(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| Способ абразивной обработки поверхностей вращения | 1991 |
|
SU1809799A3 |
| Способ шлифования | 1990 |
|
SU1743809A1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1981 |
|
SU1000155A2 |
| Сборный шлифовальный инструмент | 1988 |
|
SU1572797A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| Способ шлифования | 1987 |
|
SU1491678A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
Использование: при обработке сопряженных поверхностей. Сущность изобретения: кругу с прерывистой рабочей поверхностью и детали сообщают взаимное перемещение. Отношение длин режущих выступов рабочей поверхности круга и взаимодействующей с ней поверхности детали в каждом нормальном оси вращения сечении соответственно детали и круга выбирают постоянным. Отношение указанных длин для одной обрабатываемой поверхности к тому же отношению длин для другой обрабатываемой поверхности выбирают пропорционально снимаемым с них припускам. Длину режущих выступов в каждом сечении выбирают по предложенной формуле. 1 ил.
Изобретение относится к области абразивно-алмазной обработки методом врезного шлифования и может быть использовано при обработке сопряженных поверхностей (ступенчатых валов, колец
ПОДШИ.ПНИКОВ И Т.Д.)
Целью изобретения является повышение точности и производительности;
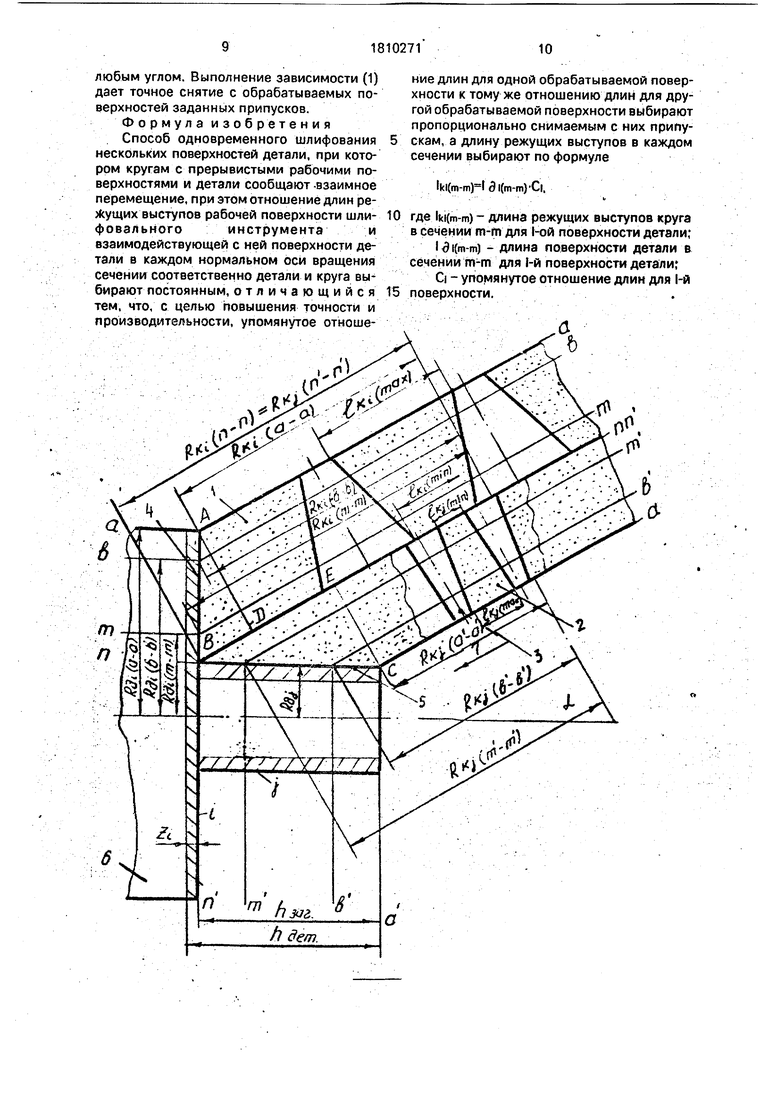
Сущность изобретения поясняется чертежом - схемой одновремелного шлифования торцевой и цилиндрической поверхностей.
Применяемый шлифовальный инструмент, выполненный в виде чередующихся друг с другом выступов и впадин таким образом, что отношение длины режущей части инструмента i-той поверхности к длине де- . тали в каждом из множества поперечных сечений этой поверхности обратно пропорционально отношению длины режущей части крута -той поверхности к длине
взаимодействующей с ней поверхности детали на всем протяжении этой поверхности, и результат этого отношения пропорционален отношению припусков, снимаемых с I- той и j-той поверхностей:
Ci Zr m
crzj (1)
Ci
Ikl (a - a ) tklI Сb - b)
-а) -ЩЬ -b)
-a) I di (b - b)
rft(a-a) ldi(b
00
о
ro XJ
(2)
Cj
bid (a -a ) kl (b - b) d(a -a) I di (b - b)
Iki OuLfj) 171, (n -nj
(3)
где: Iki(a-a). Iki(b-b), Iki(n-n) - длина режущего выступа инструмента в сечениях соответственно а-а, b-b, n-n поверхности I;
I д i(a-a), I д i(b-b), I д i(n-n) - длина детали в сечениях а-а, b-b, n-n поверхности I;
Ik j(a -g), Ik j(b -b ), I k j(n-n) - длина режущего выступа инструмента в сечениях соответственно а-а , b -b , n-n поверхности j;
I Э j(a -a), I a j(b -b), I В j(n -ri) - длина детали в сечениях а-а b-b , n -n поверхности
j:
Zi - припуск, снимаемый с поверхности
1; Zj - припуск, снимаемый с поверхности
);
при этом длину режущих выступов инструмента на I-той и j-той поверхностях в произвольных сечениях m-m, m -m рассчитывают по формулам:
Ikl(m-m) I д l(m-m)-Ci ikj(m -rn)H д J(m -m)-Cj
Шлифовальный инструмент 1 имеет прерывистую рабочую поверхность с чередующимися выступами 2 и впадинами 3. Инструмент .периферийной поверхностью . Rki(a-a), Rkj(a-a), Rki(n-n) взаимодействует с тор- цевой 4 (с припуском Zi и длиной R д i(a-a) и цилиндрической 5 (с припуском Zj и длиной R д(а -а) поверхностями детали 6. Форма режущих выступов Характеризуется переменной протяженностью, изменяющейся от Ikmax (длина режущего выступа наименьшего диаметра инструмента, взаимодействующего с максимальным диаметром детали) до Ikmin (длина режущего выступа на максимальном диаметре инструмента, взаимо- действующем с минимальным диаметром детали) на каждой из обрабатываемых 1-трй и j-той поверхностей..
Отношение режущей длины шлифовального инструмента рассчитывается по формуле (2) к длине взаимодействующей с ней поверхности детали в каждом из множества сечений i-той поверхности а-а, b-b,...,n- п и j-той поверхности а -а , Ь -Ь ,..., постоянно, а между собой они находятся в зависимости (1), которая сохраняется на протяжении всего периода шлифования вплоть до полного износа инструмента.
Работа инструмента сводится к следующему. В процессе шлифования установка инструмента производится под углом а , ограниченным конструктивными особенностями детали, подача инструмента осуществляется в направлении 7, перпендикулярным
5
10
15
20
25
30 350
450
55
к оси вращения инструмента (шлифование врезное). Благодаря постоянству отношения длин взаимодействующих поверхностей инструмента и детали в каждом из множества поперечных сечений а-а, Ь- b,...,n-n поверхности I и а-а , Ь -Ь „..,п-п повер- хности j, на одно режущее зерно шлифовального инструмента приходится одинаковый объем удаляемого материала, то есть происходит равномерный износ режущих i-той и j-той поверхностей инструмента, а съем удаляемого припуска происходит в зависимости (1).
Для конкретной реализации способа, возьмем деталь, у которой угол между цилиндрической J и торцевой f поверхностями равен 90°, т.е. доступ к обрабатываемой поверхности открыт и не накладывает никаких ограничений на величину угла наклона оси инструмента по отношению к оси детали, примем его а 60°.
Произведем расчет геометрических параметров шлифовального инструмента. Допустим, что, исходный диаметр инструмента в сечениях n-n, n-n Rk(n-n)(n-n) мм, предел износа примем равным 75 мм, тогда Rki(n-n)(n-n) мм. Допустим, ЧТО: R д J(a -a)R д }(b -b)R д J (m-m)... R д j(n-n)R d l(n-n)R мм, R д l(a- a)60 MM, MM, MM, MM,
Рассчитаем геометрию инструмента в основных сечениях} и J поверхностей.
Сечение а-а поверхности 1: имеем A ADB, в котором , , . Для нахождения R 1с(а-а) необходимо найти I BDI .Из Л ADB имеем:
IBP I- IAB |- cos В 10- 0.5 -5 мм; RkiCa-ar -RkKn-nf851: I ВО 1 250-5-245 мм; Rki{a-a}mln Rki(n-n)mfn-l BD Г- 175-5 170мм
Сечение а-а поверхности j: имеем Д ВЕС, в котором В-30°. , . Для нахождения Rktfa -a) необходимо определить IBEI .Из Д ВЕС имеем:
I BE I I ВС kos В 50-0,866 43,3 мм;
IBEI 250-43,,7 мм; Rk -afin iRkK)mln-.BE| 175-43,3 131,7мм.
Из выше приведенных расчетов видно, что величина угла наклона шлифовального инструмента к оси детали определяет геометрические параметры инструмента.
Из формулы (3) определим величину С):
Ci
Jkjfe -a) 2-3.14 -131.7.Ю™ «... % 2,634 const ldj(a-a)(a -a) 2 3.14 50 - 3.14-2 3,14-2
2,634c A
5Аналогично рассчитываются геометриПринимаем величину этого отношения ские параметры инструмента в любом из
постоянной для любого из множества сече-множества сечении поверхности J.
ний поверхности J. Но так как величина ра-Рассмотрим формулу (1): диуса инструмента увеличивается от.-. р 7
сечения а-а до п-п, то сохранить постоянной- - длину режущей части инструмента мы мо-
жем за счет пропорционального увеличения v
длины впадины от сечения а-а до п-п. Вели-из КОТ°Р°Й можно найти величину С.:
чину впадины (X) шлифовального инстру-.
мента рассчитываем по формуле:Сг -2.634 3 m 1
Zj 6
r(Rkr Rd j Cj).
Принимаем полученный результат поВ сечении а-а поверхности J минималь- оп стоянным для любого из множества сечений ная и максимальная длины, впадин будут 20 поверхности I. Тогда величину впадины равны шлифовального инструмента найдем по следующей зависимости:
()т1п-Ра)(а-а) С,)2-3.14(131.7-у „ ,R R . ..
-50-2.634)0 ммок X-2JT(Rkl-R di-Ci)
. . - - .. . 4О ..-.-.,.,
Хтах лг2(РикЙтах-Я Э )(а -а).СГ2-3,14(20617-в сечениях а-а и п-п поверхности I дли- 502,634Н71,2мм ны впадин будут равны:
- .-. - . З Эч -
В сечении п-п поверхности минималь- 30 Хтах 2 (Rki(a-af ax-R3 i(a-a)-Ci)2-3.14(245- ная и максимальная длины впадин будут -60-1,317)1043,9 мм. t
(Rk(n -n imln-Ra .).CjH-3.14(175- (РиЫт П-В Э|(п-п)О)2-3,14(170- . fri-50-2,634)272,1 мм;-60-1.317)57 1,6мм
OP, -... f;.
Xmax 2л: (Rkj(n -n)max-R a j(n-n).Cj)2-3.14X ЗЬ, л (RkimaVnrR 5 i( n . n )-Ci) 23.14 ,, х(250-50.2,634)743,3мм. . 25° .-50-U17 ) 1157 мм
Рассчитываем длину режущей части ин- Хг( 3|(n-n)-d)2-3,14(175- струмёнта (1пркр) в течениях:40 ,-50-1,317)-685,8мм
.Длина режущего выступа в этих сечени ях будет равна:
tnpKpm.(a)max-Xmax 2«3.14-206.2-471,,5 мм;45 .
1пркрт1п ( .3.14« .. lnpnKpmaX 2 Я31,7-о 827,5мм;-1043,.5 мм;
Ц. . np.KPmln 2 r Rkl(,14.17050 -571,,5 мм
n-n:
t л max1пр.кр. Л RkJ(n -n)max Xmax 2 3.14 250-743,,5 мм;n n . г
-272
Подставляя полученные значения вlnp..Rkj(n-n)inn-Xmin-2-3,14175- формулу (3) имеем: -685,8-413,8 мм (
W.KPmIn 2 n Rkj(n -n r-Xmin 2. 3,14 175- 55 ,,5мм/250-1157-413,8 мм,
Аналогично рассчитываются геометрические параметры инструмента в любом из множества сечений поверхности I.
Подставляя полученные значения в ормулу{2), имеем:5
496,5
376,9
Справедливость этой зависимости по- 10 называет, что длина режущего выступа в каждом из множества сечений поверхности i-величина постоянная.
Подставляя полученные значения в формулу (1), имеем15
2,634
const
Рассчитываем условие равномерного износа режущих i и j поверхностей шлифовального круга. Это условие основано на естественном предположении о том, что на долю каждого зерна во всех сечениях взаимодействующих i и j поверхностей шлифо- вального инструмента и детали приходится одинаковый (равный) микрообьем удаляемого металла. Для его выполнения необходимо определить отношение объема удаляемого металла к длине режущей по верхности инструмента. Расчет ведем по следующей зависимости:
35
va(a-a) vai(n-n)
1лр.кр|(а-а) 1пр.кр|(П-П)
vl)j(a--a) vaiCn -n) (К 1пржр.)(а - а) 1кр.пр.(п -И) w .
где V д i(a-a), V д i(n-n) - объем снимаемого металла с поверхности i в сечениях а-а, п-п, шириной в 1 мм;
tnp.Kp.)/ 413,8,: 0,2 сечение а-а поверхности
Vaj(a;-a)
lnp.Kp.j(a -a)/l 827,5/0
зерно
сечение n-n поверхности
Уа(П-П) 1771.86 V д i(a-a), V д j(n -ri)- объем снимаемого1пр,кр.(п - п)/1 827,5:0,2
/ /,
металла с поверхности j, в сечениях а-а, п-п, шириной в 1 мм.
Объем снимаемого металла найдем из следующих соотношений:
V 3 l(a-a) П R д l(a-a)2-(R Э i(a-a)-1)2 ZK
45
50
Удаление припуска ZI с то хности позволяет обеспечить мер по высоте детали, т.е.
h gem- hjar+Zi.
V Э (п-п) л R д i2(n-n}-R д i(n-nh1)2 Z
для поверхности J:
V а 1(а-а) Л R a Ka-ahR д j(a aVZ)2. -155 V3j(n -n ) П R5j(n -nVR dl(J-$-Z/ 1
Величины объемов снимаемого металла с поверхности I будут:
V акз-а) л: (602-502) ,5 мм3; Vai(n-n) п (502-49й) мм3; с поверхности J:
V3j(M лг 502Ч50-6),86мм3 V дj(n-n я 602-(60-6)2 J-1-1771,86 мм3
Подставляя полученные значения в формулу (6), имеем:
.112.1.5 933 1771.86 1771,86
496,5 413,8 827,5
827,5
-2,2 -const
Для определения объема, приходящегося на каждое абразивное зерно в различных сечениях шлифовального инструмента, уело вй о примем, что на 1 мм инструмента расположен 1 ряд зерен, расстояние между которыми ,2 мм. Тогда объем металла, приходящийся на одно зерно шлифовального инструмента, будет: сечение а-а поверхности I:
Vdi(a-a) . 1121.5 1пР.кр.(а -а)/1 496,5:0.2 зерно
сечение п-п поверхности I:
tnp.Kp.)/ 413,8,: 0,2 11 MN|3/1 сечение а-а поверхности j:
Vaj(a;-a)
lnp.Kp.j(a -a)/l 827,5/0,2
зерно
сечение n-n поверхности}:
11 мм3/1. зерно
Удаление припуска ZI с торцевой поверхности позволяет обеспечить заданный размер по высоте детали, т.е.
h gem- hjar+Zi.
Точность формы (цилиндричность поверхности J и плоскостность на поверхности I) достигается за счет равномерного износа рабочего профиля инструмента.
Точность взаимного расположения (перпендикулярность {и j поверхностей) обеспечивается за счет точности формы I и J поверхностей.-Причем I и j поверхности могут занимать взаимное расположение под
любым углом. Выполнение зависимости (1) дает точное снятие с обрабатываемых поверхностей заданных припусков. Формула изобретения Способ одновременного шлифования нескольких поверхностей детали, при котором кругам с прерывистыми рабочими поверхностями и детали сообщают -взаимное перемещение, при этом отношение длин режущих выступов рабочей поверхности шлифовальногоинструмента и взаимодействующей с ней поверхности детали в каждом нормальном оси вращения сечении соответственно детали и круга выбирают постоянным, отличающийся тем, что, с целью повышения точности и производительности, упомянутое отноше
ние длин для одной обрабатываемой поверхности к тому же отношению длин для другой обрабатываемой поверхности выбирают пропорционально снимаемым с них припускам, а длину режущих выступов в каждом сечении выбирают по формуле
IkKm-mHdlfm-mJ Cl.
где Iki(m-m) - длина режущих выступов круга в сечении m-m для 1-ой поверхности детали;
ldi(m-m) - длина поверхности детали в сечении m-m для 1-й поверхности детали;
Ci - упомянутое отношение длин для 1-й поверхности..
| Абразивные материалы и инструменты | |||
| Каталог-справочник/под ред | |||
| В.А | |||
| Рыбакова | |||
| М., НИИМаш | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
