Известны способы непрерывного формования резиновых рукавов с проволочными спиралями путем опрессовки проволочной спирали резиновой смесью в головке червячного пресса на неподвижном дорне. Эти способы предусматривают одновременное проведение процессов навивки спирали и ее опрессовки на одном агрегате, при этом невозможно обеспечить повышение скорости формования, так как при повышении скорости навивки проволочной спирали возникают неравномерные усилия напряжения упругой спирали, повреждаюшей резиновую заготовку в процессе опрессовки, что приводит к снижению качества формования рукавов.
Предлагаемый способ отличается от известных тем, что проволочную спираль предварительно изготавливают с заданным шагом и натяжением витков, и в процессе опрессовки непрерывно с заданной скоростью перемеш;ают на дорне через полый червяк в головку червячного пресса. Способ позволяет повысить скорость формования резиновых рукавов, а также улучшить качество их изготовления.
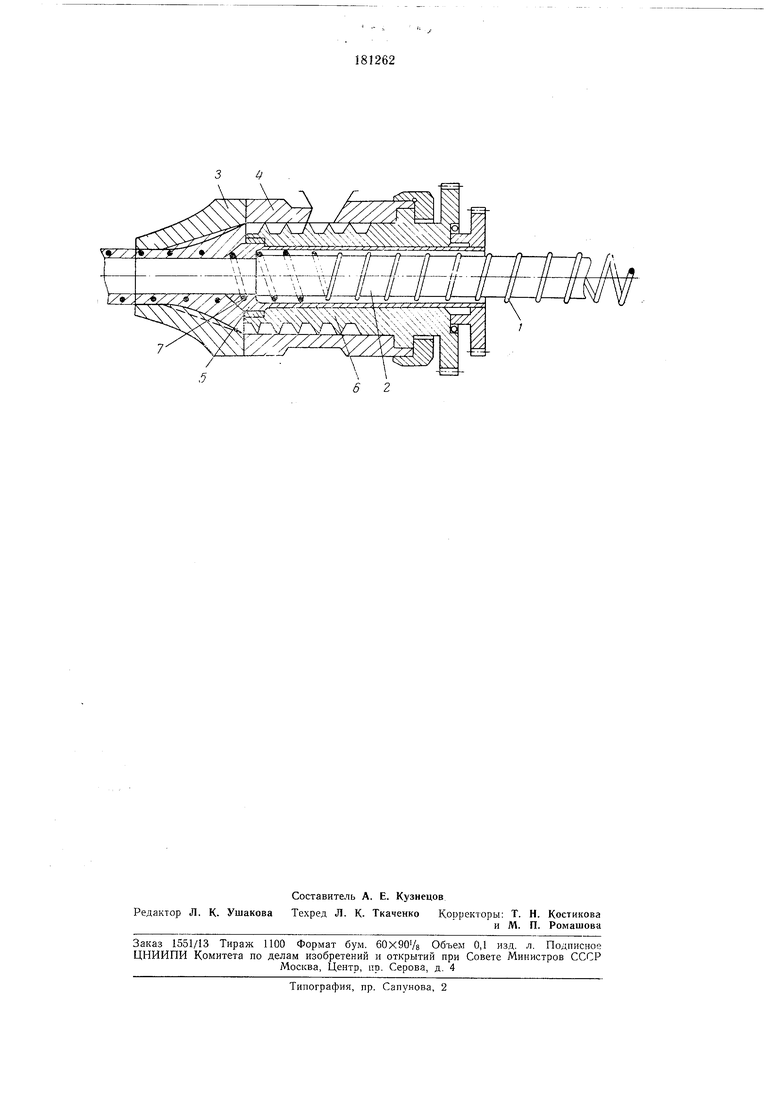
Сушность способа поясняется чертежом. Способ осуществляют следующим образом. Проволочную спираль / предварительно изготавливают навивкой проволоки с заданным, шагом и натяжением витков на станке (на чертеже не показан), затем спираль насаживают на дорн 2 и перемещают по нему с заданной скоростью в головку 3 червячного пресса 4. Перемещение спирали на дорне осуществляется при помощи шпинделя 5, вращаемого на дорне 2, расположенного внутри полого червяка 6, выполненного с отверстиями 7 заданного размера, обеспечивающими вращение и аксиальное перемещение проволочной спирали / в головку 3, где спираль опрессовывается резиновой смесью. Затем сформованный рукав перемещают на последующую обработку.
Предмет изобретения
Способ непрерывного фор.мования резиновых рукавов с проволочными спиралями путем опрессовки спирали резиновой смесью в головке червячного пресса на неподвижном дорне, отличающийся тем, что, с целью повышения скорости формования рукавов и улучптения их качества, проволочную спираль предварительно изготавл:;вают с заданным шагом и натяжением витков, и в процессе опрессовки непрерывно с заданно скоростью перемеш.ают на дорне через полый червяк в головку червячного пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Установка для изготовления гибких шлангов | 1980 |
|
SU910437A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УКЛАДКИ ПРОВОЛОЧНОЙ СПИРАЛИ НА ЗАГОТОВКИ РЕЗИНОВЫХ РУКАВОВ | 1968 |
|
SU219162A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |