Изобретение относится к волочильному производству, в частности к производству проволоки из сплава олово-свинец.
Целью изобретения является повышение выхода годного путем уменьшения обрывности.
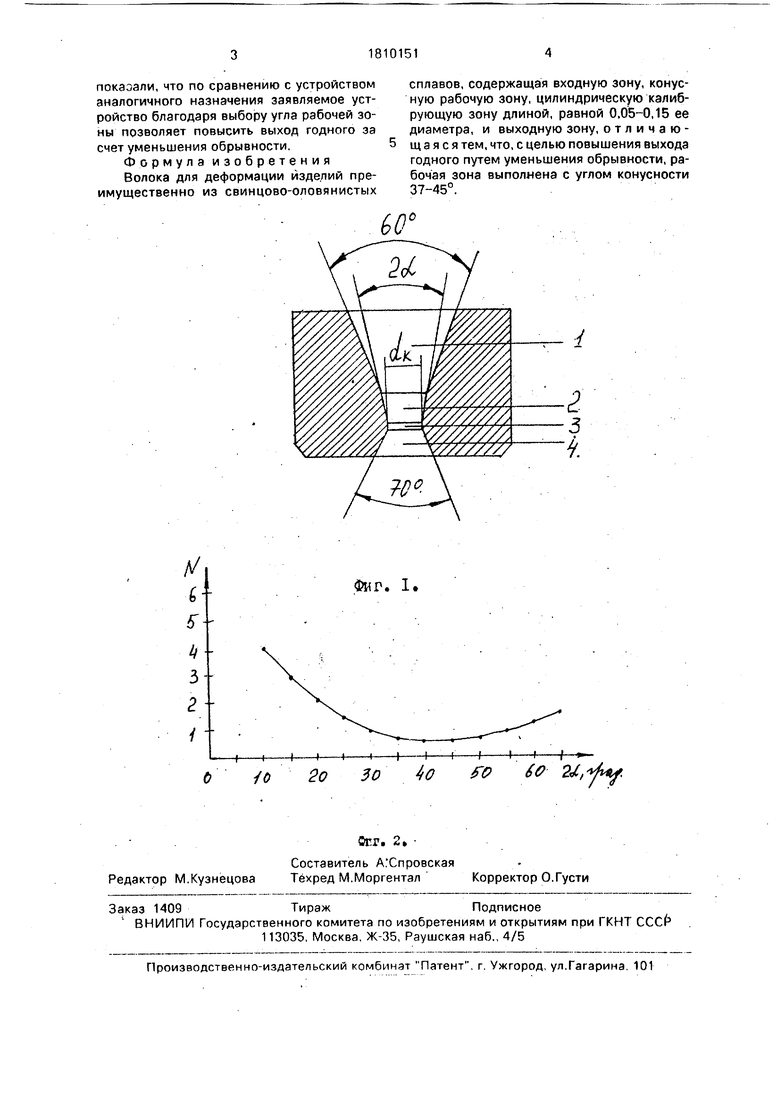
На фиг.1 представлен общий вид поперечного сечения волоки; на фиг.2 - зависимость числа обрывов (N) обрабатываемого материала от угла конусности рабочей зоны для проволоки из сплава отверстием (каналом), через которое протягивается обрабатываемый материал, и состоит из входной зоны 1, служащей для облегчения ввода заготовки в волоку и подачи смазки в рабочую зону; рабочей зоны 2, служащей для осуществления деформации протягиваемого металла, в процессе которой уменьшается поперечное сечение проволочной заготовки, до заданного: калибрующей зоны 3, служащей для придания размерам поперечного сечения протягиваемой проволоки заданной точности; выходной зоны 4, служащей для предохранения протягиваемого металла от повреждения при выходе его из калибрующей зоны. Длина калибручэщей зоны равна 0.05-0,15 ее диаметра, а рабочая зона
выполнена с углом конусности, равным 37- 45°.
Пример. Волочение композиционной проволоки из сплава олово-свинец диаметром 1,04 на диаметр 1,0 мм осуществляли через твердосплавные волоки с длиной ка-, либрующей зоны, равной 0,1 мм, (0,1dK, где с1к - диаметр калибрующей зоны). Были выполнены волоки с углом конусности рабочей зоны, равным 10, 15, 20, 35, 40, 50, 65 J Обрывность определяли для Нормативного количества проволоки 100 кг диаметром 1,04 мм. Для каждого угла рабочей зоны проводили по 10 экспериментов, Результаты усредняли. Число обрывов (N) проволоки на 100 кг нормативного веса для угла рабочей зоны 2 а 10° составило 4, для 2 а 15 N 2,9, для 2 « 20°, N 2,1, для 2 N- 1,4, для2а 30°Ы 1,0, для 2 а 35 N 0,75, для 2 а 40° N - 0,55, для 2 а 45° N 0,6, для 2 а 50° N 0,7, для 2 а 55° N 0,9, для 2 а 60° N 1,3, для 2 а -65° N 1,6. Результаты эксперимента по обрывности представлены на фиг.2.
Экспериментальные исследования заявляемого волочильного инструмента для волочения пластичных металлов и сплавов
Ё
00
о ел
показали, что по сравнению с устройством аналогичного назначения заявляемое устройство благодаря выбору угла рабочей зоны позволяет повысить выход годного за счет уменьшения обрывности.
Формула изобретения Волока для деформации изделий преимущественно из свинцово-оловянистых
сплавов, содержащая входную зону, конусную рабочую зону, цилиндрическую калибрующую зону длиной, равной 0,05-0,15 ее диаметра, и выходную зону, отличающаяся тем, что, с целью повышения выхода годного путем уменьшения обрывности, рабочая зона выполнена с углом конусности 37-45°.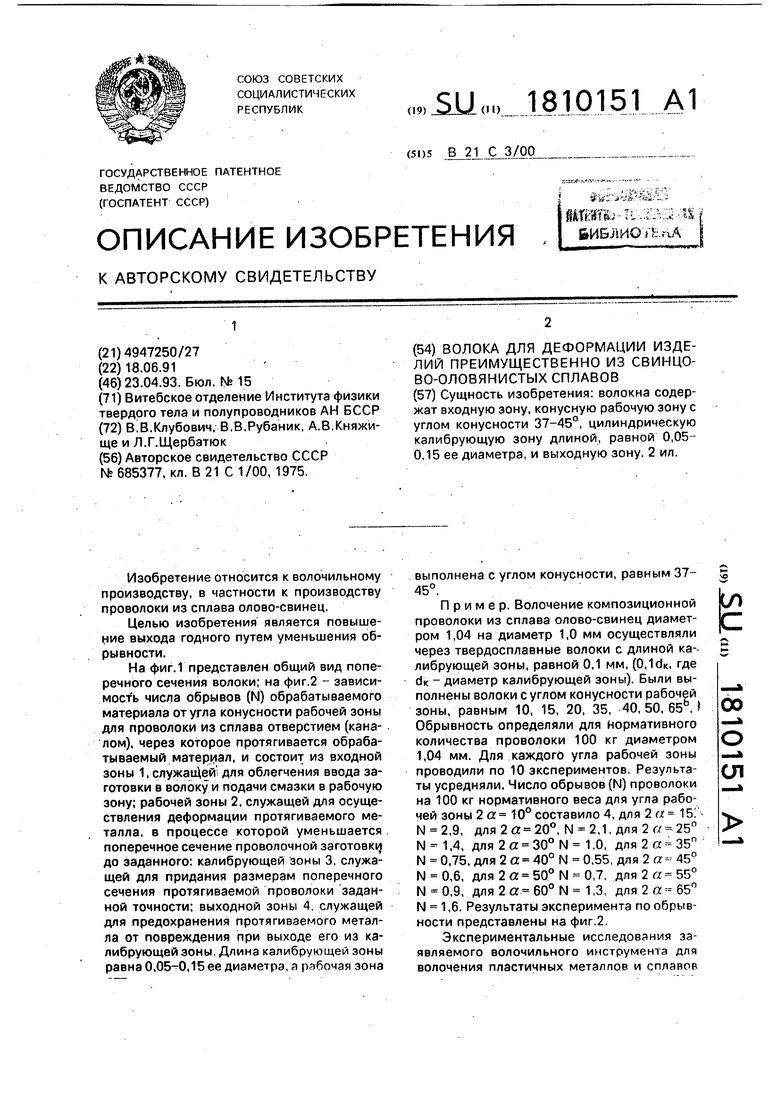
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения проволоки | 1986 |
|
SU1491598A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| Способ волочения проволоки из сплава олово-свинец | 1991 |
|
SU1810148A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Волока | 1987 |
|
SU1454533A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
Сущность изобретения: волокна содержат входную зону, конусную рабочую зону с углом конусности 37-45°, цилиндрическую калибрующую зону длиной, равной 0,05- 0,15 ее диаметра, и выходную зону. 2 ил.
А/ 6-- 5 -- ц 3 г - i
н-- 1--i--IУ б 20 3D 4 О 6O
Фиг. It
ч-t-f-- -(-.
| Способ многократного волочения алюминиевой проволоки со скольжением | 1975 |
|
SU685377A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
