Фиг.
Изобретение относится к токарной обработке металлов резанием.
Цель изобретения - повышение производительности и точности обработки путем повышения жесткости несущей системы станка.
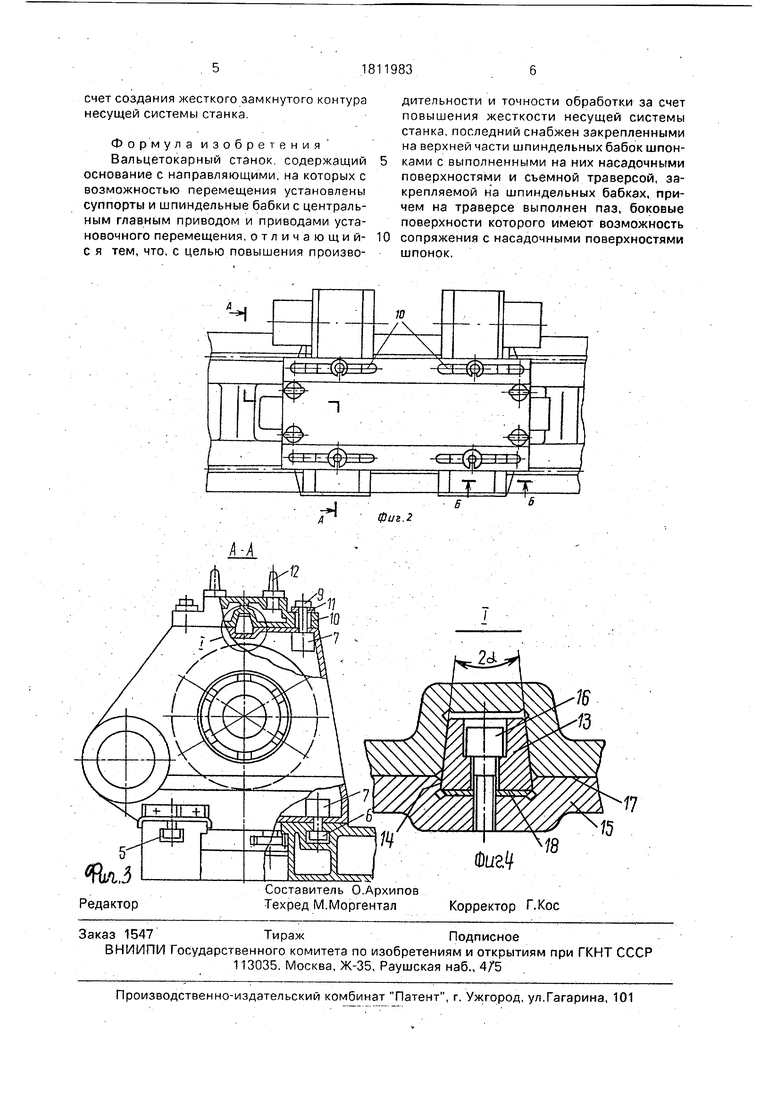
На фиг.1 показан станок, общий вид; на фиг.2 -тоже, план; на фиг.З - разрез А-А на фиг.2; на фиг.4 - узел I на фиг.З.
Вальцетокарный станок состоит из основания 1 с направляющими для перемещения двух шпиндельных бабок 2 с центрально-приводным патроном 3, сквозь который пропущен и закреплен обрабатываемый валок 4, непосредственно вращающийся от главного привода, который располагается в корпусе шпиндельной бабки вместе с приводом установочного движения (на рисунках не показано).
Суппорты станка со своими приводами подач расположёны на направляющих осно-. вания 1, параллельных направляющим шпиндельных бабок.
Шпиндельные бабки закреплены при помощи Т-образных пазов 5, расположенных посредине и вдоль каждой направляющей основания 1. и быстродействующих прихватов 6, имеющих пружинно-, гидро-, пневмо- или иной механический или комбинированный быстродействующий привод 7.
Сверху шпиндельные бабки 2 соединены съемной траверсой 8, которая жестко скреплена с ними прихватами 9 с аналогич- ным механическим быстродействующим приводом 7. Причем головки прихватов 9 пропущены сквозь продольные пазы 10, траверсы 8. Пазы 10 выполнены параллельно продольной оси траверсы 8 с ее обоих концов и необходимы для регулировки положения бабок 2 при разной длине валков 4. Подголовки прихватов 9 вставлены быс- тросъемные шайбы 11 с пазом под тягу прихвата 9. Рымболты 12 служат для съема траверсы 8 со станка при разгрузке-загрузке обрабатываемого валка 4.
Съемная траверса 8 центрируется на шпиндельных бабках 2 по специальным призматическим шпонкам 13, которые ниж ним прямоугольным профилем плотно вставлены в паз 14 корпуса 15 бабки 2. выполненный параллельно оси патрона 3, и жестко соединена с ним винтами 16. Верхний профиль шпонки 13 выполнен клиновидным с углом клина, равным удвоенному углу трения между шпонкой 13 и траверсой 8. На нижней стороне траверсы 8 по всей ее длине вдоль продольной оси выполнен паз с аналогичным клиновым профилем.
Положение шпонок 13 относительно плоскости 17 стыка траверсы 8 и корпуса
бабки 15 отрегулировано прокладками 18 или прошлифовыванием самих шпонок 13, так, что после затяжки тяг прихватов 9 с подложенными шайбами 11 обеспечивается
натяг не только на клиновом профиле шпонки 13, но и на плоскости 17 стыка. Это позволяет дополнительно увеличить жесткость крепления траверсы 8 со шпиндельными бабками 2.
Вальцетокарный станок работает следующим образом.
Перед загрузкой обрабатываемой детали на станок траверсу 8 необходимо снять со станка. Для этого быстродействующими
5 приводами 7 отжимают прихваты 9, вынимают шайбы 11 и траверсу 8 за рым-болты 12 снимают краном со станка.
Аналогично открепляют прихваты 6 Т- образных пазов 5 шпиндельных бабок 2 от
0 основания 1. Бабки 2 при помощи привода установочного движения отводят друг от друга к торцам основания 1 на расстояние большее, чем длина обрабатываемого валка 4. Валок 4 обслуживающим краном опуска5 ют на станок ориентировочно до линии глав. ной оси станка (ось патронов 3
шпиндельных бабок 2). Кулачки патронов 3
. разводят на диаметр немного больше, чем
диаметр зажимаемой поверхности валка 4,
0 и бабки 2 надвигают на валок 4 с двух сторон, пропуская его в патроны 3.
Затем бабки 2 жестко закрепляют при- хв атами б к основанию 1 с помощью быстродействующих приводов 7, а валок 4
5 зажимают в патронах 3. Сверху бабок 2 краном устанавливают траверсу 8 так, чтобы клиновой паз ее опустился на шпонки 13 в обоих бабках 2, точно центрируя ее положение, а головки прихватов 9 вышли из пазов
0 10 наружу. Под головки прихаата 9 вставля- v ют быстросменные шайбы 11 и при помощи приводов 7 траверсу 8 притягивают к корпусам 15 шпиндельных бабок 2, создавая натяг по плоскости стыка 17 и заклиниваясь
5 своим клиновым пазом на шпонках 13. Это обеспечивает дополнительное жесткое крепление траверсы 8 с бабками 2 и образу- ; ет замкнутый контур несущей системы станка, который более жестче, чем незамкнутый
0 контур конструкции. Это, в свою очередь, позволяет увеличить режимы обработки, а следовательно, производительность станка и повысить точность обработки.
После обработки валка 4 на станке, ко5 торая не отличается от известной технологии обработки, разгрузку его выполняют в порядке, обратном указанному выше,
Таким образом, предлагаемый вальце- токарный станок позволяет повысить производительность и точность обработки за
счет создания жесткого замкнутого контура несущей системы станка.
Формула изобретения Вальцетокарный станок, содержащий основание с направляющими, на которых с возможностью перемещения установлены суппорты и шпиндельные бабки с центральным главным приводом и приводами установочного перемещения, отличающий- с я тем, что, с целью повышения произво
дительности и точности обработки за счет повышения жесткости несущей системы станка, последний снабжен закрепленными на верхней части шпиндельных бабок шпонками с выполненными на них насадочными поверхностями и съемной траверсой, закрепляемой на шпиндельных бабках, причем на траверсе выполнен паз, боковые поверхности которого имеют возможность сопряжения с насадочными поверхностями шпонок,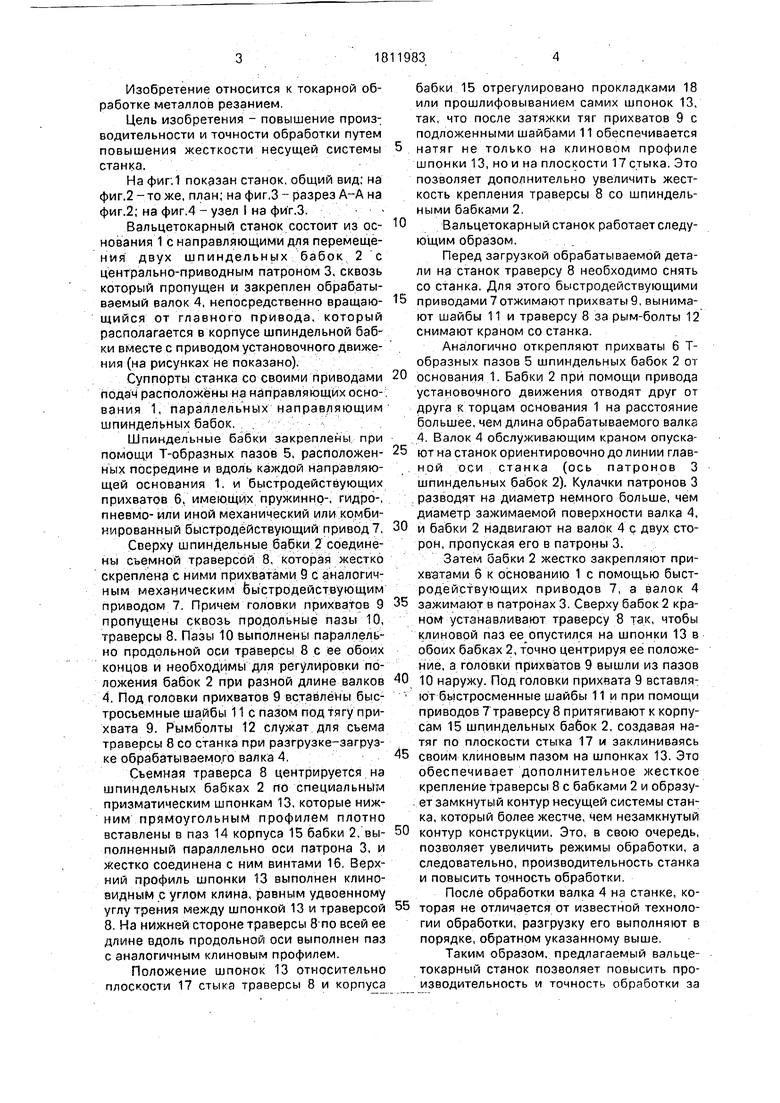
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки ручьев валков горячего пильгерования и вальцетокарный станок для его осуществления | 1991 |
|
SU1834748A3 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2041044C1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| ТОКАРНЫЙ АВТОМАТ | 1973 |
|
SU400421A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей | 1985 |
|
SU1337206A1 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
изобретение относится к токарной обработке металлов резанием, а именно к токарной обработке прокатных валков, и может быть использовано на заводах, выпускающих прокатные валки. Станок состоит .. ;..... -.-: 2.v ,. из основания 1 с направляющими для шпиндельных бабок 2 с центральным главным приводом, жестко закрепленных на основании прихватами. Для усиления жесткости несущей системы станке последний снабжен съемной траверсой 8, жестко соединяющей обе шпиндельные бабки 2 продольным пазом по епвцмвльиьгм шпон кем клинового профиля, обеспечивая натяг по шпонкам м плоскости стыка прихватами. Это обеспечивает дополнительное жесткое ет замкнутый коятур несущей системы станка, который жестче, чем незамкнутый контур конструкции, что позволяет увеличить режимы обработки, а следовательно, производительность станка и повысить точность обработки. 4 ил..
J Фиг.2
Т
| Материалы симпозиума | |||
| Токарная технология будущего ЭМАГ-Красный пролетарий | |||
| №. | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
