Изобретение относится к устройствам электроавтоматики и может быть использовано в системах управления металлорежущими станками.
Цель изобретения - повышение точности позиционирования, упрощение наладки и уменьшение ее трудоемкости.
..Сущность изобретения заключается в том, что в заявляемом устройстве перед началом работы при подаче напряжения автоматически производится точная установка револьверной головки на рабочей позиции.
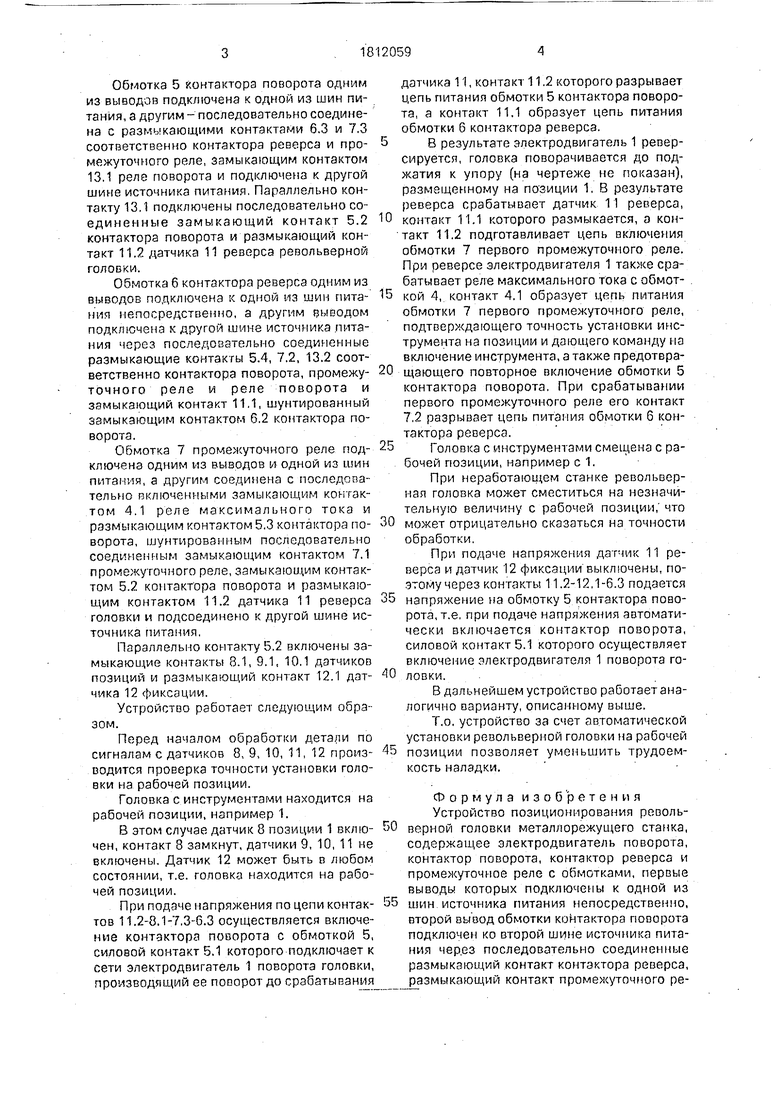
На фиг. 1 представлена схема включения электродвигателя вращения; на фиг. 2 - циклограмма работы револьверной головки; на фиг, 3 - принципиальная электрическая схема управления устройства.
Предлагаемое устройство содержит электродвигатель поворота с револьверной головки, обмотка 1 которого подключена к сети через автоматический выключатель 2, В фазы обмочки электродвигателя включены обмотка 3 теплового реле и обмотка 4 реле максимального тока, имеющего замыкающий контакт 4.1.
Устройство также содержит контактор 5 поворота с обмоткой, силовым контактом
5.1. включенным последовательно с обмоткой 1 электродвигателя и блок-контактами.
5.2. 5.3, 5.4, контактор реверса с обмоткой 6, силовым контактом 6.1, включенным в цепь обмотки , электродвигателя последовательно с обмоткой 4 реле максимального тока и блок-контактами 6.2 и 6.3, промежуточное реле с обмоткой 7 и контактами 7.1, 7.2 и 7.3, датчик.8, 9, 10 позиций, например, I, II, II соответственное контактами 8.1,9.1, 10.1, датчик 11 реверса револьверной головки с контактами 11.1 и 11.2 и датчик 12 фиксации головки с контактом 12.1,
Устройство содержит по одному датчику 11 и 12, т.к. управление ими осуществляется посредством соответственно упоров .и кулачков (на чертеже не показаны), число которых соответствует числу позиций. Устройство также имеет контакты 13.1 и 13.2 реле поворота (на чертеже не показано), управляющие поворотом головки и блокирующие ее реверс в рабочем режиме после проверки точности установки головки,
(Л
С
00
ю о оп о
Обмотка 5 контактора поворота одним из выводов подключена к одной из шин питания, а другим - последовательно соединена с размыкающими контактами 6.3 л 7.3 соответственно контактора реверса и промежуточного реле, замыкающим контактом 13.1 реле поворота и подключена к другой шине источника питания. Параллельно контакту 13,1 подключены последовательно соединенные замыкающий контакт 5.2 контактора поворота и размыкающий контакт 11.2 датчика 11 реверса револьверной гол о Б к и.
Обмотка б контактора реверса одним из выводов подключена к одной из шин питания непосредственно, а другим выводом подключена к другой шине источника .питания через последовательно соединенные размыкающие контакты 5.4, 7.2, 13.2 соответственно контактора поворота, промежуточного реле и реле поворота и замыкающий контакт 11.1, шунтированный замыкающим контактом 6.2 контактора поворота.
Обмотка 7 промежуточного реле подключена одним из выводов и одной из шин питания, а другим соединена с последовательно включенными замыкающим контактом 4.1 реле максимального тока и размыкающим контактом 5.3 контактора поворота, шунтированным последовательно соединенным замыкающим контактом 7.1 промежуточного реле, замыкающим контактом 5.2 контактора поворота и размыкающим контактом 11.2 датчика 11 реверса головки и подсоединено к другой шине источника питания.
Параллельно контакту 5.2 включены замыкающие контакты 8.1, 9.1, 10.1 датчиков позиций и размыкающий контакт 12.1 датчика 12 фиксации.
Устройство работает следующим образом.
Перед началом обработки детали по сигналам с датчиков 8, 9, 10, 11, 12 производится проверка точности установки головки на рабочей позиции.
Головка с. инструментами находится на рабочей позиции, например 1.
В этом случае датчик 8 позиции 1 включен, контакт 8 замкнут, датчики 9, 10, 11 не включены. Датчик 12 может быть в любом состоянии, т.е. головка находится на рабочей позиции.
При подаче напряжения по цепи контактов 11.2-8.1-7,3-6.3 осуществляется включение контактора пооорота с обмоткой 5, силовой контакт 5.1 которого подключает к сети электродвигатель 1 поворота головки, производящий ее поворот до срабатывания
датчика 11, контакт 11.2 которого разрывает цепь питания обмотки 5 контактора поворота, а контакт 11.1 образует цепь питания обмотки 6 контактора реверса.
В результате электродвигатель 1 реверсируется, головка поворачивается до под- жатия к упору (на чертеже не показан), размещенному на позиции 1. В результате реверса срабатывает датчик 11 реверса,
контакт 11.1 которого размыкается, а контакт 11.2 подготавливает цепь включения обмотки 7 первого промежуточного реле. При реверсе электродвигателя 1 также срабатывает реле максимального тока с оОмоткой 4,. контакт 4.1 образует цепь питания обмотки 7 первого промежуточного реле, подтверждающего точность установки инструмента на позиции и дающего команду на включение инструмента, а также прёдотвращающего повторное включение обмотки 5 контактора поворота. При срабатывании первого промежуточного реле его контакт 7,2 разрывает цепь питания обмотки 6 контактора реверса.
Головка с инструментами смещена с ра- бочей позиции, например с 1.
При неработающем станке револьверная головка может сместиться на незначительную величину с рабочей позиции, что
может отрицательно сказаться на точности обработки.
При подаче напряжения датчик 11 реверса и датчик 12 фиксации выключены, поэтому через контакты 11.2-12,1-6.3 подается
напряжение на обмотку 5 контактора поворота, т.е, при подаче напряжения автоматически включается контактор поворота, силовой контакт 5.1 которого осуществляет включение электродвигателя 1 поворота головки.
В дальнейшем устройство работаетана- логично варианту, описанному выше.
Т.о. устройство за счет автоматической установки револьверной головки на рабочей
позиции позволяет уменьшить трудоемкость наладки.
Формула изобретения Устройство позиционирования револьверной головки металлорежущего станка, содержащее электродвигатель поворота, контактор поворота, контактор реверса и промежуточное реле с обмотками, первые выводы которых подключены к одной из
шин источника питания непосредственно, второй вывод обмотки контактора поворота подключен ко второй шине источника питания чер.ез последовательно соединенные размыкающий контакт контактора реверса, размыкающий контакт промежуточного реле и замыкающий контакт реле поворота, шунтированный последовательно соединенными размыкающим контактом датчика реверса и замыкающим контактом контактора поворота, второй вывод обмотки контактора реверса подключен ко второй шине источника питания через последовательно соединенные размыкающий контакт контактора поворота, размыкающий контакт промежуточного реле, размыкающий контакт реле поворота и замыкающий контакт датчика реверса, шунтированный замыкающим контактом контактора поворота, второй вывод промежуточного реле последовательно соединен с замыкающим контактом реле максимального тока и размыкающим контактом контактора поворота, а также датчики позиций, замыкающие контакты которых включены параллельно друг
другу, при этом один из общих выводов этих контактов через замыкающий контакт промежуточного реле подсоединен к общей точке соединения обмотки промежуточного
реле и замыкающего контакта реле максимального тока, отличаю щ е ее я тем, что, с целью повышения точности позиционирования, упрощения наладки и уменьшения ее трудоемкости, устройство снабжено датчиком фиксации головки с размыкающим контактом, подключенным параллельно замыкающим контактам датчиков позиций, при этом образованная цепочка одним выводом подсоединена к общей точке соединения размыкающего контакта датчика реверса и замыкающего контакта контактора поворота, а другим выводом - к общей точке соединения замыкающего и размыкающего контактов контактора поворота.


Использование: системы управления металлорежущими станками. Сущность: перед началом работы при подаче напряжения автоматически производится точная установка револьверной головки на рабочей позиции. 3 ил. .
| Зусман В.Г | |||
| Цикловое программное.уп- равленйе металлорежущими станками | |||
| М.: Машиностроение, 1971, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
