1
Изобретение относится к устройствам для изготовшения изделий тила бидонов посредстВОМ давильной обработки.
По основному авт. св. № 368906 известен станок для обжима и закатки горловин полых цилиндрйчеокИуХ изделий, содержащий два вертикальных шйинделя с прижимами, в KOipпусе одного из которых смонтирован кривоШИ1П с опорным роликом, сулпорты с обжтыными и закаточными рол«гка1ми, приводиые механизмы зажима и центрирования изделия, при этом механизм прижима изделия при обжиме горловины выполнен в виде конуса с установленными на нижнем тор-це поворотными кулачками 1.
Недостатком известного станка является то, что при И31влечении прижи1ма с вращающимися кулачками из изделия с обжатой горловиной происходит повреждение горловины разъединенными кулачками ирижима.
С целью исключения повреждения горловин при извлечении прижима изделия в описываемом станке прижим снабл ;ен тормозным устройством, выполненным в виде неподвижного конуса и охватывающего его подвижного конуса, при этом неподвижный конус закреплен на прижиме, а подвижный конус соединен с прижи1МО|М посредством упругого элемента, например прулсины, с возможностью взаимодействия с кулачками прижи/ма.
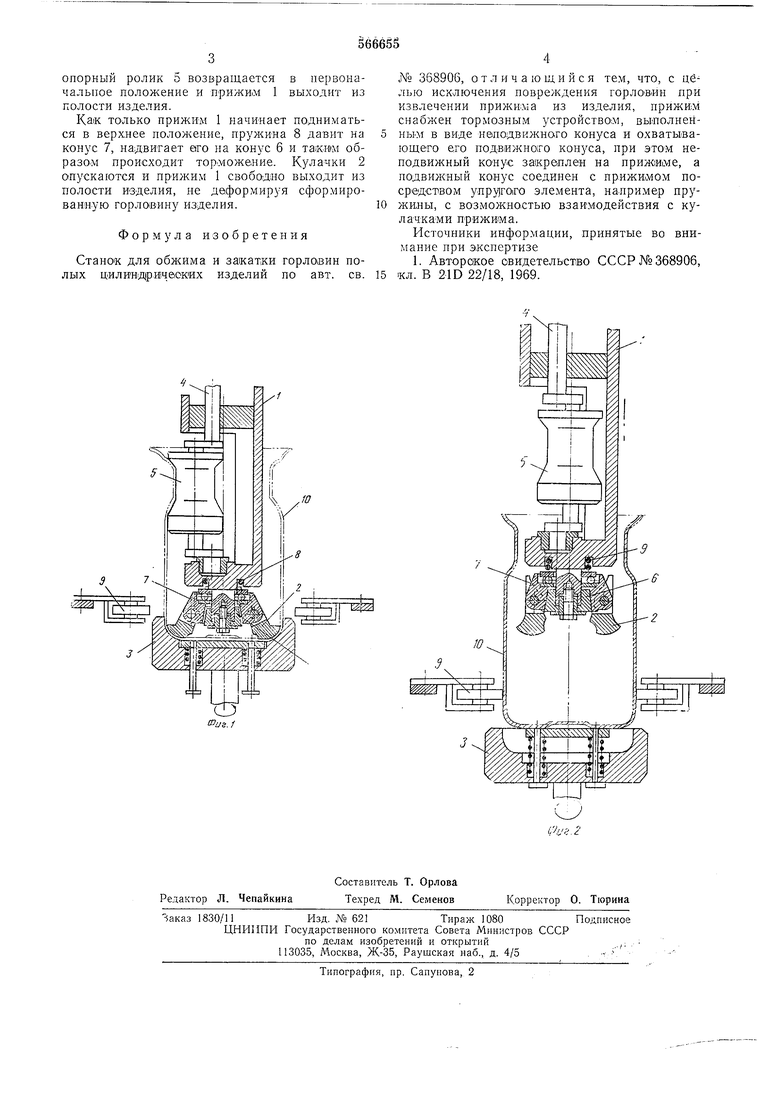
На фиг. 1 изображен прижим с тор.мозным Зстройством в рабоче.м положении; на фиг. 2- прижим с тормозным устройством в МО-мент выхода из полости готового изделия.
Станак для обжима и закатки горловин полых цилиндрических изделий имеет прижим 1 с кулачками 2, установленный соосно со Ш1пиндел&м 3. В корпусе прижима I установлен приводной кривошип 4 с опорным роликом 5. Прижим снабжен тормозным устройством, которое состоит из неподвижного конуса 6, закреплеиного на прижиме 1, и подвижнаго конуса 7, соединенного с прижимом посредством пружины 8. Кулачки 2 прижима установлены на конусе 7 с возможностью поворота. Па станине станка смонтированы захваты 9.
Устройство работает следующим образом.
При опускании прижима 1 в нижнее положение он входит во внутреннюю полость заготовки 10 и прижимает ее порредством четырех кулачков 2 к Ш пиlндev ю 3. При этом подвижный конус 7 снимается с неподвижного конуса 6 и поднимается, сжимая пружину 8 прижимает изделие к шпинделю 3 и изделие начинает вращаться. Кривошип 4 с опорным роликом 5 поворачивается в исходное рабочее положение и при этом производится обработка изделия 10. По окончании обработки изделие зажимается грейферными захватами 9,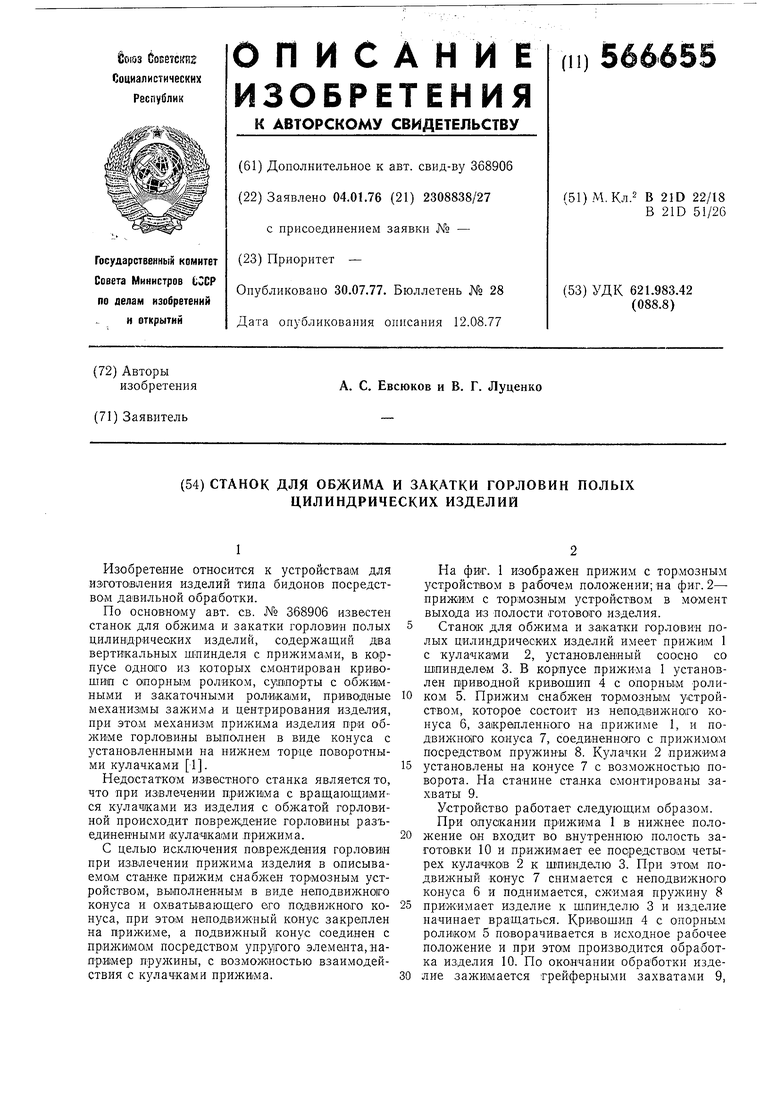
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки полых изделий | 1985 |
|
SU1430139A1 |
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU368906A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| УКУПОРОЧНАЯ ГОЛОВКА | 2006 |
|
RU2329944C1 |
| Пневматическое зажимное приспособление к фрезерным станкам для закрепления тонких листов в процессе обработки | 1951 |
|
SU94604A1 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| МАШИНА ДЛЯ НАКЛЕИВАНИЯ АКЦИЗНОЙ МАРКИ НА ГОРЛЫШКО УКУПОРЕННОЙ БУТЫЛКИ | 1997 |
|
RU2121454C1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
