Изобретение относится к волочильному производству, в частности к производству проволоки из сплава олово-свинец, композиционной трубки из сплава олово-свинец с одним или пятью каналами, заполненными канифолью.
Цель изобретения - повышение производительности за счет снижения обрывности.
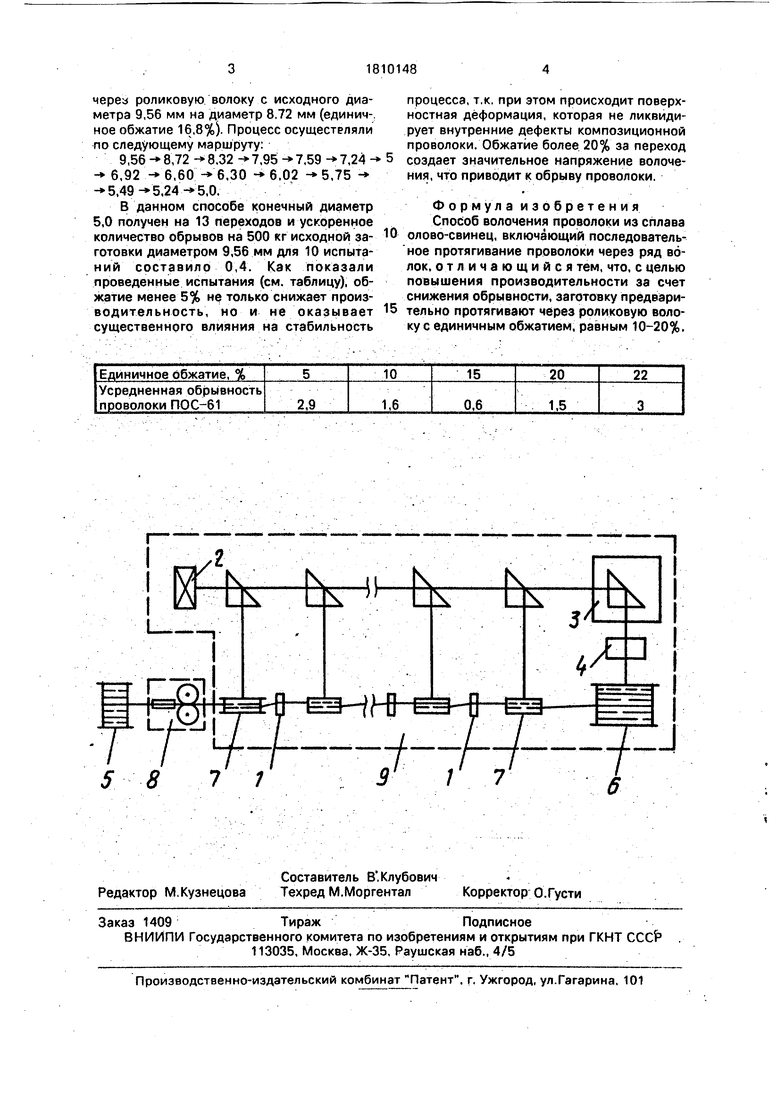
На чертеже представлена схема реализации заявляемого способа, где 1 - волоки, 2 - двигатель, 3 - коробка скоростей, 4 - автоматический регулятор скоро- ,сти, 5-отдающая катушка, 6-приемная катушка, 7 - тяговая шайба, 8 - роликовая волока, 9 - стан многократного волочения.
Способ осуществляют следующим образом.
Заготовку проволоки из сплава олово- свинец, полученную методом холодного или горячего прессования через одно-или многоручьевые матрицы,.перед многократным волочением предварительно протягивают через роликовую волокгу с единичным обжатием, равным 10-20%. Затем проволоку подают на стан многократного волочения, где последовательно протягивают ее через
ряд волок до получения необходимого конечного диаметра.
П р е р 1 (сравнительный). Композиционную проволоку ПОС-61, соответствующей требованиям ГОСТ .21931-76, последовательно протягивали через ряд во-, лок с исходной заготовки диаметром 9,56 мм на конечный диаметр 5,0 мм с единичным обжатием за переход, равным 8,85% в режиме мокрого волочения. В качестве.сма- зочно-охлаждающей жидкости использовали эмульсию Эфирин. Протягивание осуществляли через твердосплавные волоки на стане многократного волочения со скольжением, Волочение осуществляли по следующему маршруту:
9,56 ,13 - 8,72- 8,,95- 7,59 - 7,24 - 6,92 - 6,60 - 6,30 6,02 5,75 -.
,49 - 5,24 5,0. В данном способе конечный диаметр 5,0 мм получен за 14 пере- ходов.Усредненное количество обрывов на 500 кг исходной заготовки диаметром 9,56 мм для ТО испытаний составило 3.
П р и м е р 2. режимы процесса аналогичны режимам, указанным, в примере 1. Вместо двух первых переходов 9,56
- 9,13 - 8,72 осуществляли протягивание
СО
о
Ј
00
через роликовую волоку с исходного диаметра 9,56 мм на диаметр 8.72 мм (единимное обжатие 16,8%}. Процесс осущестеляли по следующему маршруту:
9,56 - 8,72 - 8,32 - 7,95 - 7,59 - 7,24 6,92 - 6,60 - 6.30 .02 ,75 -
- 5,49 5.24- 5,0.
В данном способе конечный диаметр 5,0 получен на 13 переходов и ускоренное количество обрывов на 500 кг исходной заготовки диаметром 9,56 мм для 10 испытаний составило 0,4. Как показали проведенные испытания (см. таблицу), обжатие менее 5% не только снижает производительность, но и не оказывает существенного влияния на стабильность
0
5
процесса, т.к. при этом происходит поверхностная деформация, которая не ликвидирует внутренние дефекты композиционной проволоки. Обжатие более 20% за переход создает значительное напряжение волочения, что приводит к обрыву проволоки.
Формулаизобретения Способ волочения проволоки из сплава олово-свинец, включающий последовательное протягивание проволоки через ряд волок, отличающийся тем, что, с целью повышения производительности за счет снижения обрывности, заготовку предварительно протягивают через роликовую волоку с единичным обжатием, равным 10-20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многократного волочения композиционной проволоки преимущественно из сплава олово-свинец | 1991 |
|
SU1810147A1 |
| Способ волочения проволоки | 1986 |
|
SU1491598A1 |
| Волока для деформации изделий преимущественно из свинцово-оловянистых сплавов | 1991 |
|
SU1810151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Способ изготовления микропроволоки в пучке | 1990 |
|
SU1733147A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| Способ многократного волочения проволоки из сплавов на основе алюминия | 1988 |
|
SU1538944A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
Сущность изобретения. Заготовку сначала протягивают через роликовую волоку с единичным.обжатием, равным 10-20%, а затем осуществляют протягивание через ряд монолитных волок. 1 ил. 1 табл. .
| Способ волочения проволоки | 1986 |
|
SU1491598A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
