pit.1
00
о
00
о о со
Изобретение относится к изготовлению электрических машин, в частности токосъемников, и может быть использовано для профилирования контактных поверхностей щеток токосъемника.
Целью изобретения является повышение производительности шлифования.
На фиг.1 показано рабочее положение при профилировании контактных поверхностей щеток по кольцевым поверхностям кол- лектора токосъемника с помощью абразивной ленты на эластичной основе; на фиг.2 -сечение А-А на фиг.1.
Предлагаемый способ осуществляется следующим образом.
На вращающуюся часть 1 машины (коллектор), содержащую обработанные финишной операцией кольца 2. натягивают збразивную ленту 3 в виде чулка, имеющую эластичную основу 4. Затем подводят подпружиненные щетки 5 и вводят их поверхности, подлежащие -профилированию, в контакт с абразивной лентой 3 с зернистостью № 150 или 180. Щетки 5 посредством упругих элементов поджимают к абразивной поверхности усилием нормированного нажатия. Лента 3 может иметь вместо абразива алмазоносный слой. Как натягивание, так и стягивание абразивного .чулка выполняют с помощью честких колец 6, соединенных с с,: стйчной основой 4 абразивного, чулхл и расположенных по обе его торцовые стороны. Эластичная основа 4 содержит на сплошной подложке 7 полосковую или ворсистую часть 8. Абразивный чулок 3 соединен, например, склеиванием с подложкой 7,
0
5
0
а полосковый (ворсистой) частью 6 эластичная основа упруго обтягивает вращающуюся часть машины с контактными поверхностями колец и образуют при этом компактную цельную технологическую конструкцию.
Коллектор 1 машины вместе с абразивным чулком 3 приводят во вращательное движение. Направление движения коллектора с чулком.3 согласовано с конфигурацией щётки и направлением вращения машин. Число оборотов коллектора с абразивным чулком, необходимое для профилирования контактных поверхностей щеток, устанавливается экспериментально в зависимости от типа и размеров щеток, материала щеток типа абразива чулка, степени прижатия щеток к поверхности абразивного чулка и др. факторов и равно примерно 8-10 оборотов. После выполнения профилирования контактных поверхностей щеток их отводят от вращающейся части и снимают абразивный чулок.
Ф о р м у л а и з о б р ет е н и я Способ шлифования контактных поверхностей щеток токосъемника, при котором на коллекторе закрепляют гибкий абразивный инструмент, сообщают коллектору вра- щение и щетки поджимают к абразивному инструменту, отличающийся тем, что, с целью повышения производительности шлифования, в качестве гибкого абразивного инструмента, берут шлифовальную ленту на эластичной основе, при этом коллекторе ее размещают с натягом.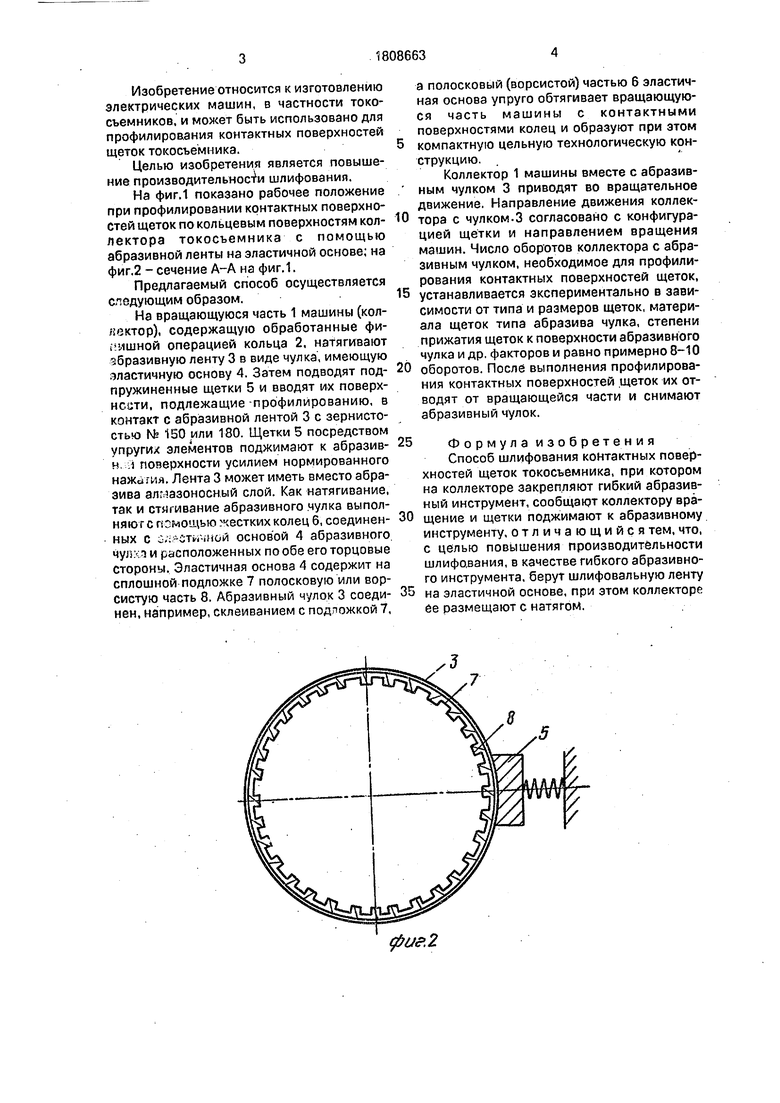
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ДНИЩА ГЛУХОГО ОТВЕРСТИЯ И СПОСОБ ШЛИФОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2014 |
|
RU2574931C1 |
| Шлифовально-полировальный инструмент | 1988 |
|
SU1618611A1 |
| СПОСОБ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2418670C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК, ИСПОЛЬЗУЕМЫЙ, В ЧАСТНОСТИ, ДЛЯ ШЛИФОВКИ ПЛОСКИХ, ВОГНУТЫХ И ВЫПУКЛЫХ ПОВЕРХНОСТЕЙ, И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2008 |
|
RU2498893C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2388587C1 |
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2389597C1 |
Использование: для профилирования контактных псйэрхностей щеток токосъемника. Сущность изобретения: на коллекторе 1 закрепляют с натягом гибкий абразивный инструмент в виде шлифовальной ленты 3 на эластичной основе 4. Щетки 5 посредством упругих элементов поджимают к абразивной поверхности ленты 3 усилием нормированного нажатия. Коллектор 1 вместе с абразивной лентой 3 приводят во вращение и шлифуют щетки 5. После выполнения профилирования контактных поверхностей щеток 5 их отводят от коллектора 1 и снимают абразивный инструмент. Затем к кольцам 2 коллектора 1 подводят с усилием щетки 5 и проверяют величину пятна контакта. 2 ил.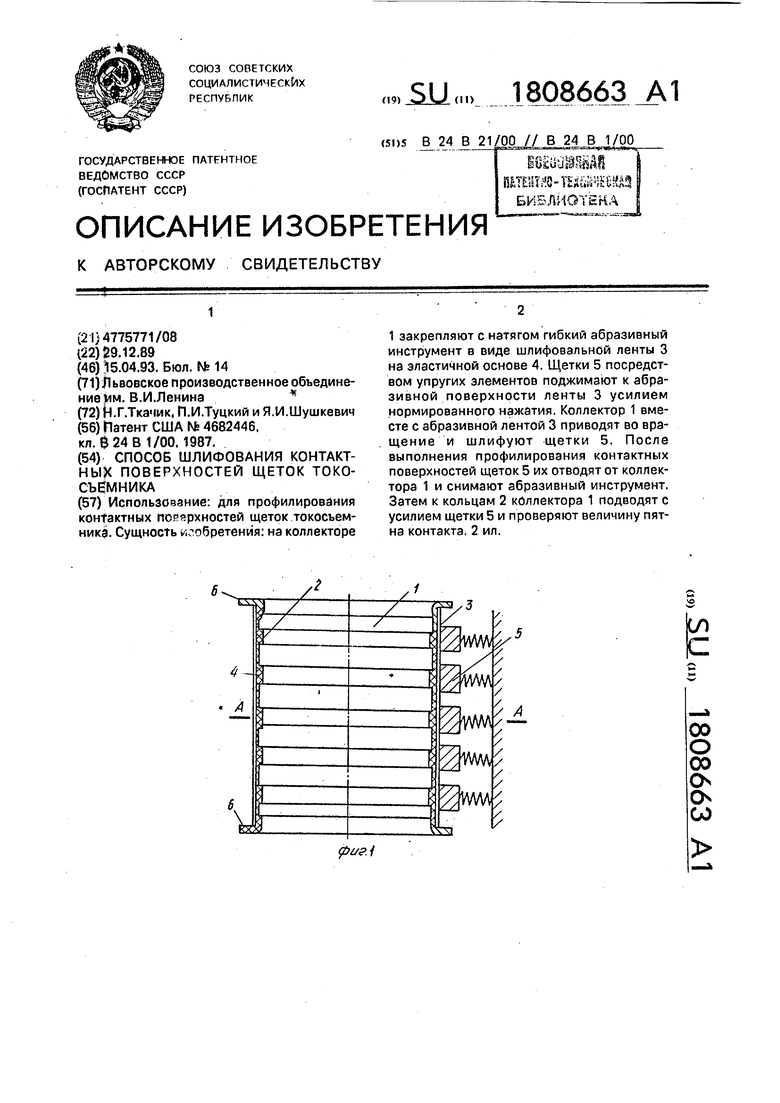
| Патент США № 4682446, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
