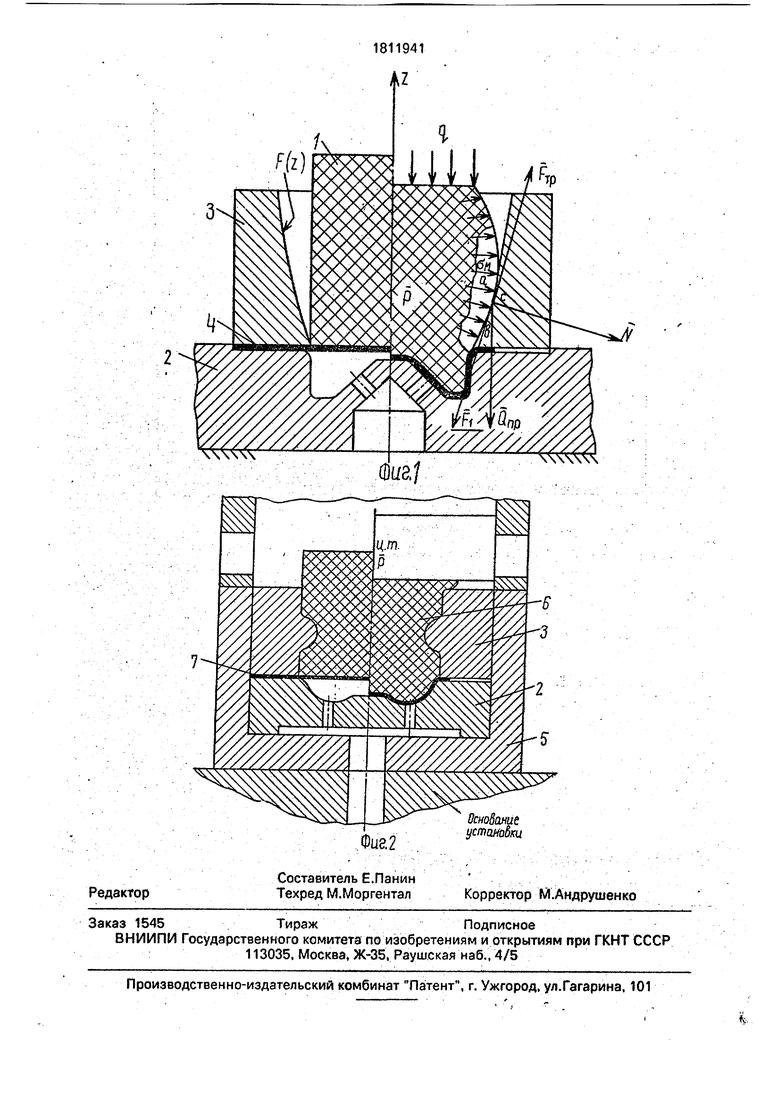
где f - коэффициент трения); Qnp - сила прижима, полученная разложением Ft...
Воздействуют пуансоном из эластичной среды 1 на заготовку 4 в направлении жесткой матрицы 2. Исходным силовым фактором может быть внешнее давление q или эквивалентная сила Р. Созданое внутреннее давление ov в пуансоне из эластичной среды обеспечивает радиальную и осевую деформации последнего. На участке контакта ab с поверхностью отверстия в прижиме 3, имеющего профиль F(Z) возникает равнодействующая сил нормального давления N, которая создает силу (FTp fN). Из условия равновесия -FTp Fi, следует, что к прижиму приложена сила FI по местной касательной в точке С действия равнодействующей сил нормального давления N, Разложение .силы Pi дает силу прижима Qrip. Задавая нужный профиль F(Z), при известных q или Р и жесткости эластомера, управляют далее силой СЬр..../
Устройство для реализации предлагаемого способа содержит корпус 5 матриц,, пуансон 6 из эластичной среды, заготовку 7.
Корпус 1 штампа размещен на основании установки сооснр со стволом и соединен с ним. В корпусе размещена жёсткая матрица, прижим, отверстие в котором спрофилировано в соответствии с законом, управления силой прижима, а также.пуанг сон из эластичной среды, имеющий ответное профилирование, боковой поверхности. В стволе перемещается метаемая масса, кинетическая энергия которой определяет величину эквивалентной динамической силы Р, прикладываемой к пуансону из эластичной среды. В стволе имеются отверстия для выхода воздуха в момент удара метаемой массы.
Устройство работает следующим образом. В исходном состоянии метаемая масса зафиксирована в верхней части ствола. Штамп отделен от ствола по плоскости разъема. На матрицу укладывается заготовка и покрывается собранным вместе прижимом 3 и пуансоном из эластичной среды. Далее штамп соединяется со стволом. Осуществляют освобождение метаемой массы, которая избыточным давлением воздуха
0
5
0
5
разгоняется в стволе до нужной кинетической энергии или динамической силы Р.
В крайнем нижнем положении метаемая масса ударяет по пуансону из эластичной среды, осаждая его, при этом часть энергии или усилия тратится на деформирование заготовки по матрице, а другая - на создание и прЩление трения в сопряжении прижима и пуансона из эластичной среды, при этом прижим получает величину силы прижатия с нужным законом изменения. После выполнения штамповки метаемая масса поднимается и фиксируется. Штамп отделяется от ствола, удаляется отштампованная заготовка и цикл повторяется вновь.
Предлагаемое изобретение наиболее эффективно в точном машино- и приборостроении, может обеспечить повышение технологической эффективности способа, а именно, повышение точности формы и размеров заготовки.
Формула изобретения
1. Способ штамповки деталей из листового материала пуансоном из эластичной среды по жесткой матрице с прижимом, заключающийся в том, что воздействуют на заготовку пуансоном из эластичной среды в направлении жесткой матрицы и управляют при этом величиной усилия прижатия прижимом периферийной части заготовки, от л и ч а- ю щ и и с я тем, что, с целью расширения области применения способа за счет обеспечения возможности использования его при высокоскоростной штамповке, величиной 5 усилия прижатия прижимом периферийной части заготовки управляют путем использования радиальной деформации пуансона из эластичной среды и трения его об ответную поверхность прижима.
2. Штамп для штамповки деталей из листового материала пуансоном из эластичной среды по жесткой матрице, содержащий жесткую матрицу, пуансон из эластичной среды и прижим, сопряженный с пуансоном, отличающийся тем, что сопрягаемые участки пуансона и прижима выполнены в виде поверхностей, профиль образующих которых определен в соответствии с законом управления величиной уси- 0 лия прижатия прижимом периферийной части заготовки.
0
0
5

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 1997 |
|
RU2118218C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Способ вытяжки полых деталей из листового материала | 1981 |
|
SU1009569A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1999 |
|
RU2176942C2 |
| Штамп для глубокой вытяжки | 1991 |
|
SU1810172A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Штамп для вытяжки | 1990 |
|
SU1771850A1 |