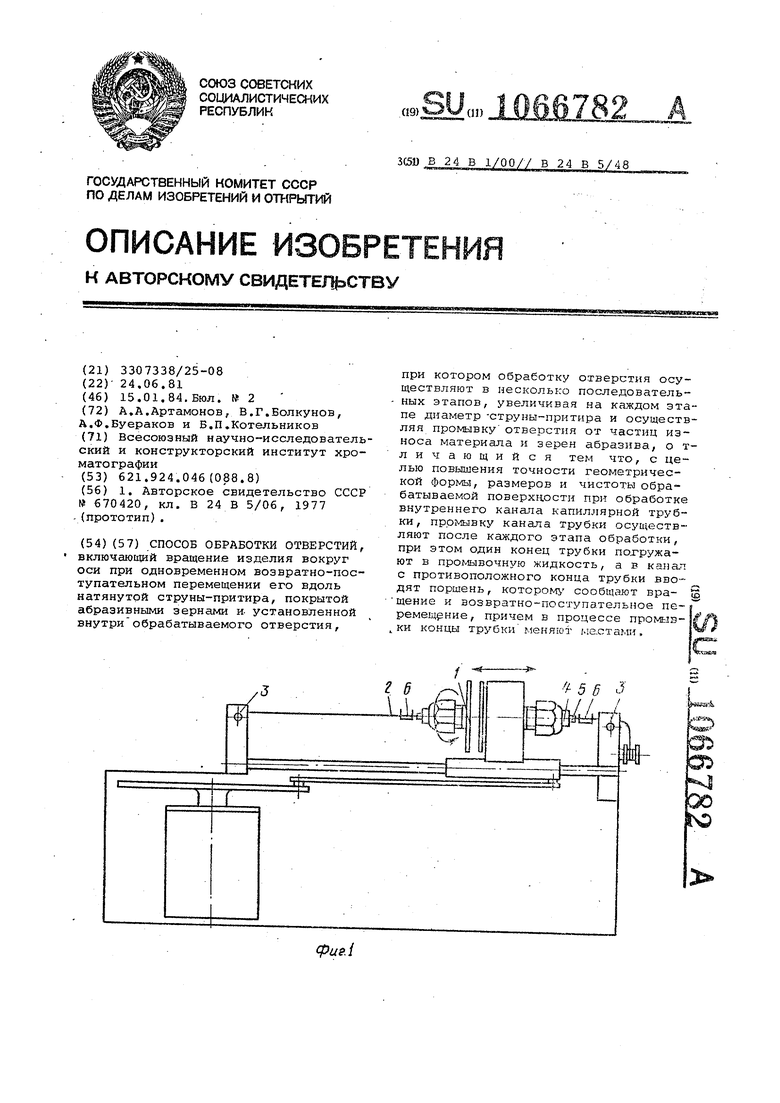
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для розжига трудновоспламеняемого топлива на цепной решетке | 1945 |
|
SU70420A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| (прототип). | |||
