Изобретение относится к сварке и может быть использовано при автоматической дуговой сварке в защитны газах тонких дисков и колец (толщиной 1-4 мм) встык, преимущественн при наращивании дисков с целью восстановления путем приварки разрезны гнутых колец, полуколец или частей кольца.
Цель изобретения - повьшение качества сварки тонкостенных элементов путем равномерного прижатия свариваемых элементов к базовой поверхности и повышение производительности .
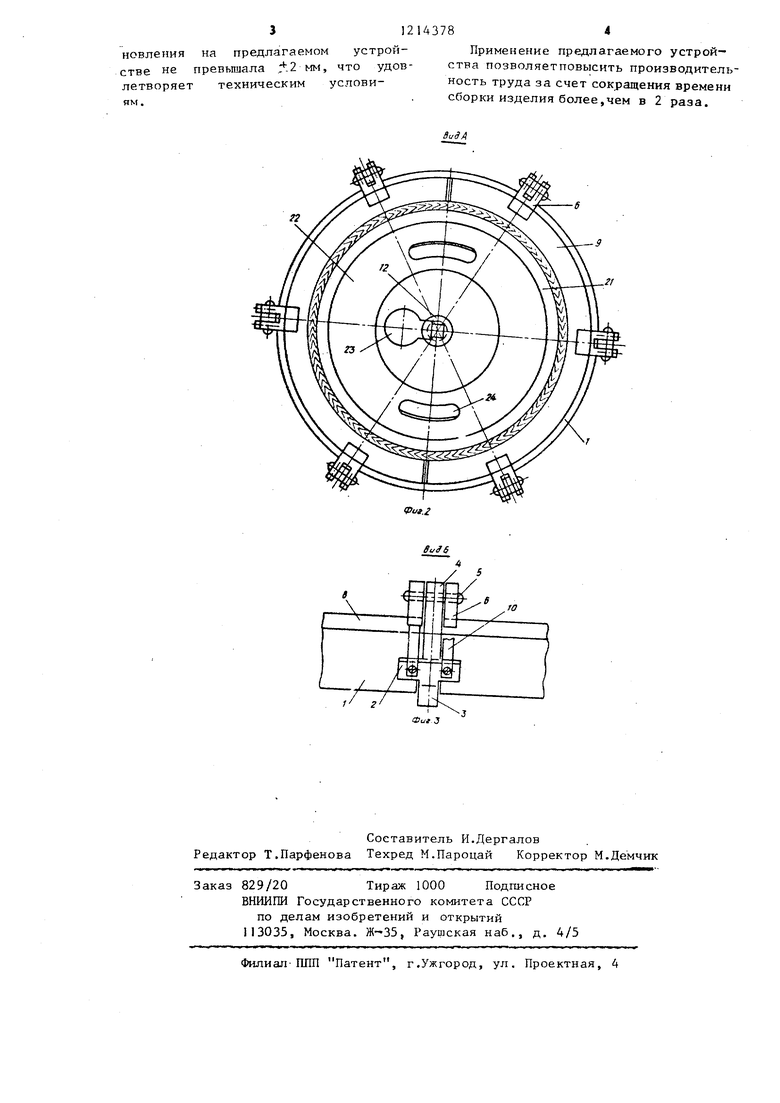
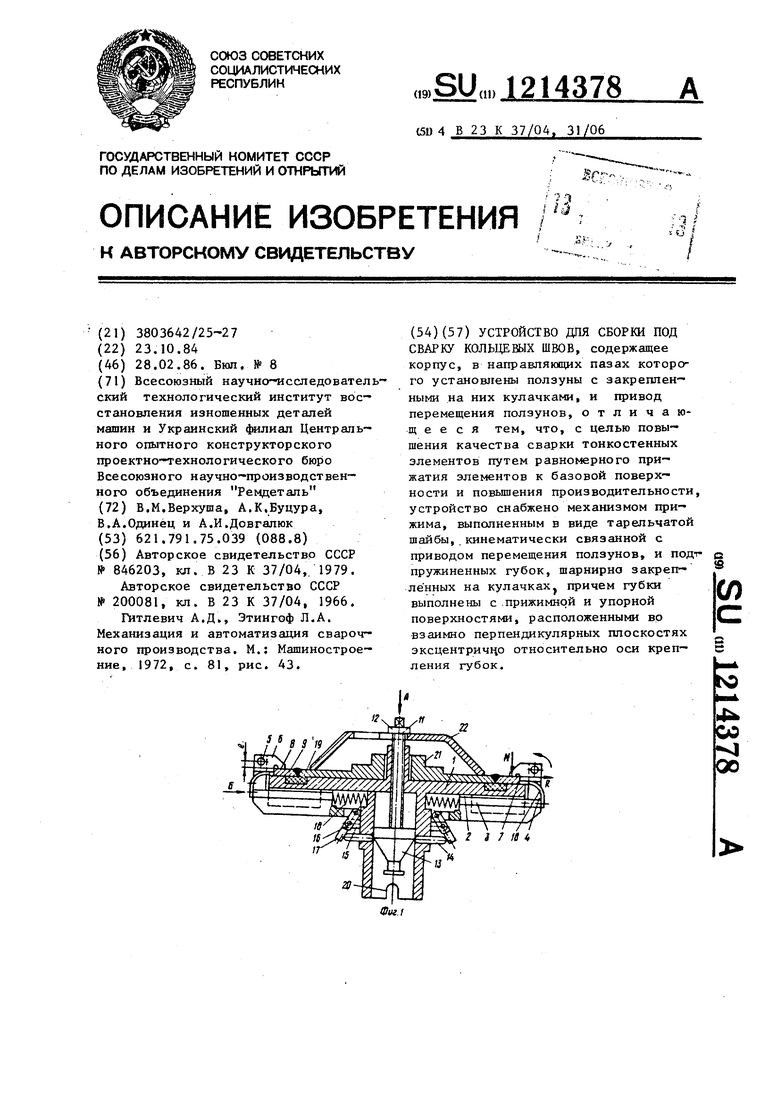
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1, на фиг.З - вид Б на фиг.1.
Устройство содержит корпус 1 с Т-образными направляющими пазами 2, в которых с возможностью перемещения установлены ползуны 3 с закрепленными на них кулачками 4. На кулачках на осях 5 шарнирно установлены губки 6, имеющие упорную 7 и приг:имную 8 поверхности срответстёенно для захвата и прижатия кольца 9,
В нерабочем состоянии губки удерживаются от провисания с помощью пластинчатых пружин 10. В центральном резьбовом отверстии корпуса установлен ходовой винт 11 с квадратной головкой и буртиком 12 вверху и с конусом 13 внизу, взаимодействующим с толкателями 14, размещенными в радиальных отверстиях патрубка корпуса. К патрубку приварены ушки 15, на осях 16 которых смонтированы двуплечие рычаги 17, одним ппечом связанные с ползуном 3, а другим - взаимодействующие с толкателями 14. Между ползунами 3 и патрубком корпуса установлены пружины сжатия 18, в кольцевом вырезе корпуса уложена медная подкладка 19 под сварочный шов, а в торцовой части патрубка предусмотрены вырезы 20 для установки устройства на шпиндель манипулятора (вращателя) вместо планшайбы.
Для прижима свариваемого диска 21 устройство снабжено тарельчатой шайбой 22, в которой предусмотрены заходное для буртика винта отверстие. 23 и прорези 24 для ее монтажа н демонтажа.
Устройство работает следуклцим образом.
В исходном положении винт 11 находится в верхнем положении,
тарельчатая шайба снята, кулачки устройства пружинами 18 раздвинуты к периферии, а губки 6 удерживаются пружинами 10 под небольшим углом к горизонту. Свариваемый диск 21
надевают отверстием на центрирующий выступ корпуса 1, по периферии укладывают .разрезное, кольцо 9 (части кольца.) , надевают и подводят под бурт 12 винта тарельчатую шайбу
и с помощью гайковерта (не показан) зажимают винт П. При этом конус 13 раздвигает толкатели 14, которые, воздействуя через двуплечие рычаги 17, преодолевают сопротивление пру-
жин 18 и сводят ползуны 3 к центру корпуса. При этом губки 6 кулачков упираются поверхностями 7 в кольцо 9 и вначале подводят его к диску 2 а затем под действием силы
реакции R, направленной эксцентрично по отношению к оси 5, поворачиваются в сторону кольца и прижимают его поверхностями 8 к базовой поверхности с усилием N, кото-
рое пропорционально величине
эксцентриситета е и силе реакции R. В конце хода винт 11 своим буртиком 12 упирается в тарельчатую шайбу 22 и прижимает посредством
шайбы периферию свариваемого диска к базовой поверхности корпуса. Собранное изделие подготовлено к сварке .
После автоматической сварки диска с кольцом изделие освобо - , отвинчивая винт 11 с помощью гайковерта до упора конуса в днище патрубка.
Под действием пружины 18 ползуны 3 вместе с кулачками 4 возвращаются в исходное положение, а толкатели 14 входят в патрубок корпуса до соприкосновения с конусом. Снимают тарельчатую шайбу и изделие с устройства. Далее цикл повторяется.
Благодаря равномерному и плотному прижатию дисков и колец к базовой поверхности, устройство обеспечивает более высокое качество сварки по сравнению с прототипом. Неплоскостность сварных дисков сошников зерновых сеялок после восста-
312143784
иовления на предлагаемом устрой-Применение предлагаемого устройстве не превышала мм, что удов- тва позволяетповысить производител
.....« 4j «y ri«fтгг«гг1 тзтл- H OfT T-i TfiVrriJ ora .. «.. . ..
летворяет техническим условиям.
ность труда за счет сокращения времени сборки изделия более,чем в 2 раза.
тва позволяетповысить производител
H OfT T-i TfiVrriJ ora .. «.. . ..
ность труда за счет сокращения времени сборки изделия более,чем в 2 раза.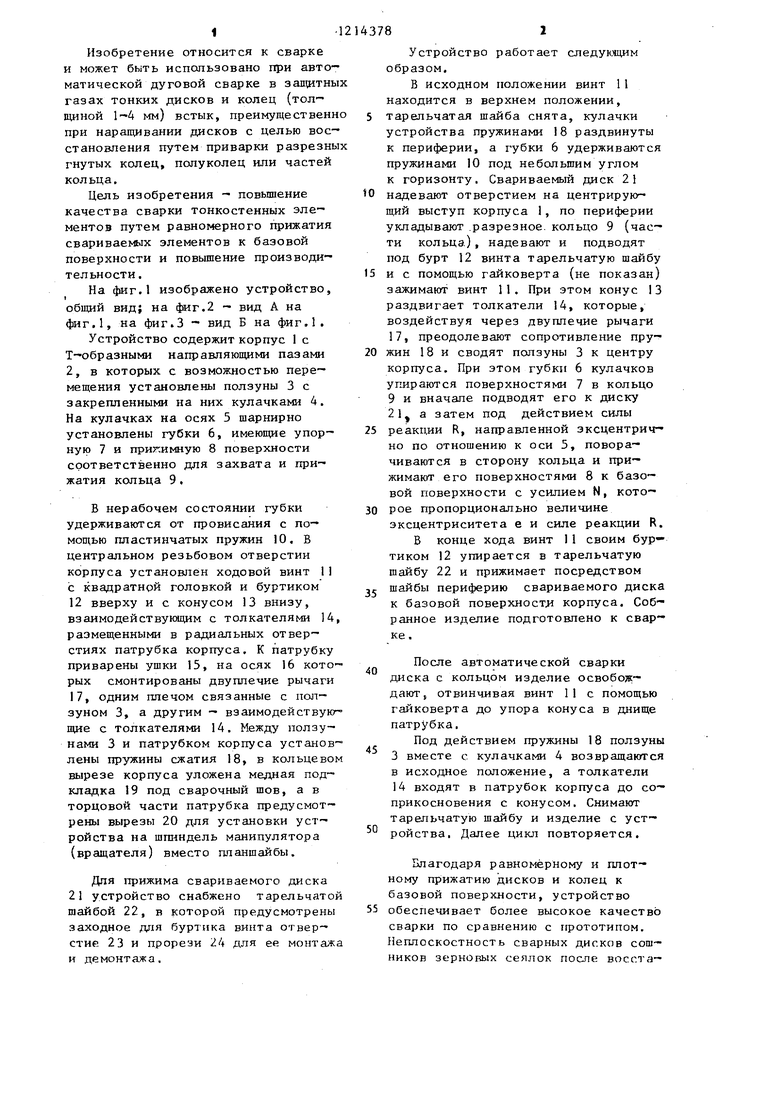
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 2006 |
|
RU2412807C2 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
f2
- 9
//
Oat 3
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| УСТРОЙСТВО для СБОРКИ и АВТОМАТИЧЕСКОЙ ПРИВАРКИ ЛОПАТОК К ПЛОСКОМУ ДИСКУ | 0 |
|
SU200081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизация и автоматизация сварочного производства | |||
| М.: Машиностроение, 1972, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
