Изобретение относится к станкостроению и может быть использовано при обработке инструмента, например мелкоразмерных спиральных сверл.
Целью изобретения является повышение качества поверхности стружечных канавок мелкоразмерного спирального сверла, улучшение режущей способности и на этой основе расширение технологических возможностей путем обеспечения полирования канавок в мелкоразмерных сверлах.
Указанная цель достигается тем, что в способе обработки канавок сверл, при котором инструмент вводят в контакт с канавкой сверла и осуществляют взаимное перемещение инструмента и сверла, в качестве абразивного инструмента берут нить, которую смачивают в абразивной суспензии и протягивают вдоль канавки сверла.
Способ осуществляют следующим образом.
Нить смачивают в абразивной суспензии, состоящей из раствора алмазной пасты необходимой фракции. Таким образом шаржированную нить укладывают в канавку спирального сверла и с соответствующей
скоростью шлифования 35-45 м/с протягивают вдоль канавки сверла. При этом сверло в осевом направлении не перемещается, но поворачивается вокруг продольной оси на угол, соответствующий ширине канавки сверла. Нить, проходя по передней поверхности сверла, обеспечивает заточку режущей кромки, чем существенно повышает режущие свойства обрабатываемого сверла.
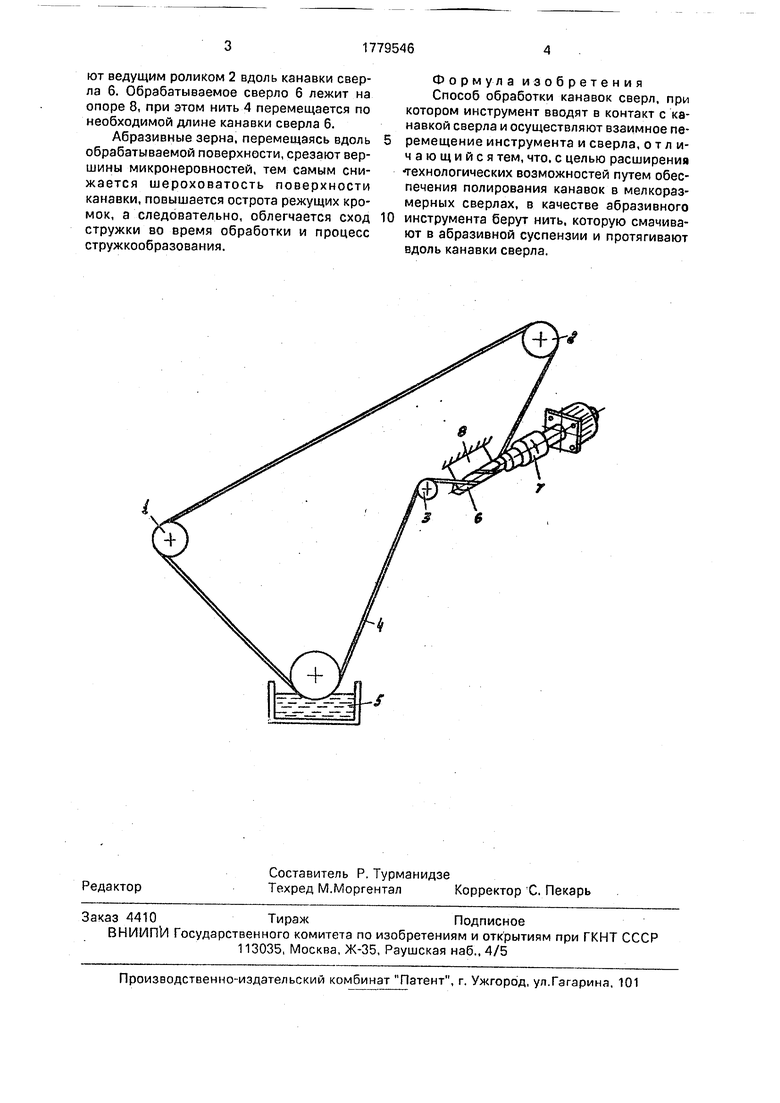
На чертеже схематично изображено устройство для осуществления способа.
Устройство состоит из натяжного подпружиненного ролика 1, ведущего ролика 2, направляющих роликов 3, нити 4 и емкости с абразивной суспензией 5. Обрабатываемое сверло 6 закреплено в приспособлении 7. Для создания опоры спиральному сверлу 6 служит опора 8.
Устройство работает следующим образом.
Нить 4, перекинутую на натяжной подпружиненный ролик 1, предварительно смачивают абразивной суспензией 5, укладывают на направляющий ролик 3 и канавки спирального сверла 6, а затем протаскива
Ё
VJ Ч
О
ел
4 О
ют ведущим роликом 2 вдоль канавки сверла 6. Обрабатываемое сверло 6 лежит на опоре 8, при этом нить 4 перемещается по необходимой длине канавки сверла 6.
Абразивные зерна, перемещаясь вдоль обрабатываемой поверхности, срезают вершины микронеровностей, тем самым снижается шероховатость поверхности канавки, повышается острота режущих кромок, а следовательно, облегчается сход стружки во время обработки и процесс стружкообразования.
Формула изобретения Способ обработки канавок сверл, при котором инструмент вводят в контакт с канавкой сверла и осуществляют взаимное перемещение инструмента и сверла, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения полирования канавок в мелкоразмерных сверлах, в качестве абразивного
инструмента берут нить, которую смачивают в абразивной суспензии и протягивают вдоль канавки сверла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования канавок в мелкозернистом спиральном сверле | 1990 |
|
SU1808655A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Сверло | 1990 |
|
SU1808507A1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Устройство для шлифования рабочих поверхностей инструмента | 1970 |
|
SU498149A1 |
| Станок для шлифования и полирования канавок спиральных сверл | 1956 |
|
SU110827A1 |
| Фреза для электродного графита и её использование в качестве торцевой фрезы для обработки оксидной керамики | 2017 |
|
RU2743504C2 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| Станок для шлифования канавок | 1978 |
|
SU1194653A1 |
Использование: для шлифования малоразмерных спиральных сверл. Сущность изобретения: нить смачивают в растворе абразивной суспензии и с большой скоростью протягивают вдоль спиральной канавки обрабатываемого сверла. 1 ил.
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 0 |
|
SU295650A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
