Изобретение относится к конструкциям абразивного инструмента, а именно к шлифовальным кругам с упругими . рабочими элементами (эластичным шлифовальным кругам), и может быть использовано в любой машиностроительной отрасли народного хозяйства.
Цель изобретения - расширение технологических возможностей путем обеспечения размерной обработки деталей.
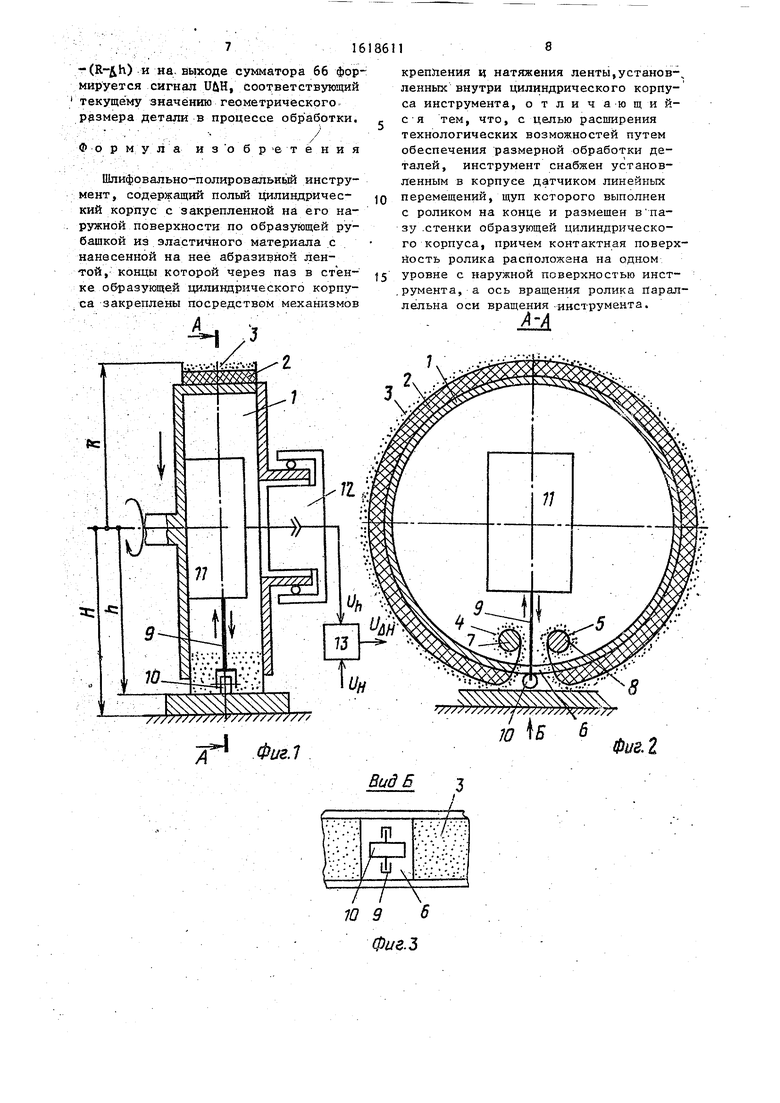
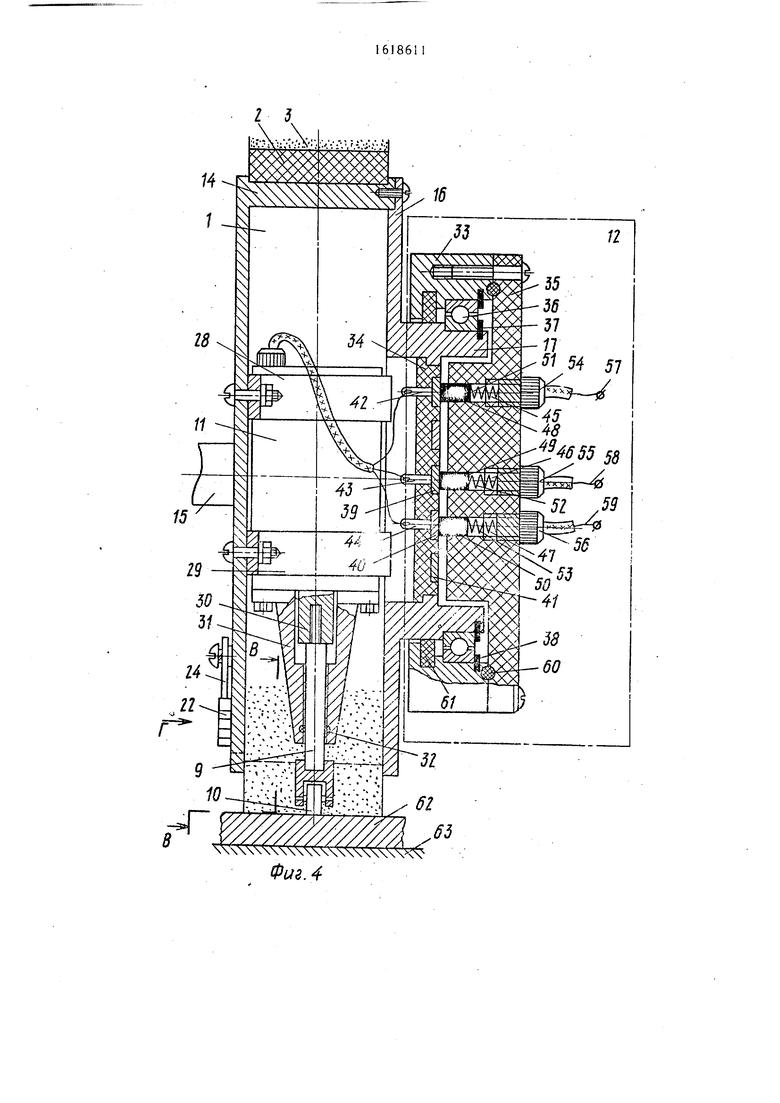
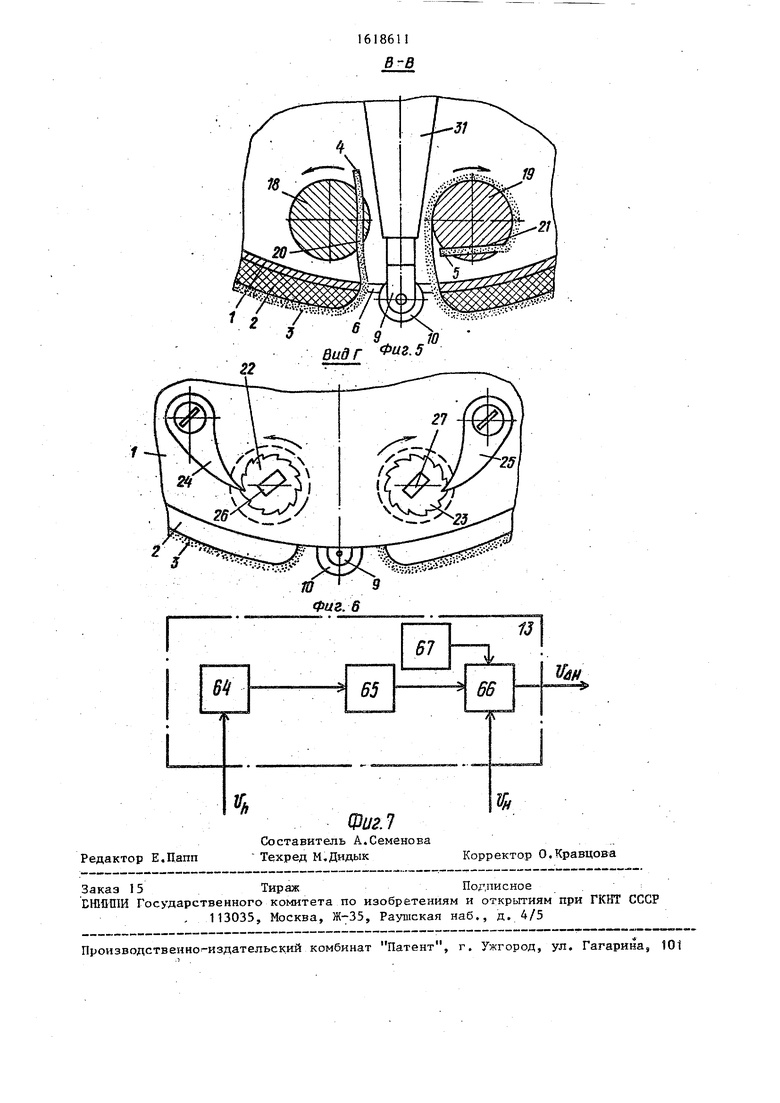
На фиг Л изображена структурно- кинематическая схема инструмента; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фкг.4 - пример конструктивного выполнения; на фиг,5 - разрез В-В на фиг.4 (конструкция механизмов крепления и натяжения абразивной, ленты); на фиг. 6 - вид Г на фиг.4; на фиг,7 - структурная схема блока измерения
Инструмент (фиг.1-3) содержит полый цилиндрический корпус I с закрепленной на его наружной поверхности по образующей.рубашкой 2 из эластичного материала, на которой располо жена абразивная лента 3, концы 4 и 5 которой пропущены через паз 6 з стенке образующей цилиндрического корпуса 1 и закреплены посредством механизмов 7 и 8 крепления и натяжения абразивной ленты, а также измерительный щуп 9 с контактным роликом 10, датчик 1 линейных перемещений,коллекторный блок 2 и блок 13 измерения. Датчик 11 линейных перемещений расположен внутри полого цилиндрического корпуса 1. Измерительный
.щуп 9 установлен с возможностью его возвратно-поступательного движения внутри полого цилиндрического корпуса так, что его продольная ось совмещена с осью симметрии корпуса 1, перпендикулярной оси врашения эластичного шлифовального инструмента.
tfSOSRI Ъаа,
А,
-Измерительный щуп 9 кинематически связан одним концом с входом датчи- ка 11 линейных перемещений, а другим - с осью вращения контактного ролика 10, контактная поверхность которого расположена на одном уровне с наружной поверхностью инструмента (поверхностью абразивной ленты 3), а плоскость вращения контактного ролика 10 совмещена с плоскостью вращения шлифовального инструмента. Выход датчика 11 линейных перемеще- ний-соединен с сигнальным входом бло- ка 13 измерения через коллектор.ный блок 12, размещенный на корпусе 1 эластичного шлифовального инструмента. Датчик 11 линейных перемещений выполнен в виде индуктивного датчика, а коллекторный блок 12 - в виде скользящего контактного электричес- .к-ого соединения выхода индуктивного датчика 11 с входом блока 13 измереi.-НИЯ.
Техническая реализация предлагав- мого эластичного шлифовального инструмента может быть выполнена, напри- мер, следующим образом.
Полый цилиндрический корпус 1 (фиг. 3-5) выполнен разъемным и содежит соединенные друг с другом цилиндрический стакан 14с соосным цилиндрическим хвостовиком 15 и кольцо 16 с односторонне расположенной соосной полой ступицей 17. В образующей цилиндрического стакана 14 выполнен паз 6 установки измерительного шу- па 9. :. .
Механизмы 7 и 8 крепления и натяжения абразивной ленты могут быть выполнены однотипно, например, в виде храповых механизмов, содержащих катушки 18 и 19 с пазами 20 и 21, в которые вставляются концы 4 и 5 абразивной ленты 3, храповые колеса 22 и 23, соосно скрепленные с..катушками 18 и 19, а также подпружиненные стопорные собачки 24 и 25. Для удобства натяжения абразивной ленты 3 катушки 13 и 19 имеют фигурные отверстия 26 и 27 под специальный ключ посредством которого осуществляется наматывание ленты 3 на катушки 18 и 19.
Датчик 11 линейных перемещений предназначен для измерения линейного положения обрабатываемой поверхности детали 62 (фиг.4) относительно центра .шлифовального -инструмента.
0
5
В качестве-датчика 11 линейных перемещений может быть применен датчик, использующий любой физический принцип преобразования линейных перемещений в удобный для дальнейшей обработки сигнал (например, электрический) . Датчик 11 линейных перемещений размещен внутри полого цилиндрического корпуса 1 и посредством держателей 28 и 29 жестко связай с цилиндрическим стаканом 14. В шток 30 датчика 11 (его вход) ввинчен одним концом измерительный щуп 9,который установлен в направляющей 31, . прикрепленной к корпусу датчика И линейных перемещений. -Другой конец измерительного щупа 9 соединен с осью вращения контактного ролика 10. Для предотвращения попадания пыли в датчик 11 направляющая 31 снабжена защитными манжетами 32.
Коллекторный блок 12 (фиг.4) предназначен для скользящей контактной электрической связи датчика 11 линейных перемещений с сигнальным входом блока 13 измерения и с внешним источником питания датчика 11. Коллекторный блок 12 содержит корпус 33,кол- .лекторную пластину 34 и щеткодержатель 35. Корпус установлен в подшипнике 36 на полой ступице 17. Положение корпуса 33 на ступице 17 фиксируется стопорными кольцами 37 и 38.Коллекторная пластина 34 выполнена из диэлектрического материала, например гетинакса, и имеет концентрические контактные кольца 39-41 с контактными лепестками 42-44. Коллекторная пластина 34 жестко закреплена внутри полой ступицы 17 соосно. с ней. Шет- кодержатель 35 выполнен из дйэлект- рического материала, например гети- 5 накса, и жестко закреплен на корпусе 33. Щеткодержатель 35 имеет гнезда 45-47, в которые вставляются контактные щетки 48-50. Для обеспечения надежного контакта щеток 43-50 с соответствующими контактными кольцами. . .. . 39-41 щетки 48-50 подпружиниваются ,пружинами 51-53 контактных наконечников 54-56 проводов 57-59. Контакт-, ные наконечники 54-56 ввинчиваются в гнезда 45-47. Для исключения попадания пыли через разъемные соединения внутрь коллекторного блока 12 служат пылезащитные уплотнительные кольца 60 и 6 . -К ко нтактным лепест0
5
0
0
5
кам 42-44 припаяны соответственно провода датчика 11 линейных перемещений, а именно два провода питания датчика 11 и провод сигнального выхода датчика 11. При вращении эластичного шлифовального инструмента вокруг оси вращения относительно кор пуса 33 коллекторного блока 12 имеет место скользящее контактное соединение контактных колец 39-41 с соответствующими контактными щетками 48-50.
Блок 13 измерения предназначен для определения текущей координаты обрабатываемой поверхности детали 62 относительно базовой линии 63 (например, линии стола крепления детали 62). Блок 13 измерения.содержит последовательно соединенные усилитель 64, пик-детектор 65 и сумматор 66, а также задатчик 67 наружного радиуса инструмента. Первый сигнальный вход блока 13 измерения является входом усилителя 64. Второй сигнальный вход блока 13 измерения соединен с вторым входом сумматора 66, третий вход которого подключен к выходу задатчика 67 наружного радиуса, а выход является выходом блока 13 измерения. Первый сигнальный вход блока 13 измерения, является входом усилителя 64. Второй сигнал ный вход блока 13 измерения соединен с вторым входом сумматора 66,вы- ход которого является выходом блока 13 измерения.
Инструмент- работает следующим образом,
Абразивная лента 3 устанавливается на поверхность эластичной рубашки 2, а концы .4 и 5 ленты заводятся через паз 6 в стенке образующей цилиндрического корпуса 1 соответственно в пазы 20 и 2 катушки 18 и 19 механизмов 7 и 8 крепления и натяжения (Лиг.4 и 5). Посредством наматывания концов 4 и. 5 абразивной.лен- ты 3 соответственно на катушки 13 и 19 (фиг.5) производится ее натяжение Процесс обработки деталей предлагаемым инструментом производится обычным образом, а именно посредством придания инструменту двух движений - вращательного вокруг, оси и поступательного в направлении поверхности обработки..Инструмент закрепляется цилиндрическим хвостовиком 15 в шпин1 деле шлифовального станка. При этом
186116
корпус 33 коллекторного блока жестко соединяется с суппортом поперечной подачи инструмента так, что при вращении инструмента вокруг сво- ей оси корпус 33 остается неподвижным.
В процессе шлифования периодически (с периодом, равным одному оборо-
Ю ту инструмента) контактный ролик 10 измерительного щупа 9 находится в контакте с обрабатываемой поверхностью детали 62. Перемещение Дп измерительного щупа 9, вызванное
15 изменением геометрических размеров детали 62 в результате обработки и упругими деформациями эластичной рубашки 2, преобразовывается датчиком; 11 линейных перемещений в электри20 ческий сигнал Uu.li, который соответствует текущей координате h R-Ah центра инструмента относительно об- рабатываемой поверхности детали 62 (фиг.4), где R - наружный радиус ин25 струмента; h - величина перемещения измерительного щупа 9.
Далее сигнал UAh с выхода датчика 11 линейных перемещений через контактную цепь коллекторного блока 12,
30 .образованную контактным лепестком 44 , контактным кольцом 41, щеткой 50, пружиной 53, наконечником 56 и проводом 595 поступает на сигнальный вход блока 13 измерения. В последнем (фиг.7) сигнал U&h поступает на вход усилителя,64, в котором усиливается по напряжению и поступает на вхо,п пик-детектора 65, выделяющего максимальное значение сигнала Ufih,- которое соответствует значению координаты центра инструмента h относительно обрабатываемой поверхности детали 62, отсчитываемой по нормали. к обрабатываемой поверхности.Далее сигнал Dull с выхода пик-детектора 65 поступает н.а первый вход сумматора 66, на второй вход которого поступает сигнал Uj,, соответствующий координате Н центра инструмента относи50 тельно базовой линии 63 (например, поверхности стола станка, на котором закреплена деталь), На третий вход . сумматора 66 поступает сигнал 11 с выхода задатчика 67 наружного радиусе са, соответствующий величине наружного радиуса эластичного шлифовального инструмента. В сумматоре 66 осуществляется алгебраическая операция определения разности Цц - (U -UJih) H35
40
45
/у//////////
% Фиг.1
///////////4//// f///}t}//y/7s
Ю В б
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для установки шлифовального круга на размер | 1974 |
|
SU567587A1 |
| СПОСОБ УПРАВЛЕНИЯ ТОЧНОСТЬЮ МНОГОПРОХОДНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2082584C1 |
| Способ управления станком для ленточного шлифования полосового проката | 1990 |
|
SU1798140A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Способ управления шлифовальным станком | 1986 |
|
SU1444137A1 |
| Способ управления станком для ленточного шлифования полосового проката | 1990 |
|
SU1798139A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1997 |
|
RU2133448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЗАГОТОВКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2674358C1 |
Изобретение относится к конструкциям абразивного инструмента, а именно к шлифовальным кругам с упру гими рабочими элементами (эластичным шлифовальным кругом), и может быть использовано в любой машиностроительной отрасли народного хозяйства. Целью изобретения является расширение технологических возможностей инструмента путем обеспечения размерной обработки деталей. Для этого в инструмент, измеряющий в процес- .се шлифования геометрические размеры детали, введены измерительный щуп с контактным роликом, датчик линейных перемещений, коллекторный блок и блок измерения. 7 нл.
Вид Б
фиг.З
w
С 2
9 10 Вид Г фМ-5
5вс
Ю 9 Фиг. 6
1618611
в-в
| Шлифовально-полировальный инструмент | 1982 |
|
SU1021587A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
