Изобретение относится к машиностроению, в частности для соединения боковых бронзовых втулок с центральной, стальной втулкой при изготовлении и ремонте подшипников скольжения турбокомпресоров типа ТКР методом холодной пластической деформации. .
Цель изобретения - повышение надежности и производительности, за счет осуществления одновременной двухсторонней сборки.. .
На фиг. 1 изображен главный вид верхней части устройства в верхнем нерабочем положении; на фиг. 2 - главный вид нижней части устройства в нерабочем положении; на фиг. 3 - главный вид в промежуточном рабочем положении; на фиг. главный вид устройства в конечном рабочем положении;
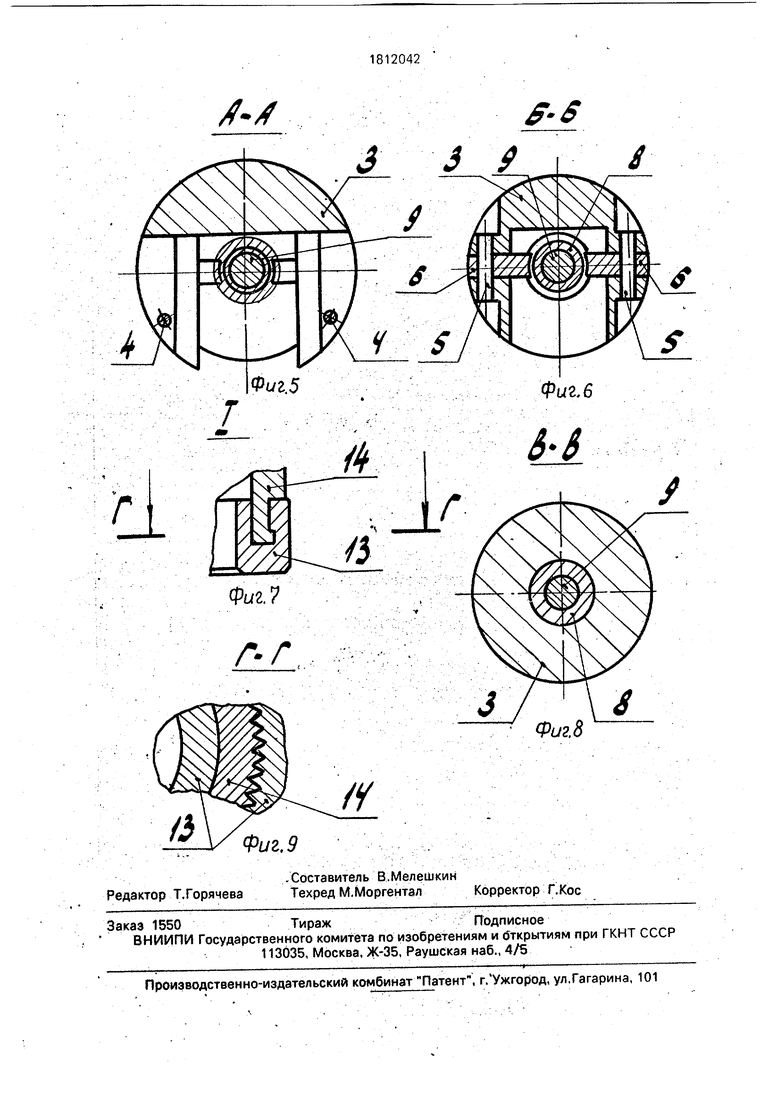
на фиг. 5 - сечение на фиг. 4; на фиг. 6 - сечение Б-Б на фиг. 4; на фиг. 7 - узел I на фиг, 4; на фиг. 8 - сечение В-В на фиг, 4; на фиг. 9 - сечение Г-Г на фиг. 5..
Предлагаемый.способ реализован при помощи устройства, которое состоит из двух частей - верхней и нижней. Верхняя часть содержит: плиту 1, в отверстиях которой установлены и закреплены XBOCTOBVIK 2 и матрица 3 с упорами 4 и осями 5. На осях 5 вращаются съемники 6.
Нижняя часть содержит плиту 7, в отверстии которой установлена и закреплена опора направляющая 8 с пуансоном 9.
Перед работой на устройстве устанае- . ливают верхнюю часть устройства хвостовиком 2. в отверстие ползуна 10 пресса и закрепляют ее, а нижнюю часть устанавли00
ю
о
Ю
вают на подштамповую плиту 11 пресса, выставляют ее соосно с верхней частью и закрепляют ее болтами к подштамповой плите 11.
Устройство работает следующим образом..
Собирают бронзовые втулки 12 и 13 (фиг. 2) с стальной втулкой 14, а собранный узел одевают на поверхность d пуансона 9. При этом бронзовая втулка 13, а вместе с ней стальная втулка 14 и другая бронзовая втулка 12 повиснут на конусной части а пуансона 9, т.к. поверхность di имеет диаметр больше, чем диаметры отверстий бронзовых втулок 12 и 13. После этого включают рабочий ход ползуна 10 пресса, Конусная часть в матрицы 3 подойдет к поверхности бронзовой втулки 12 и начнет одевать вначале бронзовую втулку 13, а за ней бронзовую втулку 12, на конусную часть а и на поверхность di пуансона 9. То егть узел, собранный из бронзовых втулок 12 и 13 и стальной втулки 14 (далее в тексте собранный узел 12-14) и матрица 3 перемещаются относительно пуанс,она 9. Но как только бронзовая втулка 13 дойдет до торцовой поверхности с опоры направляющей 8, то собранный узел 12-14 остановится, а матрица 3 будет продолжать перемещаться относительно пуансона 9 и собранного узла 12-14. Матрица ,3 остановится, как только верхняя часть е секторной полости матрицы 3 упрется в торцовую поверхность бронзовой втулки 12.
Во время перемещения матрицы 3 относительно пуансона 9 и собранного узла 12- 14 съемники-б будут приподняты от нижней части з секторной полости матрицы 3 и будут скользить по наружным поверхностям собранного узла 12-14. После касания торцевой поверхностью бронзовой втулки 12 верхней части е секторной полости матрицы 3 съемники 6, под действием силы собранного веса, опустятся на нижнюю часть з секторной полости матрицы 3 под торцовую поверхность, бронзовой втулки 13. Собранный узел 12-14 окажется над съемниками 6. При обратном ходе ползуна 10 пресса съемники 6 снимут с пуансона 9 собранный узел
12-14, который легко удаляется из секторной полости матрицы З.при помощи пинцета..
Использование предлагаемого способа
соединения втулок и конструкция устройства позволяют повысить надежность И производительность, за счет осуществления одновременной двухсторонней сборки. Кроме этого, новый срособ соединения
позволит обеспечить экономию 50% цветного материала, из которого изготавливают подшипники скольжения турбокомлре,ссо- рев типа ТКР. То есть, новый способ соединения на предлагаемом устройстве
позволит заменить бронзовый подшипник скольжения на сборный подшипник скольжения, состоящий из боковых бронзовых втулок и центральной стальной втулки. Формула изобретения;
1. Способ соединения втулок, включающий предварительную сборку втулок с последующей раздачей охватываемой втулки, отличающийся тем, что, с целью повышения надежности -и производитель
ности, путем осуществления одновременной двусторонней сборки, на торцовой поверхности охватывающих втулок выполняют кольцевую канавку, наружный и внутренний диаметры которой равны
соответственно наружному и внутреннему диаметрам охватываемой втулки, а обжим охватываемой втулки осуществляют одновременно с раздачей и обжимом охватывающих втулок.
2. Устройство для соединения втулок, содержащее установленное на основании средство для базирования собираемого узла, смонтированный на приводной плите рабочий орган и съемник для удаления
собранного узла, отличающееся тем, что, с целью надежности и производительности путем осуществления одновременной двусторонней сборки, средство для базирования выполнено в виде трехступенчатого
пуансона. Рабочий орган выполнен в. виде обжимной матрицы с секторной полостью в центральной части, а съемник выполнен в виде поворотных рычагов, установленных в секторной полости матрицы.
Я Щ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
| Блок штампов для обработки листового материала | 1978 |
|
SU910287A1 |
| Устройство для перфорирования листовых заготовок прямоугольной формы | 1987 |
|
SU1655775A1 |
| Штамп последовательного действия | 1973 |
|
SU469516A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |


SKJZiai
Л/
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
