Изобретение относится к обработке изделий в вакууме.
Изобретение поясняется фиг. 1-7.
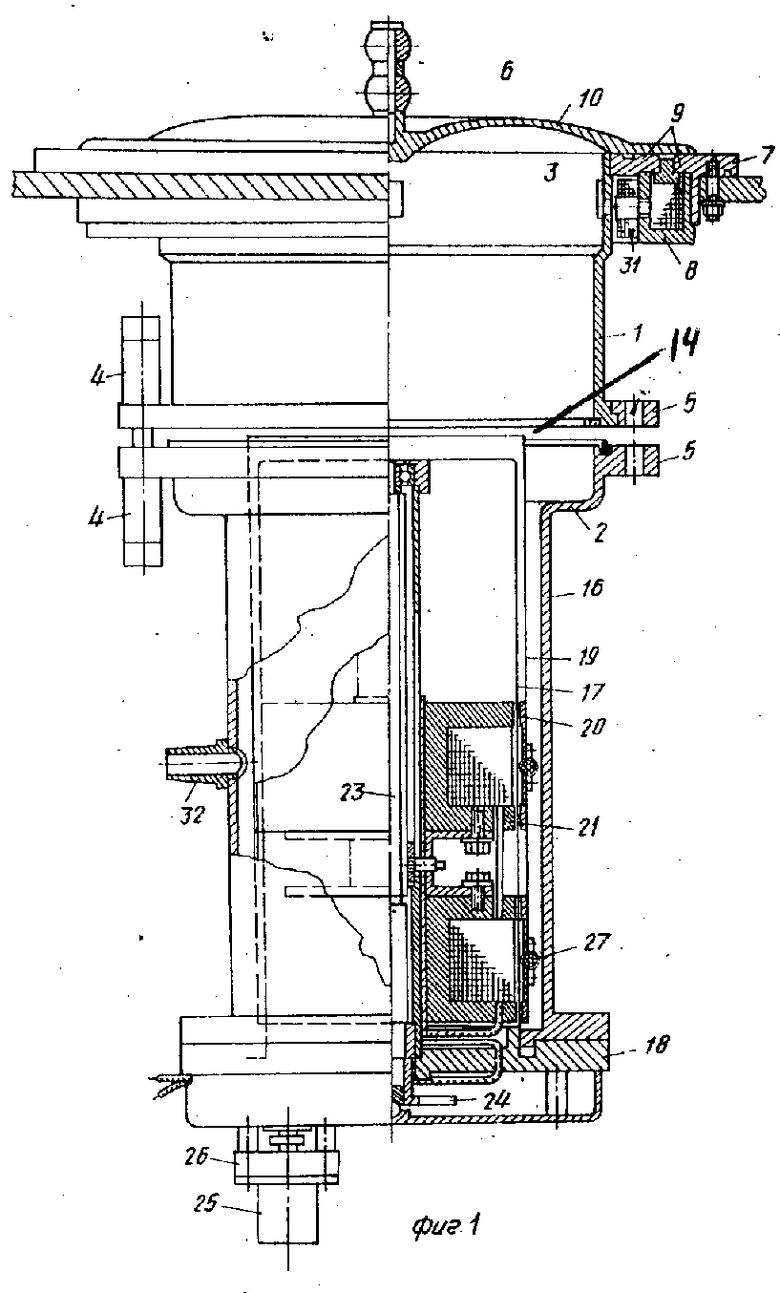
Устройство для обработки изделий в вакууме содержит шлюз-накопитель, выполненный в виде разъемного корпуса, состоящего из загрузочной 1 и приводной 2 частей, образующих общую герметичную автономно откачиваемую полость 3 шлюза-накопителя. Загрузочная и приводная части корпуса соединены с помощью подпружиненного цилиндрического шарнира 4, укрепленного на их фланцах 5 с возможностью поворота приводной части 2 корпуса в плоскости, перпендикулярной оси шлюза-накопителя.
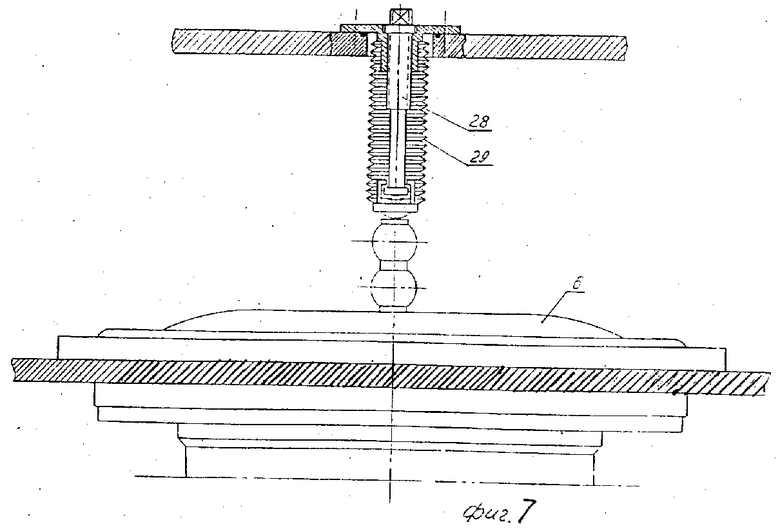
Для присоединения шлюза-накопителя к рабочему технологическому объему 6 служит фланец 7 с укрепленным на нем, по меньшей мере одним, расположенным вне герметизированной полости шлюза-накопителя, электромагнитом 8 с полюсами 9, взаимодействующими с крышкой 10, свободно-подвижно установленной в рабочем технологическом объеме 6 с возможностью герметичного разделения этого объема с герметичной полостью 3 шлюза-накопителя, с помощью расположенного в рабочем технологическом объеме 6 манипулятора (не показан).
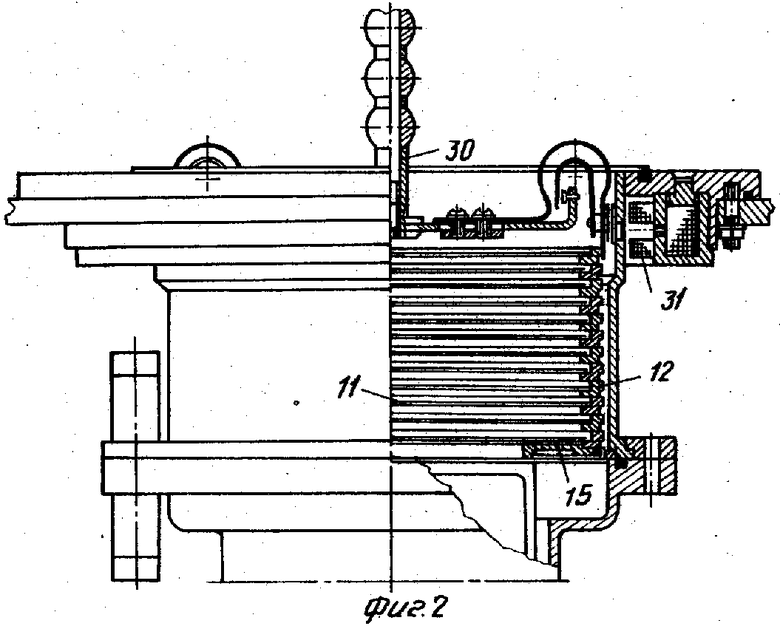
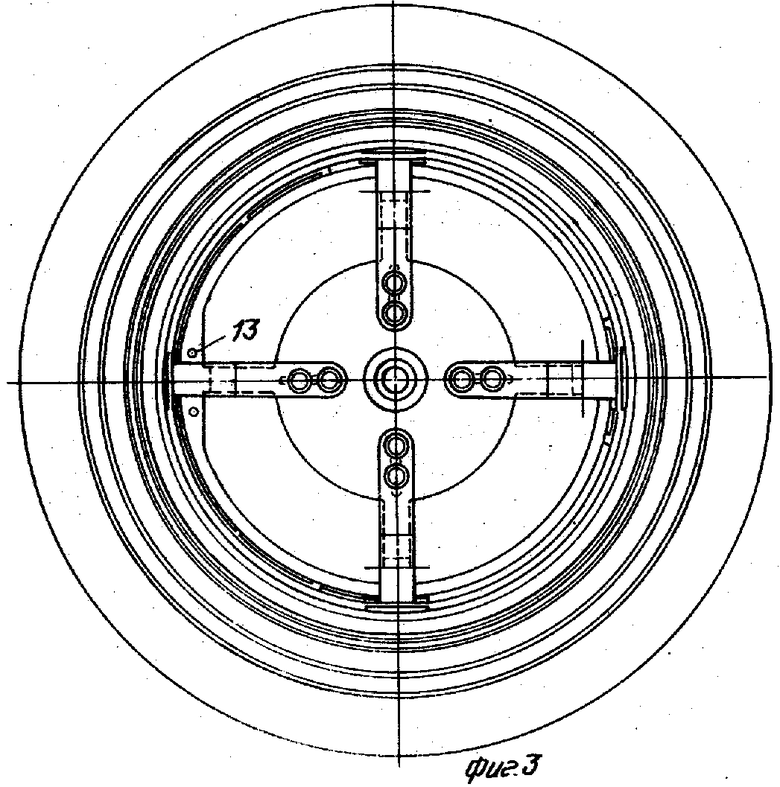
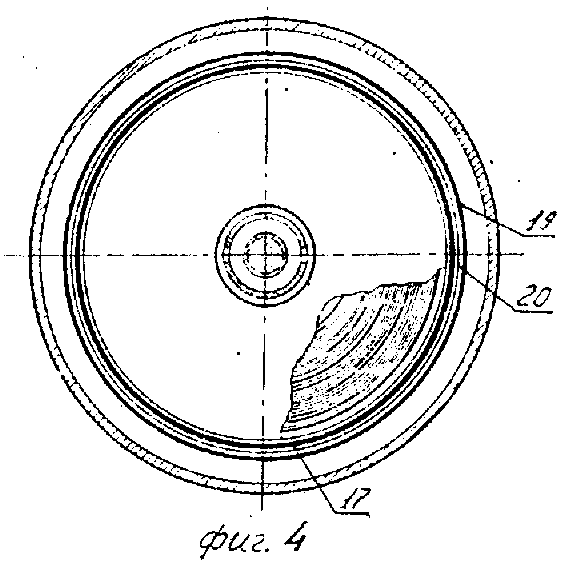
Обрабатываемые в вакууме изделия, например большие или сверхбольшие интегральные схемы 11, укреплены в спутниках 12, а для их пакетирования и последующей установки пакета в загрузочную часть 1 корпуса шлюза-накопителя на спутниках 12 имеются фиксирующие штифты 13, а на внутренней стороне верхнего (по чертежу) фланца 5 укреплено опорное кольцо 14 с внутренними выступами, на которые устанавливается базовый фланец 15 с пакетом изделий, укрепленных в спутниках 12.
Кольцевая полость приводной части 2 корпуса ограничена стенкой 16 и, не экранирующей действия магнитного поля, тонкой стенкой 17, принадлежащей стакану с донышком в верхней (по чертежу) его части, и отбортовкой в нижней, служащей для герметичного закрепления стакана на нижнем (глухом) фланце 18 приводной части корпуса шлюза-накопителя.
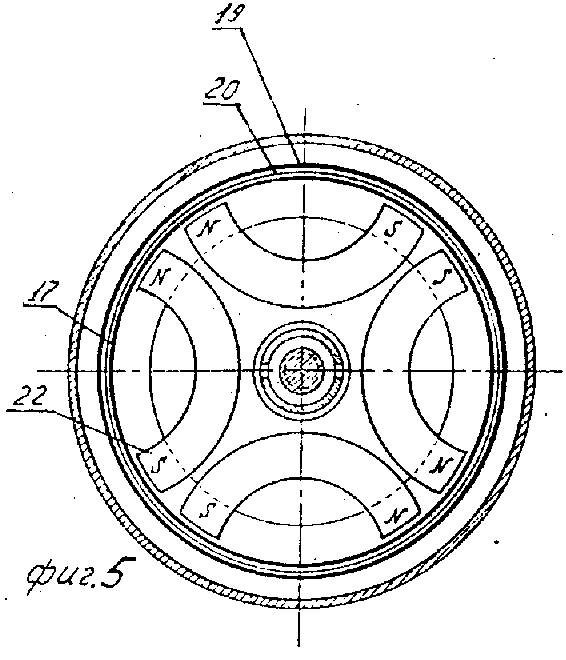
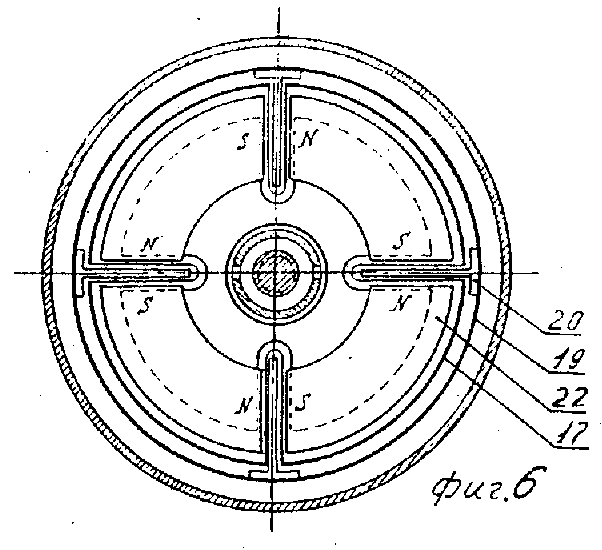
В кольцевой полости приводной части 2 корпуса помещен механизм групповой подачи изделий ( укрепленных в спутниках 12 ) на разгрузочно-загрузочную позицию, выполненный в виде свободно-подвижного патрубка 19 с укрепленными на нем ферромагнитными элементами 20, взаимодействующими с полюсами электромагнитов 21 или постоянных магнитов 22, расположенных вне герметизированной полости шлюза-накопителя и имеющих возможность перемещения вдоль его оси посредством винтового 23 и мальтийского 24 механизмов, приводимых в движение электродвигателем 25 с встроенным в него редуктором числа оборотов 26 или шаговым электродвигателем (не показан).
Для исключения соприкосновения ферромагнитных элементов 20 с тонкой стенкой 17 на свободно-подвижном патрубке 19 укреплены ограничительные ролики 27, выполненные в виде шарикоподшипников, а для гарантированного удерживания крышки 10 в закрытом положении, при аварийном выключении электромагнита 8, предусмотрен винтовой запорный механизм 28, герметизированный сильфоном 29.
Для управляющего взаимодействия в плавающим захватом 30, поочередно подводимым на разгрузочно-загрузочную позицию к спутникам 12, в зоне расположения электромагнита 8 имеются дополнительные (управляющие) электромагниты 31, а для соединения полости шлюза-накопителя со средствами автономной откачки полости шлюза-накопителя предусмотрен штуцер 32.
Процесс загрузки и шлюзования изделий, например пластин больших и сверхбольших интегральных схем, происходит следующим образом.
При герметично закрытом положении крышки 10 (электромагнит 8 включен) разгерметизируют и отводят приводную часть 2 корпуса шлюза-накопителя в плоскости перпендикулярной его оси на угол 180о. Затем спутники 12 с предварительно укрепленными в них пластинами интегральных схем 11 собирают в пакет с помощью фиксирующих штифтов 13 на базовом фланце 15 и устанавливают его в загрузочную часть 1 корпуса на опорное кольцо 14, используя имеющиеся на его внутренней стороне выступы, после чего, снова, путем поворота на 180о приводной части 2 корпуса, совмещают ее соосно с загрузочной частью 1 корпуса и после герметичной стыковки загрузочной и приводной частей корпуса не производят автономную откачку образованной таким образом общей полости шлюза-накопителя.
По завершении автономной откачки электромагнит 8 выключают и, с помощью манипулятора, расположенного в рабочем технологическом объеме, крышку 10 отводят в открытое положение. После этого, с помощью того же или другого манипулятора, расположенного в рабочем технологическом объеме, на разгрузочно-загрузочную позицию подводится плавающий захват 30 и, путем включения, а затем выключения электромагнитов 31, плавающий захват 30 надежно соединяется с крайним верхним (в пакете) спутником 12 и манипулятор переносит его вместе с укрепленным в нем изделием на другую рабочую или промежуточную позицию или передает другому аналогичному манипулятору для дальнейшей транспортировки вместе с плавающим захватом.
Процесс выгрузки и вышлюзовывания спутников с укрепленными в них изделиями происходит аналогичным образом в обратной последовательности.
Отсутствие пар трения скольжения и сведение к предельному минимуму пар трения качения в механизме групповой подачи изделий на разгрузочно-загрузочную позицию, а также исключение необходимости вакуумного затвора в зоне соединения полости шлюза-накопителя, упрощает конструкцию и повышает надежность описываемого устройства в целом, при этом повышается выход годных и качество обрабатываемых в вакууме изделий благодаря улучшению спектра остаточных газов технологической среды. (56) Авторское свидетельство СССР N 1609199, кл. С 23 С 14/56, 1988.
Авторское свидетельство СССР N 1584439, кл. С 23 С 14/56, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный перегрузчик | 1986 |
|
SU1321980A1 |
| УСТРОЙСТВО ОСАЖДЕНИЯ СЛОЕВ ИЗ ГАЗОВОЙ ФАЗЫ | 1991 |
|
RU2014670C1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| АППАРАТ ДЛЯ ПРИГОТОВЛЕНИЯ СТЕРИЛЬНЫХ МАЗЕЙ | 2000 |
|
RU2183952C2 |
| Устройство для распаковки из спутников-носителей микросхем,преимущественно с выводами из магнитного материала | 1983 |
|
SU1127029A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ ИЗДЕЛИЙ В ВАКУУМЕ | 1985 |
|
SU1340230A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ МАЛОВЯЗКИХ ВЗРЫВЧАТЫХ СМЕСЕЙ И ЗАЛИВКИ ИМИ БОЕПРИПАСОВ БЕСКУСКОВЫМ ИЛИ ВАКУУМ-КУСКОВЫМ СПОСОБАМИ | 1966 |
|
SU1841114A1 |
| СПОСОБ ПЕРЕГРУЗКИ ТОПЛИВА АТОМНОЙ СТАНЦИИ ДЛЯ ДОЖИГАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323493C1 |
| СИСТЕМА ГЕРМЕТИЧНОГО КОНДИЦИОНИРОВАНИЯ ЗОЛЬНОГО ОСТАТКА ОТ СЖИГАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2024 |
|
RU2825890C1 |
Изобретение относится к устройствам, предназначенным для автоматического шлюзования изделий, преимущественно плоской формы. Сущность изобретения заключается в том, что собранные в пакет изделия закрепляют в спутниках и размещают в объемном корпусе шлюза со стороны, противоположной разъему относительно механизма подачи изделий, а прижим крышки шлюза и подача изделий осуществляется посредством магнитной связи, причем крышка снабжена хвостовиком, позволяющим одновременное ее взаимодействие по меньшей мере с двумя манипуляторами перегрузки. 7 ил.
