В предлагаемом станке для шлифования фасетов прямоугольных стекол последние, в целях установки их под требуемым углом на торцевой рабочей поверхности шлифовального круга, зажимаются в рамках, поворотного укрепляемых в радиальных отростках шайбы, вращаемой в направлении, обратном вращению шлифовального круга, и прижимаются к поверхности шлифовального круга посредством грузов, подвешиваемых к рамкам.
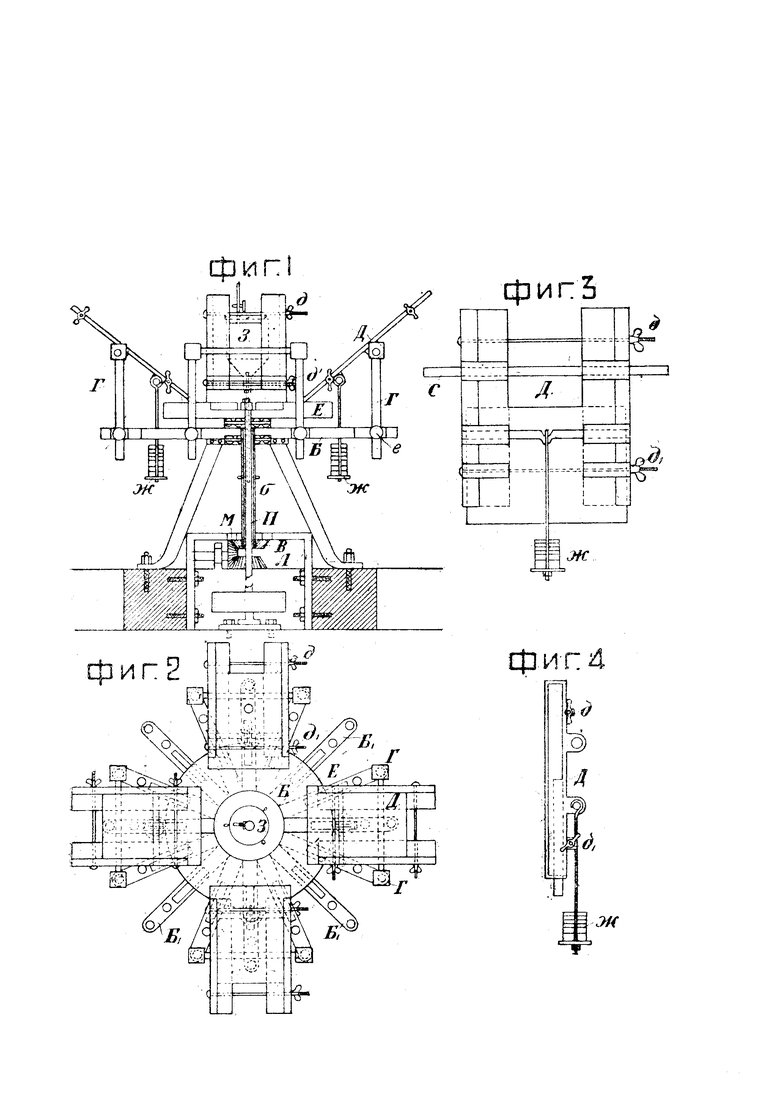
На чертеже фиг. 1 изображает вид сбоку станка с частичным разрезом: фиг. 2 - вид его сверху; фиг. 3 - вид спереди рамки, для зажима стекол и фиг. 4 - вид ее сбоку.
Предлагаемый станок (фиг. 1 и 2) снабжен расположенными горизонтально шлифовальным кругом Е и шайбой Б с радиальными отростками Б1, имеющими отверстия в и в1 укрепленными - шлифованный круг на вращаемом от привода вертикальном валу И, а шайба - на трубчатой оси б охватывающей вал И и вращаемой в направлении, обратном вращению шлифовального круга посредством конических зубчатых колес Л-М-В, из коих колесо В насажено на трубчатую ось б. Для установки стекол под требуемым углом к торцевой рабочей поверхности круга Е служат рамки Д (фиг. 3 и 4), которые с зажатыми в них при посредстве болтов д и д1 стеклами поворотно укрепляются на цапфах С в стойках Г, вставляемых в отверстия в или в1 отростков Б1 шайбы Б и закрепляемых на той или иной высоте винтами е, при чем прижимание стекол к поверхности шлифовального круга Е, смачиваемого из резервуара 3 водой с песком, производится посредством грузов ж, подвешиваемых к рамкам Д.
На прилагаемом станке одновременно возможно шлифовать от двух до восьми прямоугольных стекол, в зависимости от их размеров.
Станок для шлифования фасетов прямоугольных стекол, характеризующийся тем, что для установки шлифуемых стекол под требуемым углом к торцевой рабочей поверхности шлифовального круга, укрепленного на вращаемом от привода вертикальном валу, и рамки Д с зажатыми в них стеклами поворотно укреплены на цапфах 4 в стойках Г, переставных по высоте в отверстиях в или в1 радиальных отростков шайбы Б, вращаемой в направлении, обратном вращению шлифовального круга от вала И посредством системы конических зубчатых колес Л-М-В, из коих колесо В сидит на трубчатой оси б, охватывающей вал И, при чем прижимание шлифуемых стекол к поверхности шлифовального круга осуществляется посредством грузов ж, подвешенных к рамкам Д.
