Изобретение относится к способам измельчения резиновых изделий методами упруго-пластического деформирования, в частности к способам обработки изношенных покрышек,
Цель изобретения - повышение производительности процесса обработки покрышек.
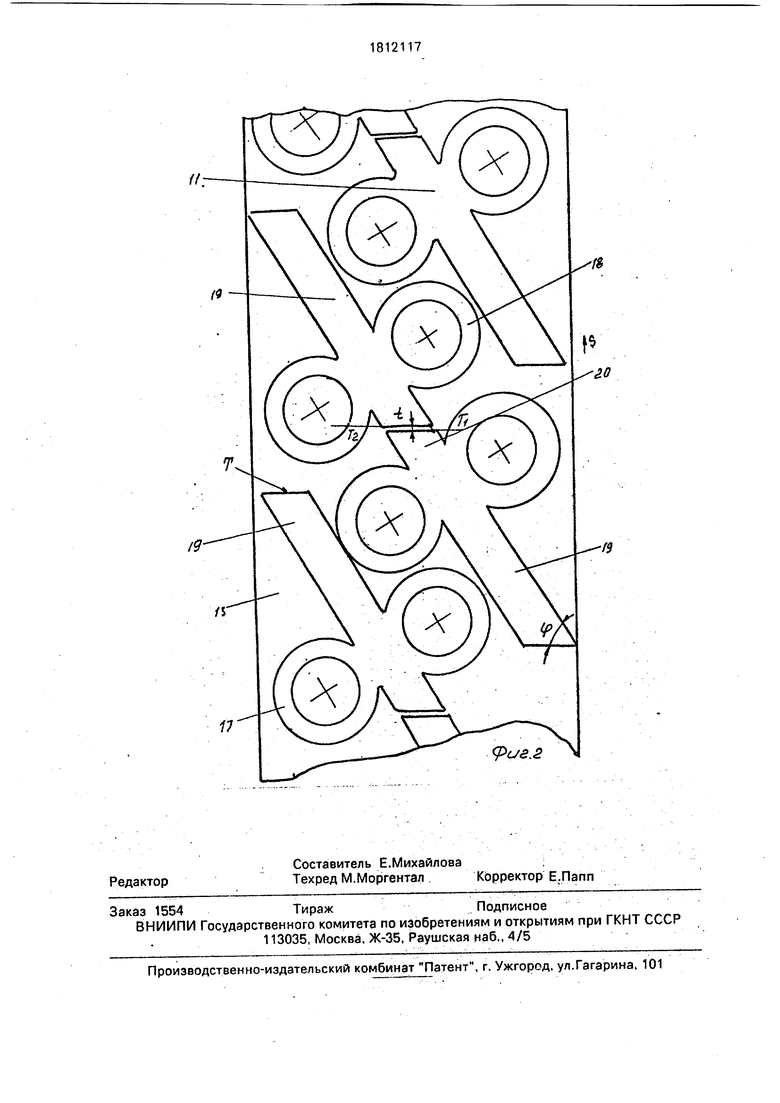
На фиг.1 изображена кинематическая схема устройства для реализации способа; на фиг,2 - схема расположения деформируемого материала при его подаче в зону обработки.
Деформирующие валки 1 и 2 установлены с зазором и возможностью принудительного вращения двигателями 3, 4 на осях 5 и 6 в опорах 7 и 8.
Деформируемое упругое изделие 9, 10, 11. 12 помещено на месте 13 конвейера,
приводимого во вращение двигателем 14 и валиками 15, 16.
Упругие изделия 11 (фиг.2) - изношенные покрышки предварительно разделяют на три связанных между собой части - два кольца 17, 18 и пластины 19 с концами разной длины и располагают таким образом, что длинные стороны пластин 19 параллельны между собой, расположены под углом р 20..,45° по направлению к подаче в валки 1 и 2, а короткие стороны пластин 19 ближе расположены к кольцам 18. Причем в каждом ряду смежные покрышки укладывают , диаметрально противоположно с чередова- нием коротких и длинных концов пластин. В : смежных рядах покрышки располагают одноименными концами навстречу друг другу.
Пример реализации способа обработки изношенных покрышек:
величина угла р равна 30°;
00
.Щ
ю
ь
XI
расстояние t 10...15 мм;.
наружный диаметр покрышки Днар. 60 мм;
высота пластины п 110 мм;
скорость вращения валков п 100 об/мин;
скорость перемещения ленты транспортера
d п 3,14 0,300 100
V 11
0,1 м/с
10001000 где d - диаметр деформирующих валков 300мм.
Для точной установки покрышек на ленте конвейера на последней предварительно выполняют контурные линии по краям деформируемых покрышек. В процессе обработки несколько покрышек, подлежащих деформированию, укладывают с совмещением их наружного контура с контурными линиями, нанесенными на конвейерной ленте,
Подача в зону деформирования покрышек осуществляется в виде предварительно разделенных на три связанные между собой части два пустотелых кольца и пластину, расположенных между собой таким образом, что концы пластин, параллельны между собой и расположены под углом 20...450 по направлению к подаче в валки. Это обеспечивает одинаковый объем деформируемого материала в единицу времени и равномерное распределение деформируемого материала вдоль образующих деформирующих элементов - валков. В свою очередь равно
и
10
15
20
25
30
мерное распределение объема материала обеспечивает равномерность усилий на деформирующие элементы и на опоры, в которых они установлены.
Благодаря использованию способа предотвращается заклинивание деформируемого материала в зазоре между деформирующими элементами л обеспечивается высокая надежность при реализации способа и производительность процесса за счет рациональной подачи материала покрышек, подвергаемого деформированию.
Ф о р м у л а и з о б р е т е н и я Способ обработки изношенных покрышек, при котором покрышки предварительно разрезают и подают в зазор между парой вращающихся валков, от личающийся тем, что, с целью повышения производительности процесса обработки покрышек, каждую покрышку разрезают на две кольцевые части, связанные между собой пластиной с концами разной длины, а затем разрезанные покрышки рядами укладывают в расправленном состоянии на подающий транспортер, располагая пластины параллельно одна другой и с наклоном 20-45° к направлению подачи в валки, причем в каж - дом ряду смежные покрышки укладывают диаметрально противоположно с чередованием коротких м длинных концов пластин, а в смежных рядах покрышки располагают одноименными концами навстречу одна другой.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК МЕТОДОМ ДЕСТРУКЦИИ | 2012 |
|
RU2504469C1 |
| Способ переработки изношенных шин в дисперсный материал | 2015 |
|
RU2608893C1 |
| Устройство для измельчения изношенныхпОКРышЕК | 1979 |
|
SU844369A1 |
| СПОСОБ ПЕРЕРАБОТКИ АРМИРОВАННЫХ МЕТАЛЛОМ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2060882C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ АВТОПОКРЫШЕК | 2008 |
|
RU2396166C2 |
| РЕЗИНОВОЕ СЛОИСТОЕ ИЗДЕЛИЕ ИЗ ИСПОЛЬЗОВАННЫХ ПОКРЫШЕК КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2559445C2 |
| УСТРОЙСТВО ДЛЯ ВЫВОРАЧИВАНИЯ ПОКРЫШКИ | 2008 |
|
RU2376136C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 1998 |
|
RU2160664C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2014 |
|
RU2570433C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2008 |
|
RU2375177C1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1982 |
|
SU1138247A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 0 |
|
SU329034A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
