1
Изобретение относится к устройства-м для изготовления полых изделий типа бидонов посредством давильной обработки.
Известен станок для обжима и закатки горловин полых цилиндрически.ч изделий, содержащий вертикальный шпиндель и соосный со шпинделем прижим, взаимодействующий с опорным торцом шяинделя через дно изделия. Станок содержит также сувпорт с обжимным роликом, взаимодействующим с опорным роликом, установленным в корлусе прижима на держателе, через стенку изделия, суппорты с инструментом для подрезки и закатки горловины изделия, элементы зажима и центрирования изделий на опорном торде щпинделя и механизмы перемещения суппортов, прижима и опорного ролика.
С целью повыщения производительности предлагаемый станок снабжен двумя подающими грейферными линейками, на которых установлены элементы зажима и центрирования изделий, выполненные в виде обрезиненных роликов, и механизмами перемещения грейферных линеек, кинематически связанными с механизмами перемещения суппортов, Прижима и опорного ролика. Станок снабжен также кулачковым валом привода механизмов перемещения суппортов, прижима опорного ролика и грейферных линеек. Каждый из этих механизмов вьгполнеп в виде системы рычагов.
а держатель опорного ролика - в виде кривошипа, установленного в корпусе прижима параллельно его оси.
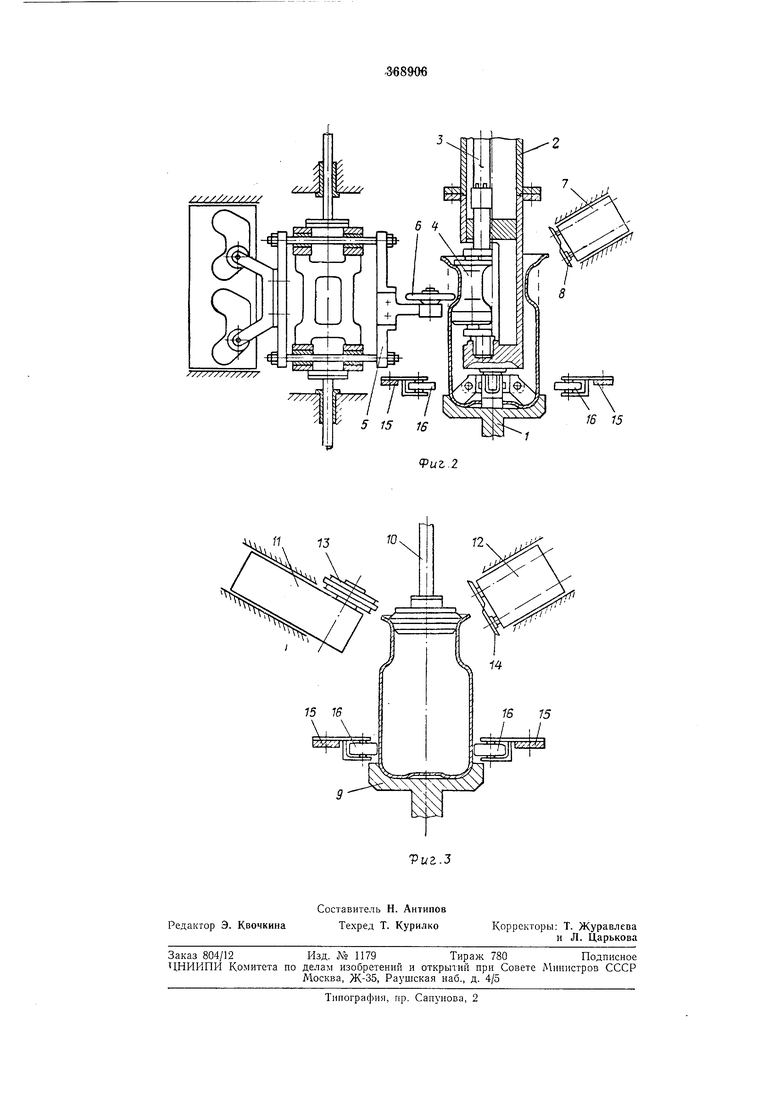
На фиг. 1 изобралсена кинематическая схема предлагаемого станка; на фиг. 2 - узлы обжима и обрезки изделия; на фиг. 3 - узлы обрезки и закагки кромки.
Над вертикальным шпинделе.м / соосно с ним расположен .м 2, в корпусе которого на кривошипе 3 зстановлен опорный ролик 4. Сбоку от щпинделя 1 находится суппорт 5 с обжимным роликом 6 и суппорт 7 с дисковыми обрезными ножами 8.
Над шлинделем 9 установлены прижим 10 и два боковых суппорта 11 и 12 с закатным роликом 13 и дисковыми ножами 14.
В грейферных линейках 15 размещены обрезиненные ролики 16.
Механизмы станка выполнены в виде системы рычагов и связаны с кулачковым -приводным валом 17.
Заготовка, зажатая роликами 16, подается грейферными линейками на опорный торец
вращающегося щпинделя /. После закрепления заготовки прижимом 2 кривошип 3 выводит опорный ролик 4, по которому обжимной ролик 6 осуществляет формовку горловины изделия. Дисковые ножи 8 после формовки предварительно обрезают горловину.
Затем заготовка линейками 15 подается на шпиндель 9 для обработки ножами 14 окончательной обрезки и закатным роли-ком 13.
Использование грейферных линеек с 0:брезиненными роликами позволяет уменьшить длительность цикла обработки изделия.
Предмет изобретения
1. Станок для обжима и закатки горловин полых .цилиндрических изделий, содержащий по меньшей мере один вертикальный шпиндель с прижимом, coOCHHiM со шпинделе м и взаимодействуюш,им с его олорным торцем через дно изделия, суппорт с обжимным роликом, взаи1модействующнм через стенку изделия с опорным роликом, установленным в -корпусе прижима на держателе, суппорты с инструментом для подрезки и закатки горловины изделия, элементы зажима и центрирования изделий на опорном торце шпинделя
и механизмы перемещения суппортов, прижима и опорного ролика, отличающийся тем, что, с целью повышения производительности, он снабжен двумя подающими грейферными линейками, на которых установлены элементы зажима и центрирования изделий, выполненные в виде обрезиненных роликов, а .механизмы перемещения грейферных линеек кинематически связаны с механизмами перемещения суппортов, прижи.ма и опорного ролика.
2.Станок по п. 1, отличающийся тем, что он снабжен кулачковым валом привода механизмов перемещения суппортов, прижима опорного ролика и грейферных линеек, каж5 дый из которых .выполнен в виде системы рычагов.
3.Станок по пп. 1 и 2, отличающийся тем, что держатель опорного ролика выполнен в виде кривошипа, установленного в корпусе
0 прижима параллельно его оси.
16 Г5

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обжима и закатки горловин полых цилиндрических изделий | 1976 |
|
SU566655A2 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| СТАНОК ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 2007 |
|
RU2355499C2 |
| Станок для обкатки полых изделий | 1985 |
|
SU1430139A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Станок для обжима и закатки горловин полых цилиндрических изделий | 1972 |
|
SU441075A1 |
| Устройство для давильной обработки горловин полых изделий | 1977 |
|
SU627889A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |