(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2403998C1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Способ горячей прокатки листов | 1986 |
|
SU1359022A1 |
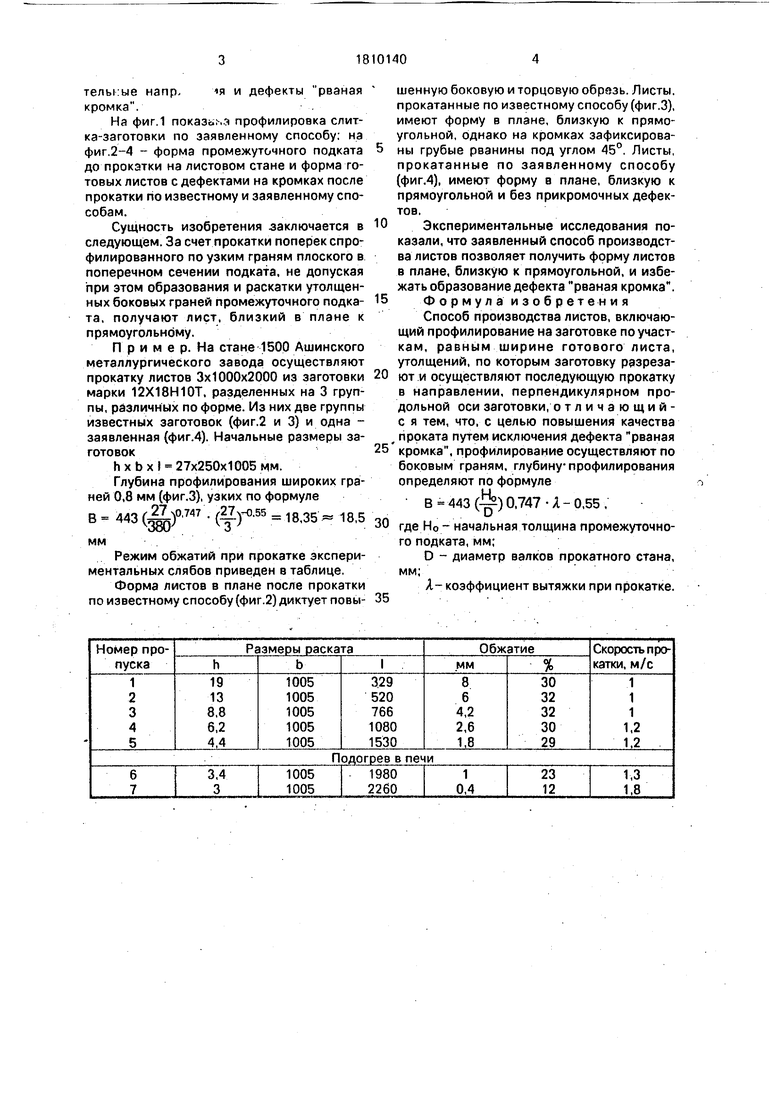
Использование: прокатное производство может быть использовано при производстве листа. Сущность изобретения: на промежуточном подкате, получаемом на обжимном стане вертикальными валками, профилируют боковые грани каждого участка, равного ширине соответствующего готового листа. Глубину профилирования оп ределя ют в соответствии с математическим выражением. После профилирования по образованным утолщениям заготовку разрезают и осуществляют последующую прокатку, в направлении, перпендикулярном продольной оси заготовки, Такой способ профилирования позволяет при поперечной прокатке сформировать боковые грани прямоугольной формы и предотвратить трещинробразование на кромках. 4 ил. 1 табл.
Изобретение относится к листопрокатному производству и может быть использовано на листовом стане, дополненном обжимным станом с вертикальными валка- ми, либо комплексом1 слябовых МНЛЗ.
Цель изобретения - повышение качества проката путем исключения дефекта рваная кромка при прокатке листов.
Поставленная цель достигается тем, что в способе производства листов, включающем профилирование на заготовке по участкам, равным ширине готового листа,. утолщений, по которым заготовку разрезают и осуществляют последующую прокатку в направлении, перпендикулярном продольной оси заготовки, профилирование осуществляют по боковым граням, при этом глубину профилирования определяют по формуле
В 443 (f747- 55 ,
где Но - начальная толщина промежуточного подката, мм;
D - диаметр валков прокатного стана, мм; .
Я- коэффициент вытяжки при прокатке.
Этот способ производства листов обеспечивает такую же форму раската как и прототип, но качество проката повышается за счет исключения дефекта рваная кромка. Это происходит в результате благоприятных условий деформации прикромочных участков раската в горизонтальных валках. При использовании способа - прототипа прикромочные участки раската имеют увеличенную толщину по сравнению со средней частью раската, что при деформации в горизонтальных валках вызывает дополни00
о
2 о
телькые напр, чя и дефекты рваная кромка.
На фиг.1 показо.э профилировка слитка-заготовки по заявленному способу: на фиг.2-4 - форма промежуточного подката до прокатки на листовом стане и форма готовых листов с дефектами на кромках после прокатки по известному и заявленному способам.
Сущность изобретения заключается в следующем. За счет прокатки поперек спрофилированного по узким граням плоского в поперечном сечении подката, не допуская при этом образования и раскатки утолщенных боковых граней промежуточного подката, получают лист, близкий в плане к прямоугольному.
П р и м е р. На стане 1500 Ашинского металлургического завода осуществляют прокатку листов 3x1000x2000 из заготовки марки 12Х18Н10Т, разделенных на 3 группы, различных по форме. Из них две группы известных заготовок (фиг.2 и 3) и одна - заявленная (фиг.4). Начальные размеры заготовок
hxbx 1 27x250x1005 мм.
Глубина профилирования широких граней 0,8 мм (фиг.З), узких по формуле
В- ЛУ11 ( лО.747. /27у0.55 - о ос лас
НтРГУVT/ - lo,JD lO,O
MM
Режим обжатий при прокатке экспериментальных слябов приведен в таблице.
Форма листов в плане после прокатки по известному способу (фиг.2) диктует повы0
5
0
5
0
5
шенную боковую и торцовую оброзь. Листы, прокатанные по известному способу (фиг.З), имеют форму в плане, близкую к прямоугольной, однако на кромках зафиксированы грубые рванины под углом 45°. Листы, прокатанные по заявленному способу (фиг.4), имеют форму в плане, близкую к прямоугольной и без прикромочных дефектов.
Экспериментальные исследования показали, что заявленный способ производства листов позволяет получить форму листов в плане, близкую к прямоугольной, и избежать образование дефекта рваная кромка. Формулаизобретения Способ производства листов, включающий профилирование на заготовке по участкам, равным ширине готового листа, утолщений, по которым заготовку разрезают и осуществляют последующую прокатку в направлении, перпендикулярном продольной оси заготовки, о тличающий- с я тем, что. с целью повышения качества г проката путем исключения дефекта рваная кромка, профилирование осуществляют по боковым граням, глубину профилирования определяют по формуле
в -443()0,747 -А-0,55,
где Но - начальная толщина промежуточного подката, мм;
О - диаметр валков прокатного стана, мм;
А- коэффициент вытяжки при прокатке.
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТЫХ ЛИСТОВ МЕТАЛЛА ПРОКАТКОЙ | 0 |
|
SU186950A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
