Изобретение относится к области сварки полимерных материалов и может быть использовано в упаковочной технике, например, при изготовлении тары.
Целью изобретения является повышение производительности устройства и качества сварки.
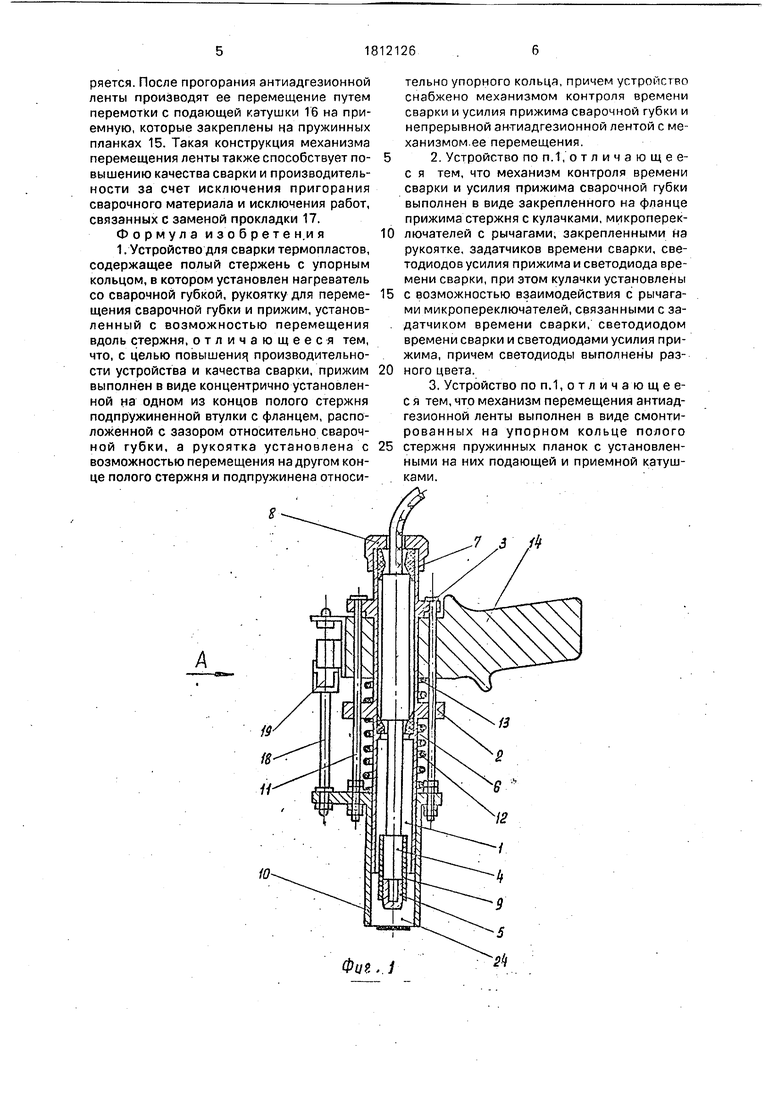
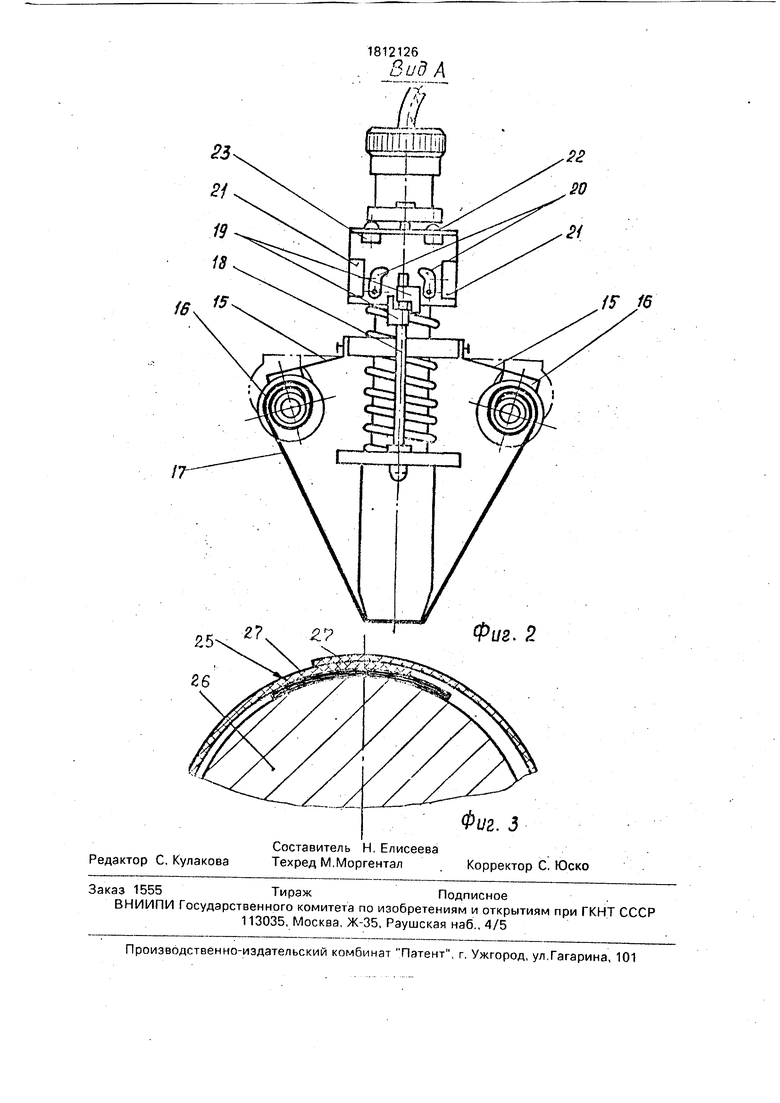
На фиг.1 изображен общий вид устройства; на фиг.2 - вид по стрелке А фиг.1; на фиг.З - опорная подложка.
Устройство для сварки термопластов содержит полый стержень 1, на наружной поверхности которого закреплены упорное кольцо 2 и фланец 3. Внутри полого стержня 1 установлен нагреватель 4 со сварочной губкой 5. Корпус нагревателя 4 выполнен в виде трубки, заканчивающейся теплоизоляционным наконечником, которым с помощью конического упора 6, конической втулки 7 и гайки 8 прикреплен к полому
стеря ню 1. Упор 6 и втулка 7 выполнены из теплоизоляционного материала. Сварочная губка 5 за исключением рабочей кромки закрыта теплоизоляционным материалом (тканью) 9 и расположена внутри прижима 10 с воздушным зазором. Остальная часть нагревателя 4 закрыта полым стержнем 1. Прижим 10 выполнен в виде подпружиненной втулки с фланцем. Прижим 10 установлен концентрично на одном из концов полого стержня 1 и предназначен для прижима свариваемого материала вокруг места сварки и предотвращения его сдвига в момент нагрева и отверждения. Фланец прижима 10 соединен посредством шпилек 11 с фланцем 3 полого стержня 1. Для удержания прижима 10 в нижнем положении служит пружина 12, установленная на фланце прижима 10. На упорном кольце 2 полого стержня 1 установлен пружина 13, служащая для поджатия рукоятки 14, установленной с возможностью перемещения на другом конце полого стержня 1. При этом пружина 13 рукоятки 14 выполнена с большей степенью жесткости, чем пружина 12 прижима 10.
К упорному кольцу 2 (см. фиг.2) устройства присоединен механизм перемещения антиадгезионной ленты, содержащий планки 15, выполненные из пружинной стали, на которых установлены подающая и приемная катушки 16. На катушки 16 намотана антиадгезионная прокладка 17, выполненная в виде ленты.
На фланце прижима 10 установлен механизм контроля времени сварки и усилия прижима, содержащий стержень 18 с двумя кулачками 19, установленными с возможностью взаимодействия с рычагами 20 микропереключателей 21, связанными с задатчиком времени сварки (на черт, не указано) и светодиодами 22 усилия прижима на свариваемый материал и светодиодом 23 времени прижима. При этом светодиоды выполнены разных цветов. Рычаги 20 микропереключателей закреплены на рукоятке 14, Один из кулачков 19 взаимодействует с рычагом 20 и микропереключателем 21 при минимальном усилии и служит для зажигания светодиода 22, а второй кулачок 19 взаимодействует с другим рычагом 20 и микропереключателем 21 и служит для отключения светодиода 22 при максимальном усилии на рукоятку 14. Продолжительность времени сварки задается специальным реле отсчета времени в блоке питания - задатчиком (на чертеже не указано), связанным со светодиодом времени 23, который фиксирует время продолжительности сварки. Зазор 24 между антиадгезионной лентой 17 и сварочной губкой 5 предохраняв антиадгези- онную ленту 17 от преждевременного прогорания при контакте со сварочной губкой 5. Для предохранения свариваемого материала от прилипания служит антиадгезионная прокладка 25, размещенная на подложке 26.
Работает устройство следующим образом.
0 Антиадгезионную прокладку 25 укладывают на оправку или подложку 26. На анти- адгезионную прокладку 25 размещают свариваемый материал 27 из термопластичной ткани или пленки. При опускании уст.5 ройства прижим 10 ложится на свариваемый материал 27. Нажимают рукоятку 14, Сначала при нажатии рукоятки 14 сжимается пружина 12 с меньшей жесткостью, затем когда выберется весь зазор 24,
0 сварочная губка 5 через антиадгезионную прокладку 17 ложится на свариваемый материал 27, затем сжимается пружина 13, сварочная губка 5 прижимается к свариваемому материалу 27. Компактная конструк5 ция устройства позволяет использовать его в труднодоступных местах и применять для сварки криволинейных поверхностей. После того, как сожмется пружина 13, начинают работать кулачки 19. Они через рычаги 20
0 и микропереключатели 21 включают сигнальные светодиоды 22 и 23 усилия прижима и времени прижима соответственно и реле отсчета времени (задатчик), который настроен на заданный режим и по истече5 нию которого отключает и светодиод23. Наращивание усилия на рукоятке 14 прекращается после зажигания светодиода 22. Устройство удерживается в таком положении все время сварки. Если светодиод 22
0 потухнет, усилие на рукоятке 14 надо усилить и увеличивать его до тех пор, пока светодиод 22 не зажжется. Сварка материала 27 происходит при постоянно горящем све- тодиоде 22 и светодиоде 23, Наличие конт5 рольного механизма и его конструкция позволяют повысить качество сварного шва за счет постоянства усилия прижима сварочной губки 5 насвариваемый материал 27. После сваривания материала 27 при отклю0 чении светодиода 23 времени, усилие на рукоятке 14 ослабляют до ее верхнего положения, сварочная губка 5 отходит от свариваемого материала 27, выключается светодиод 22. Прижим 10, прижаты и пружи5 ной 12 к свариваемому материалу 27 еще удерживается в таком положении 3-5 сек для предотвращения сдвига материала во. время отверждения, После чего устройство снимается с места сварки и переставляется
на другое. После этого цикл работы повторяется. После прогорания антиадгезионной ленты производят ее перемещение путем перемотки с подающей катушки 16 на приемную, которые закреплены на пружинных планках 15. Такая конструкция механизма перемещения ленты также способствует по- вышению качества сварки и производительности за счет исключения пригорания сварочного материала и исключения работ, связанных с заменой прокладки 17.
Формула изобретен.ия 1 .Устройство для сварки термопластов, содержащее полый стержень с упорным кольцом, в котором установлен нагреватель со сварочной губкой, рукоятку для переме- щения сварочной губки и прижим, установленный с возможностью перемещения вдоль стержня, отличающееся тем, что, с целью повышения, производительности устройства и качества сварки, прижим выполнен в виде концентрично установленной на одном из концов полого стержня подпружиненной втулки с фланцем, расположенной с зазором относительно сварочной губки, а рукоятка установлена с возможностью перемещения на другом конце полого стержня и подпружинена относительно упорного кольца, причем устройство снабжено механизмом контроля времени сварки и усилия прижима сварочной губки и непрерывной антиадгезионной лентой с механизмом.ее перемещения.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что механизм контроля времени сварки и усилия прижима сварочной губки выполнен в виде закрепленного на фланце прижима стержня с кулачками, микропереключателей с рычагами, закрепленными На рукоятке, задатчиков времени сварки, све- тодиодов усилия прижима и светодиода времени сварки, при этом кулачки установлены с возможностью взаимодействия с рычагами микропереключателей, связанными с за- датчиком времени сварки, светодиодом времени сварки и светодиодами усилия прижима, причем светодиоды выполнены разного цвета.
3. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что механизм перемещения антиадгезионной ленты выполнен в виде смонтированных на упорном кольце полого стержня пружинных планок с установленными на них подающей и приемной катушками.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| Установка для сварки полимерных материалов | 1985 |
|
SU1359149A1 |
| Устройство для запечатывания пакетов из термосклеивающейся пленки | 1984 |
|
SU1191360A1 |
| Устройство для сборки под сварку кольцевых швов | 1984 |
|
SU1214378A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
Использование: изобретение относится к области сварки полимерных материалов и может быть использовано в упаковочной технике, например при изготовлении тары, для повышения производительности устройства и качества сварки. Сущность изобретения: в устройстве для сварки термопластов прижим выполнен в виде кон- центрично установленной на одном из концов полого стержня подпружиненной втулки с фланцем. Втулка расположена с зазором относительно сварочной губки. Рукоятка установлена с возможностью перемещения на другом конце полого стержня и подпружинена относительно упорного кольца. Устройство снабжено механизмом контроля времени, сварки и усилия прижима сварочной губки и непрерывной антиадге- зионной лентой с механизмом ее перемеще- ния. Кроме того, механизм контроля времени сварки и усилия прижима сварочной губки выполнен в виде закрепленного на фланце прижима стержня с кулачками, микропереключателей с рычагами, закрепленными на рукоятке, задатчиков времени сварки, светодиодов усилия прижима и све- тодиода времени сварки. Кулачки установлены с возможностью взаимодействия с рычагами микропереключателей. Рычаги микропереключателей связаны с задатчи- ком времени сварки, светодиодом времени, сварки и светодиодами усилия прижима. Светодиоды выполнены разного цвета. Механизм перемещения антиадгезионной ленты выполнен в виде пружинных планок с установленными на них подающей и приемной катушками. Пружинные планки смонтированы на упорном кольце полого стержня, 2 з.п. ф-лы, 3 ил. ел С 00 ю ю о
| Установка для сварки полимерных материалов | 1985 |
|
SU1359149A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки полимерной пленки | 1974 |
|
SU505567A1 |
| Солесос | 1922 |
|
SU29A1 |
