Изобретение относится к всшочиль- ному производству, в частности к производству композиционной проволоки из сплавов олово-свинец.
Цель изобретения - повышение выхода годного путем предотвращения от- рывности проволоки и уменьшение неравномерности деформации.
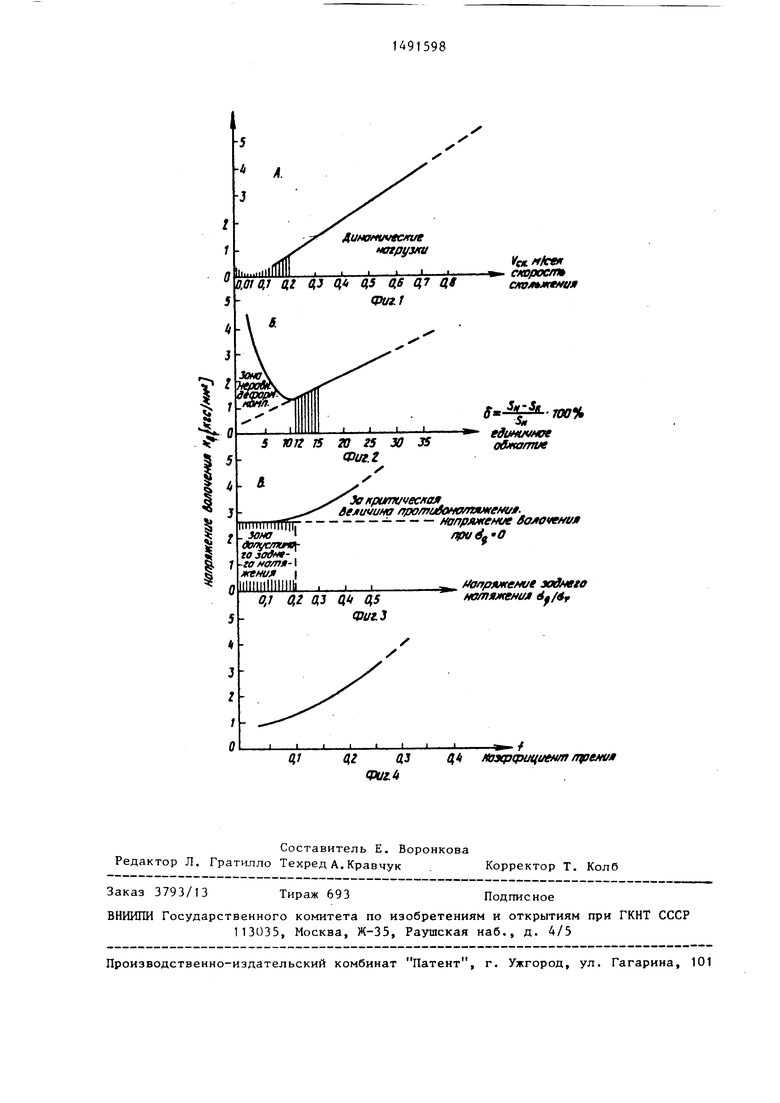
На фиг. 1 изображен график зависимости напряжения волочения от скорости скольжения; на фиг.2 - график зависимости величины напряжения волочения от
, единичного обжатия; на фиг.З - график зависимости величины напряжения волочения от напряжения заднего натяжения; на фиг. 4 - график зависимости напряжения волочения от коэффициента трения.
Способ осуществляют следующим образом.
Композиционная проволока представ- ляет собой трубку из сплава олово-свинец, заполненную канифолью, или матрицу из того же сплава, в которой
со
:л
эо
распапожено несколько жил канифоли. Проволока обладает низкой прочностью (f,- 3-5 кгс/мм), высокоуЧ пластичностью (о 25-67%) и высоким коэффиилентом трения в очаге деформации (f 0,12) и неоднородностью прочностных свойств сплава олово- свинец и канифоли.
качестве смазки сухого мыльного по- ронжа .
Пример. Заготовку диаметром 10 мм, полученную на прессе, прокатывали на непрерывном многоклетевом стане до диаметра 3,0 мм, затем осу ществляли волочение на восемнадцати кратном волочильном стане со скольВолочение композиционной проволоки,,, жением по следующему маршруту: 3,02,80-2,60-2,40-2,22-2,05-1,90-1,75- 1,62,-1,50-1,40-1,28-1,18-1,09-1,00 0,93-0,86-0,79-0,73-0,68-0,63-0,58- 0,54-0,50-0,46-0,43-0,40, - при скорости волочения 1,7 м/с. Приведенный маршрут рассчитан из условия единичных обжатий в пределах 12-15% Величина скольжения 0,01-0,2 м/с. В качестве инструмента для волочения в режиме гидродинамического трения использовали волоку из твердого спл ва ВКб с углом рабочего конуса 2й(, 14-16 и калибрующим пояском выс той h 0,1-0,3 его диаметра. В качестве технологической смазки испол зовали сухой мьшьный порошок.
из сплавов олово-свинец осуществляют на стане многократного волочения со скольжением.
Величина единичного обжатия за переход составляет 12-15%.
Как показали проведенные испытания (фиг, 2), обжатие менее 12% не только снижает производительность, но и способствует развитию неравномерной деформации. Обжатие более 15% за переход создает значительное напряжение волочения, что приводит к обрыву проволоки.
Величина абсолютного скольжения должна быть в пределах 0,01-0,2 м/с, так как величина скольжения менее 0,01 м/с не гарантирует устранение петли, что приводит к обрыву проволоки. Величина скольжения более 0,2 м/с создает рьшки, вызывает нагрев проволоки от трения по барабанам и появлеш1е задиров на поверхности проволоки (фиг. 1).
При этом величина заднего натяжения не должна превышать 02 б т, где (JT - предел текучести материала проволоки, так как в противном случае значительно увеличивается напряжение волочения, что приводит к обрыву проволоки (фиг. 3).
Высокий коэффициент трения при волочении компози191онной проволоки и сплава олово-свинец требует создания надежной смазочной пленки на поверхности проволоки в очаге деформации. Уменьшение силы волочения (фиг. 4) не только снижает напряжение волочения, но и обеспечивает равномерное течение компонентов проволоки в очаге деформации. Вследствие этого волочение осуществляют в режиме гидроди намического трения с применением в
качестве смазки сухого мыльного по- ронжа .
Пример. Заготовку диаметром 10 мм, полученную на прессе, прокатывали на непрерывном многоклетевом стане до диаметра 3,0 мм, затем осуществляли волочение на восемнадцатикратном волочильном стане со сколь жением по следующему маршруту: 3,0жением по следующему маршруту: 3,0
2,80-2,60-2,40-2,22-2,05-1,90-1,75- 1,62,-1,50-1,40-1,28-1,18-1,09-1,00- 0,93-0,86-0,79-0,73-0,68-0,63-0,58- 0,54-0,50-0,46-0,43-0,40, - при скорости волочения 1,7 м/с. Приведенный маршрут рассчитан из условия единичных обжатий в пределах 12-15%. Величина скольжения 0,01-0,2 м/с. В качестве инструмента для волочения в режиме гидродинамического трения использовали волоку из твердого сплава ВКб с углом рабочего конуса 2й(, 14-16 и калибрующим пояском высотой h 0,1-0,3 его диаметра. В качестве технологической смазки использовали сухой мьшьный порошок.
Обрывов проволоки не наблюдалось.
Изобретение благодаря указанным параметрам осуществления многократного волочения на станах со скольжением позволяет повысить выход годного за счет устранения обрывов проволоки и исключения неравномерности деформации проволоки.
35 Формула изобретения
з Способ волочения проволоки, преимущественно композиционной из сплавов олово-свинец, включающий многократное волочение со скольжением и задним натяжением в резкиме гидродинамического трения, отличающийся тем, что, с целью повышения выхода годного путем предотвращения обрьшности проволоки и уменьшения неравномерности деформации, волочение осуществляют с обжатием 12-15Z за переход величиной скольжения 0,01- 0,2 м/с, при заднем натяжении не более 0,2 от предела текучести материала проволоки.
40
45
50
Г Щ OiS dS nt cpt/tl
За ifpufrvfvecfft ffpo/nudOHOtfwiiMtfw/f. напряжение SojwveffM
fJpudf O
f OftpMceHue нотяженил
0,1 0,1 flJ
«« Q,S (PutS
nt
ея.н1с9я cftopocttt
OtOMJKfffO
(
eduHuvMoe oSfKomue
f OftpMceHue нотяженил 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения проволоки из сплава олово-свинец | 1991 |
|
SU1810148A1 |
| Способ многократного волочения композиционной проволоки преимущественно из сплава олово-свинец | 1991 |
|
SU1810147A1 |
| Способ волочения проволоки | 1982 |
|
SU1057137A1 |
| Способ многократного волочения стальной проволоки | 1983 |
|
SU1533800A1 |
| Способ изготовления порошковой проволоки | 1978 |
|
SU992145A1 |
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
Изобретение относится к волочильному производству ,в частности, к производству композиционной проволоки из сплавов олово-свинец. Цель изобретения - повышение выхода годного путем предотвращения обрывности проволоки и уменьшение неравномерности деформации. Волочение осуществляют на стане многократного волочения со скольжением в пределах 0,01-0,2 м/с. Единичные обжатия составляют 12-15% за переход. Величина заднего натяжения не превышает величины 0,2 σт, где σт - предел текучести материала проволоки. Волочение осуществляют в режиме гидродинамического трения с применением сухого мыльного порошка. Волочение композиционной проволоки с указанными режимами предотвращает обрывность проволоки и исключает неравномерность деформации, что повышает выход годного. 4 ил.
V
O.i «J (Put и
44 Кожрфициен/п rryjejw
| Производство многоканальных трубок с флюсом из оловянно-свинцовых припоев | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Рязанский территориальный центр научно-технической информации и пропаганды, 1973 | |||
| Перлин И.Л | |||
| Теория волочения | |||
| М.: Металлургия, 1971, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Колмогоров В.Л | |||
| и др | |||
| Гидродинамическая подача смазки | |||
| М.: Металлургия, 1975, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
