Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для формирования деталей из листового проката. Преимущественная область его использования - штамповка кузовных деталей автомобилей, тракторов, бытовой техники и т.д.
Целью изобретения является экономия металла за счет уменьшения технологического припуска и увеличение степени деформации заготовки, а также улучшение качества штампованных деталей за счет исключения волнистости и гофрообразования.
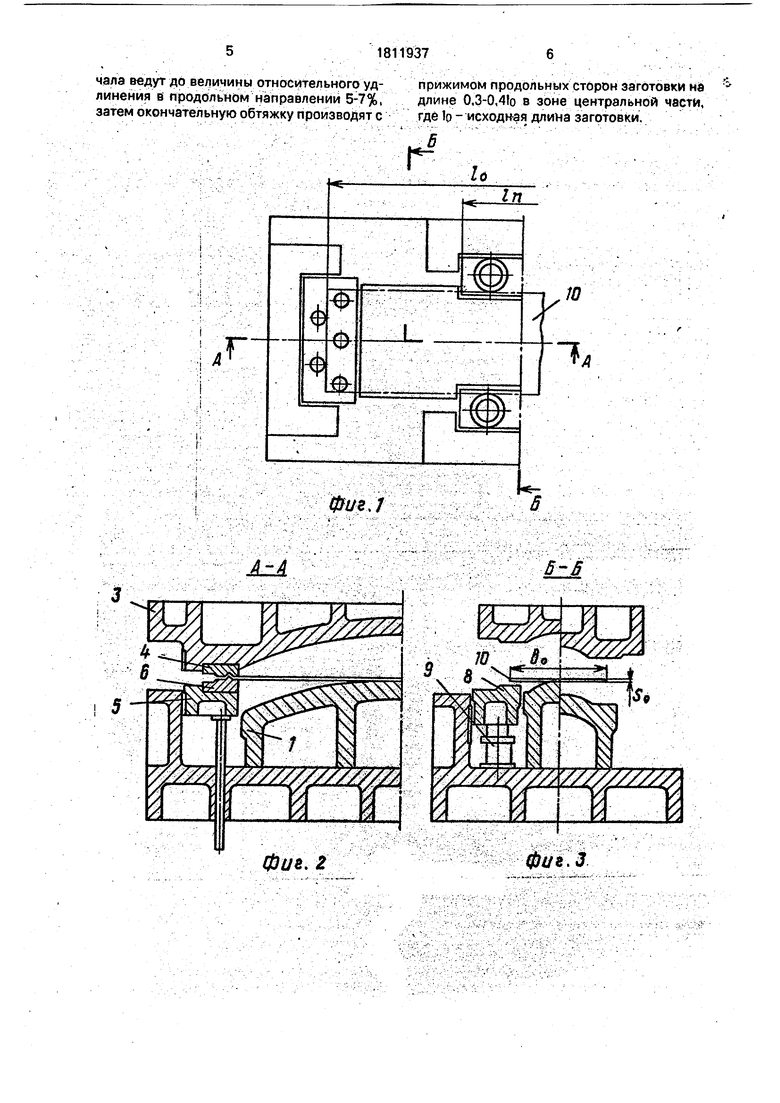
На фиг. 1 изображен план низа штампа; на фиг.2 и 3 - продольный и поперечный разрезы штампа в момент прижима противоположных поперечных сторон заготовки, на фиг.4 и 5 - в момент обтяжки по пуансону и прижима продольных сторон заготовки; на фиг.6 и 7 - в момент окончания формообразования.
Штамп содержит пуансон 1, расположенный на нижней плите 2, матрицу 3 с секциями 4, прижимные устройства -поперечных сторон заготовки 5 с секциями 6,
маркетные толкатели 7, прижимные устройства продольных сторон заготовки 8, силовые цилиндры 9.
Способ осуществляется следующим образом.
На секции 6 прижимных устройств 5 загружают заготовку 10 и прижимают ее во время опускания ползуна пресса (на чертежах не показан) и матрицы 3 секциями 4, 6 при помощи рифтов треугольной формы, не допускающих проскальзывания фланцев заготовки в проем матрицы в процессе формообразования. Усилие прижима передается на прижимные устройства 5 от пневматической подушки пресса (на чертежах не показана) посредством маркетных толкателей 7. Далее при ходе вниз ползуна пресса с матрицей 3 и опускании прижимных устройств 5 происходит обтяжка заготовки 10 по пуансону 1, при этом в начале обтяжки продольные стороны заготовки остаются свободными от прижима, что создает благоприятные условия для ее одноосного продольного растяжения.
00
ю со XI
А-А
Б-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| Штамп для обтяжки с формовкой | 1991 |
|
SU1794535A1 |
| Штамп для обтяжки с растяжением | 1990 |
|
SU1794545A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2090289C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| СПОСОБ ТОРМОЖЕНИЯ ФЛАНЦА ЛИСТОВОЙ ЗАГОТОВКИ В ПРОЦЕССЕ ВЫТЯЖКИ | 2003 |
|
RU2242317C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |

Использование: область штамповки для формирования деталей из листового проката. Способ заключается в прижиме двух противоположных поперечных сторон заготовки, не допускающем проскальзывания фланца в проем матрицы под действием усилия пневматической подушки пресса и обтяжку по пуансону. В момент достижения в продольном направлении относительного удлинения 5-7% выполняют прижим заготовки с продольных сторон под действием усилий силовых цилиндров. Прижим продольных сторон осуществляется только в зоне центральной части заготовки, где происходит максимальная утяжка фланца и образование волнистости поверхности. 7 ил.
фиг. 6
Фиг. 7
| Авторское свидетельство СССР № 1417232 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| / | |||
