Изобретение относится к обработке металлов давлением, в частности к листовой штамповке полых деталей.
Цель изобретения - снижение растягивающих напряжений в опасном сечении при вытяжке.
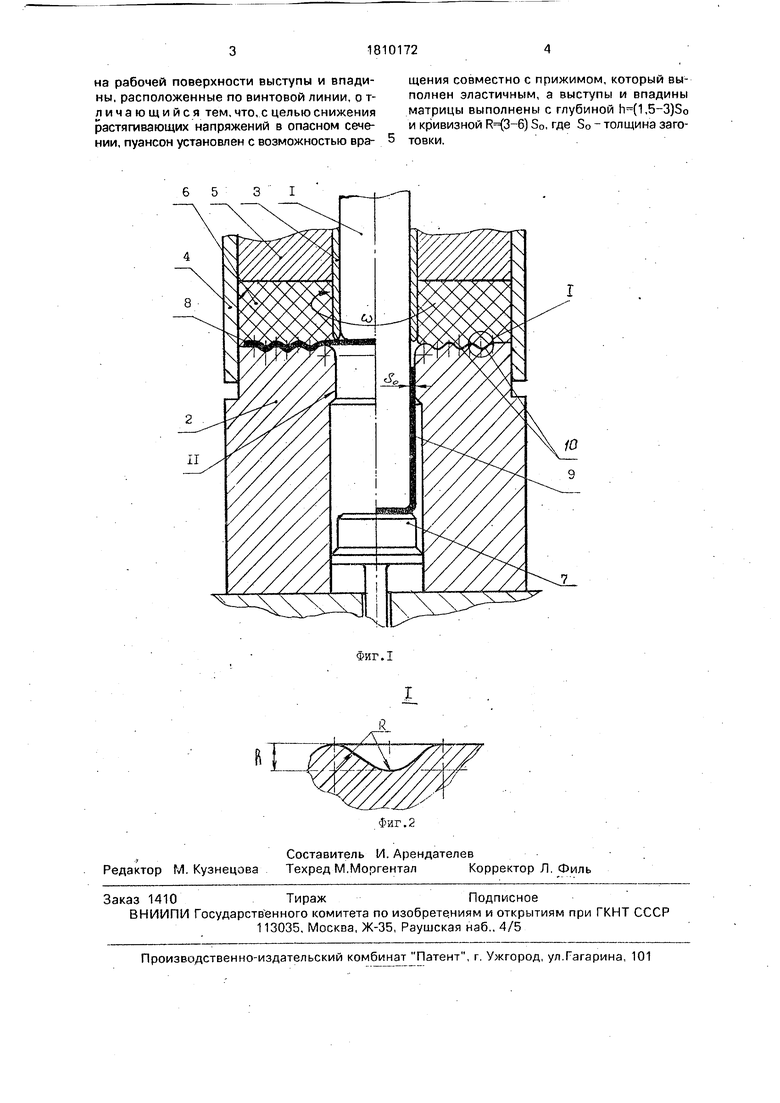
На фиг.1 изображен предлагаемый штамп; на фиг.2 - узел I на фиг.1.
Штамп состоит из пуансона 1, матрицы 2, выталкивателя 7 и узла прижима, причем последний выполнен составным. Узел прижима содержит наружное кольцо 4, внутреннее кольцо 3 и верхнее кольцо 5, Последнее жестко закреплено в кольцах 3 и 4. Кольца 3-5 образуют полость, в которую установлен эластичный прижим б (резина, полиуре- тан); Зеркало матрицы 2 выполнено криволинейным с профилем плавно сопряженных между собой выступов и впадин, расположенных по винтовой линии, исходящей от периферии к центру и плавно входящей вокно матрицы. Причем выступы и впадины матрицы выполнены с глубиной h(1,5-3) S0 и кривизной R(3-6) So, где S0 - толщина заготовки.
Штамп работает следующим образом.
Исходную заготовку 8 укладывают на поверхность матрицы 2 и прижимают прижимом 6. При зтом происходит рельефная формовка фланца заготовки 8. Затем осуществляют рабочий ход пуансона 1. При этом пуансон 1 и узел прижима вращают в одном направлении и с одинаковой угловой скоростью. Причем направление вращения совпадает с направлением закручивания спирали. Таким образом происходит вытяжка с дополнительным силовым воздействием на заготовку, равным по величине радиальной составляющей активных сил трения во фланце, направленных в сторону вытяжки. Удаление, детали 9 из матрицы осуществляют выталкивателем.
Предлагаемый штамп позволяет увеличить глубину вытяжки за счет изменения характера действия сил трения во фланце с реактивного на активный.
Формула изобретения
Штамп для глубокой вытяжки, содержащий пуансон, прижим, установленный с возможностью вращения, и матрицу, имеющую
на рабочей поверхности выступы и впадины, расположенные по винтовой линии, о т- личающий с я тем, что, с целью снижения растягивающих напряжений в опасном сечении, пуансон установлен с возможностью вращения совместно с прижимом, который выполнен эластичным, а выступы и впадины матрицы выполнены с глубиной h(1,5-3)S0 и кривизной R(3-6) So, где S0 - толщина заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
Использование: относится к обработке металлов давлением, в частности к листовой штамповке полых деталей, позволяет снизить растягивающие напряжения при вытяжке. Сущность изобретения: штамп снабжен эластичным прижимом, а зеркало матрицы выполнено криволинейным с профилем в виде плавно сопряженных между собой выступов и впадин, исходящих от периферии и плавно входящих в окно матрицы. Работа штампа основана на дополнительном втягивании фланца в очаг деформации за счет активной составляющей силы трения, возникающей во фланце детали.2 ил.
| Штамп для вытяжки с подпором фланца заготовки | 1979 |
|
SU776712A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
