Изобретение относится к машиностроению и может быть использовано как при выполнении монтажно-наладочных и контрольных работ на горизонтальных прессах, оснащенных сферическими опорами на плунжере и траверсе, при монтаже установочных приспособлений для валов и охватывающих деталей, так и непосредственно при выполнении сборочных операций на этих прессах.
Цель изобретения - снижение трудоемкости с одновременным повышением точности при базировании оправки в отверстиях плунжера и траверсы горизонтального пресса.
На чертеже представлена наладка для осуществления способа.
На плунжере 1 и траверсе 2 горизонтального пресса постоянно в базовых отверстиях установлены и закреплены сферические опоры, состоящие из неподвижных корпусов 3 и 4 и подвижных самоустанавливающихся вставок 5 и 6, предназначенных для компенсации отдельных видов погрешностей сопрягаемых деталей и опорных элементов пресса. На базовых поверхностях М и N подвижных самоустанавливающихся вставок 5 и 6 с вогнутыми сферическими опорными поверхностями радиусов R и RI установлены центрирующие конуса 7 и 8, которые (при поджатии плунжером 1) через конические лунки на торцах контрольной оправки 9 удерживают ее на геометрической оси прессования за счет того, что центрирующие конуса 7 и 8 установлены так, что геометрические центры ОБ и Об сферических поверхностей А и В опор пресса располагаются на осях конусов 7 и 8 в средних частях по длине их конусных поверхностей, что обеспечивает расположение геометрических осей центрирующих конусов 7 и 8 на оси прессования.
Способ осуществляется в следующей последовательности операций.
На базовые поверхности М и N самоустанзвлива ющихся вставок 5 и 6 устанавливают центрирующие конуса 7 и 8, Контрольную оправку 9, выполненную в виде цилиндра с двумя опорными базовыми поверхностями в виде конических лунок на торцах, с помощью электромостового крана или другого подъемного устройства коническими лунками на ее торцах устанавливают на центрирующие конуса 7 и 8 и прижимают плунжером 1 к траверсе 2 так, чтобы сферические поверхности А и В корпусов 3 и 4 и самоустанавливающихся вставок 5 и 6, конусные поверхности центрирующих конусов 7 и 8 и конические лунки на торцах
контрольной оправки 9 полностью вошли в контакт между собой.
В таком положении ось контрольной оправки 9 совместится с геометрической осью
прессования. При этом выполняются все работы по монтажу, отладке и контролю приспособлений, установленных на прессе, относительно контрольной оправки 9.
После выполнения требуемых работ
контрольная оправка 9 и центрирующие конусы 7 и 8 снимаются, пресс готов для выполнения прессовых операций.
Ниже приведен пример конкретного осуществления способа.
Например, требуется выставить на прессе, оснащенном сферическими опорами на его плунжере и траверсе, установочное приспособление для вала, обеспечивающее соосное расположение
его с осью прессования без каких-либо методов и средств контроля его положения во время установки под пресс.
Диаметр контрольной оправки DI 150 мм, вал-детали - Da 200 мм, в качестве
базирующих элементов в установочном приспособлении для вала предусмотрены две призмы.
В данном случае приспособление должно быть выставлено так, чтобы от базирующей контрольной оправки, выставленной на прессе указанным выше способом, до плоскостей его призм во всех точках измерения был бы одинаковый размер, равный половине разности диаметров вала-детали и контрольной оправки, т.е.
2 25мм.
Регулировку положения призм относительно контрольной оправки осуществляют с помощью прокладок или других средств в зависимости от того, что предусмотрено конструкцией приспособления,
После достижения требуемого положения установочного приспособления его закрепляют относительно пресса, производят контрольные замеры, после чего контрольную оправку и центрирующие конусы снимают с пресса.,
При реализации заявляемого способа
для установки контрольной оправки под монтажные и контрольные операции не требуется снятие опорных элементов (сферических опор) с плунжера и траверсы и последующей их установки для выполнения
напрессовочных работ, что снижает трудоемкость работ по материализации оси прессования.
Установка контрольной оправки через центрирующие конусы непосредственно на
рабочих опорах пресса кроме снижения трудоемкости позволяет повысить точность материализации оси прессования за счет учета и компенсации погрешностей изготовления и монтажа элементов самих опор.
Предложенный способ может быть применен также непосредственно при выполнении операций прессования; в этом случае вместо контрольной оправки сразу устанавливают вал-изделие, который оставляют на прессе на подобранных подставках или подвесках, снимают с опор плунжера и траверсы центрирующие конусы и производят напрессовку охватывающей детали.
Формула изобретения Способ базирования контрольной оправки в горизонтальных отверстиях узлов пресса, заключающийся в ориентированной установке контрольной оправки с сопряжением двух опорных базовых поверхностей контрольной оправки с двумя базовыми цилиндрическими отверстиями, выполненными в противолежащих узлах пресса, отличающийся тем, что, с целью снижения трудоемкости с одновременным повышением точности при базировании оправки в отверстиях плунжера и тра- версы горизонтального пресса, контрольную оправку выполняют в виде цилиндра с опорными базовыми коническими
лунками на торцах, в базирующие отверстия узлов пресса устанавливают опоры, содержащие размещенные и неподвижно закрепленные в базовых отверстиях плунжера и траверсы корпуса с обращенными друг к
другу вогнутыми сферическими опорными поверхностями, и сочлененные с этими поверхностями самоустанавливающиеся вставки, устанавливают на торцах упомянутых вставок центрирующие конусы, располагая геометрические центры сферических поверхностей вставок на отрезках осей центрирующих конусов, соответствующих средним по длине участкам их конусных поверхностей, а ориентированную установку контрольной оправки осуществляют путем размещения ее между конусами и последующего осевого перемещения одного из узлов пресса до сопряжения опорных базовых
поверхностей оправки и центрирующих конусов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки колесных пар | 1990 |
|
SU1801723A1 |
| Устройство для определения прочности сцепления кирпича с раствором | 1980 |
|
SU951118A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ КОЛЕЦ-КАЛИБРОВ | 1991 |
|
RU2049303C1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРОВОЙ ПРОБКИ КРАНА | 1995 |
|
RU2076797C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2250827C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ РАСПРЕССОВКИ И ЗАПРЕССОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ И УЗЛОВ | 2008 |
|
RU2394684C2 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
Изобретение относится к машиностроению и касается монтажно-наладочных и контрольных работ на горизонтальных прессах. Сущность: на плунжере 1 и траверсе 2 горизонтального пресса установлены сферические опоры, включающие неподвижные корпуса 3 и 4 и подвижные самоустанавливающиеся вставки 5 и 6. На вставках 5 и 6 устанавливают центрирующие конусы 7 и 8, на которые после чего устанавливают контрольную оправку 9, при этом конусы 7 и 8 устанавливают таким образом, что геометрические центры ОБ и Об сферических поверхностей опор располагаются на их осях в средних по длине частях конусных поверхностей. 1 ил.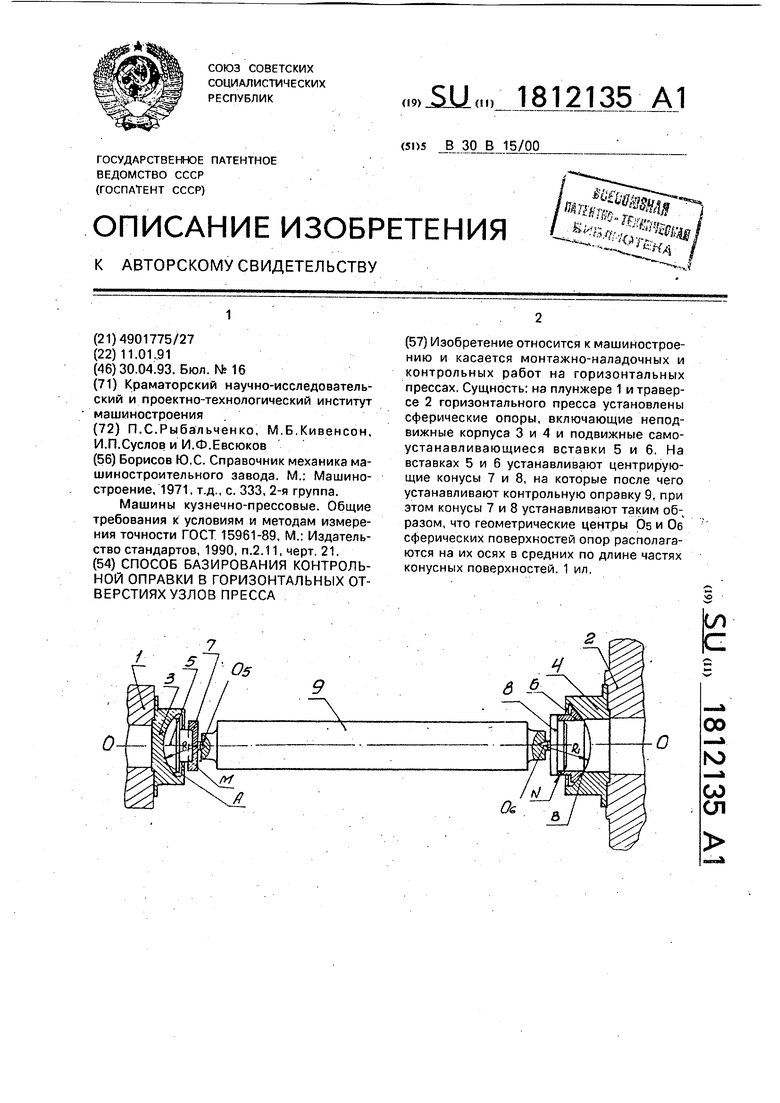
| Борисов Ю.С | |||
| Справочник механика машиностроительного завода | |||
| М.: Машиностроение, 1971, т.д., с | |||
| Телефонная трансляция с катодными лампами | 1922 |
|
SU333A1 |
| Машины кузнечно-прессовые | |||
| Устройство для автоматического управления мотором насоса | 1929 |
|
SU15961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
