Изобретение относится к строительству, а более конкретно к обработке бетонных, мозаичных и других поверхностей.
Цель изобретения - повышение износостойкости и производительности.
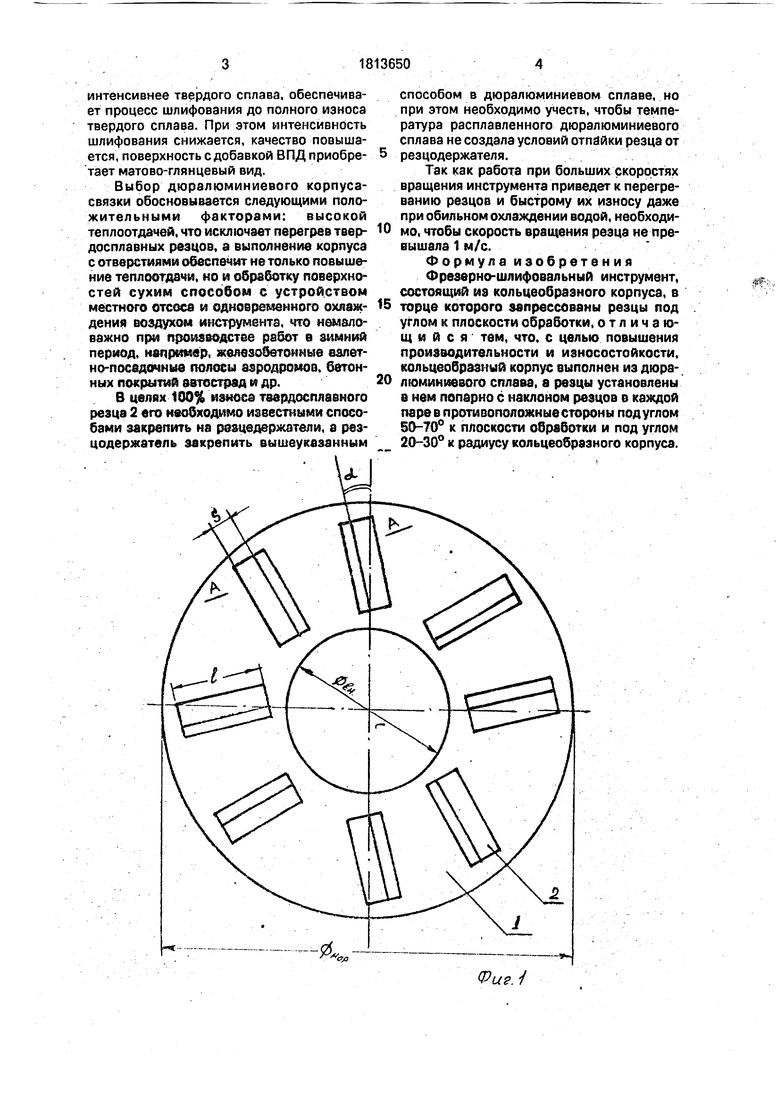
На фиг.1 изображена конструкция фрё- зерно-шлифовального инструмента; на фиг.2 - разрез А-А на фиг.1.
Инструмент содержит корпус 1, выполненный из дюралюминиевого сплава твёрдостью по Н в не ниже 80 кг/мм, с заключенными в нем твердосплавными резцами 2 определенных размеров S и I (величина размеров S и I зависит от давления на обрабатываемую поверхность), расположенных под углами а и ft к обрабатываемой поверхности. Резцы 2 выступают из корпуса 1 на величину h и расположены режущими кромками в противоположные стороны. Возможно и одностороннее расположение, но при этом вращение инструмента реверсируется. Вначале выполняется обдирка, а затем шлифование. Перед последним проходом инструмента поверхность обрабатывается водно-дисперсным полимером (ВДП)
на основе латекса СКС-65ГП, которая вместе со шламом от шлифовки образует шпат- . левку, втираемую плоскостью резца в поры бетонной поверхности.
Сущность изобретения заключается в следующем.
При вращении резец 2 острой кромкой скалывает все выступающие из поверхности неровности (скалывание происходит под углом а к радиусу инструмента). За счет угла а происходит удаление отработанного материала из-под инструмента, а следующий за ним резец плоской поверхностью за счет трения выполняет шлифование поверхности. Часть отработанного материала,, в том числе и кварцевый песок,спосрбствует процессу шлифования.
В связи с тем, что твердость твердосплавного резца достаточно велика порядка 9+ и связка (корпус) не подвержена истиранию, инструмент обладает достаточно высокой износостойкостью и составляет тысячи часов. При износе резцов до корпуса корпус, выполненный из дюралюминиевого сплава указанной твердости, изнашиваясь
- w
Ј
00
00
о ел о
интенсивнее твердого сплава, обеспечивает процесс шлифования до полного износа твердого сплава. При этом интенсивность шлифования снижается, качество повышается, поверхность с добавкой ВПД приобретает матово-глянцевый вид.
Выбор дюралюминиевого корпуса- связки обосновывается следующими положительными факторами: высокой теплоотдачей, что исключает перегрев твердосплавных резцов, а выполнение корпуса с отверстиями обеспечит не только повышение теплоотдачи, но и обработку поверхностей сухим способом с устройством местного отсосе и одновременного охлаждения воздухом инструмента, что немаловажно при производстве работ в зимний период, нвпрюявр, железобетонные взлетно-посадочные полосы аэродромов, бетонных покрытий автострад и др.
В целях 100% износа твердосплавного резца 2 его необходимо известными способами закрепить на резцедержатели, а резцедержатель закрепить вышеуказанным
способом в дюралюминиевом сплаве, но при этом необходимо учесть, чтобы температура расплавленного дюралюминиевого сплава не создала условий отпайки резца от резцедержателя.
Так как работа при больших скоростях вращения инструмента приведет к перегреванию резцов и быстрому их износу даже при обильном охлаждении водой, необходимо, чтобы скорость вращения резца не превышала 1 м/с. Формула изобретения Фрезерно-шлифовальный инструмент, состоящий из кольцеобразного корпуса, в торце которого запрессованы резцы под углом к плоскости обработки, отличающийся тем, что, с целью повышения производительности и износостойкости, кольцеобразный корпус выполнен из дюралюминиевого сплава, а резцы установлены а нем попарно с наклоном резцов в каждой паре в противоположные стороны под углом 50-70° к плоскости обработки и под углом 20-30° к радиусу кольцеобразного корпуса.
0
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| КОМПОНЕНТ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2475338C2 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ПОКРЫТИЙ МЕТОДОМ ШЛИФОВАНИЯ | 2006 |
|
RU2337814C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ притупления острых кромокКулиКОВА H.A. | 1978 |
|
SU831556A1 |
| Резцедержатель | 1991 |
|
SU1814989A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |

Область использования: обработка бетонных поверхностей. Сущность изобретения: фрезерно-шлифовальный инструмент содержит корпус, в торце которого закреплены резцы попарно с наклоном в каждой паре в противоположные стороны к обрабатываемой поверхности и под углом к радиусу корпуса, Корпус выполнен из дюралюминиевого сплава. 2 ил.
Фиг.-/
| Торцовый шлифовальный круг | 1985 |
|
SU1348156A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
