Изобретение относится к области машиностроения и может быть использовано для обработки бетонных полов при проведении строительно-отделочных работ, а также для обработки мозаичных, гипсолитовых и других поверхностей.
Известен фрезерно-шлифовальный инструмент для обработки бетонных, мозаичных или других поверхностей, содержащий кольцеобразный дюралюминиевый корпус, выполненный с отверстием для соединения с приводом его вращения, и восемь резцов, которые закреплены на корпусе под определенными углами к обрабатываемой поверхности (авторское свидетельство СССР №1813650, кл. B28D 1/18, 1987 г.).
Недостатками этого устройства являются большие трудо- и материалозатраты за счет необходимости механической обработки дюралюминиевого корпуса, закрепления резцов по определенным углом к обрабатываемой поверхности, а также большое количество резцов.
Известен также инструмент плоскошлифовальной передвижной машины, содержащий шлифовальную головку, представляющую собой диск, выполненный с элементом его закрепления на выходном валу редуктора. На плоской поверхности диска, обращенной в сторону обрабатываемой поверхности, размещены узлы крепления для установки в них съемных абразивных элементов, которые выполнены плоскими, трапециевидными в плане с наклонными боковыми сторонами (патент на изобретение РФ №2163187, кл. В24В 7/22, 2001 г.).
Это устройство имеет те же недостатки, что и предыдущее.
Технический результат заявленного устройства - снижение трудо-, материало- и энергозатрат и, как следствие, уменьшение стоимости фрез.
Указанный технический результат достигается за счет того, что фреза для обработки покрытий методом шлифования выполнена в виде шлифовальной головки из листового металла, образованной плоским основанием, плоскими боковинами, размещенными под углом к основанию, и днищем, прикрепленным к нижним кромкам боковин, и абразивных элементов, жестко закрепленных на наружной поверхности основания, при этом основание и днище имеют в плане форму треугольников соответственно с усеченными вершинами и со скругленными вершинами, боковины сопряжены со сторонами треугольника основания с образованием пазов между боковинами, а абразивные элементы ориентированы в направлении от усеченных вершин треугольника основания к его центру.
При этом абразивные элементы выполнены в виде трех пар брусков трапециевидной формы, причем трапеции каждой пары обращены друг к другу большими основаниями, которые ориентированы в направлении от усеченных вершин треугольника к его центру и расположены с зазором относительно друг друга или без зазора.
Кроме того, боковины выполнены заодно целое с основанием и отогнуты относительно него по канавкам, образованным в местах соединения боковин и сторон треугольника основания, а в качестве листового металла использован стальной лист толщиной 4 мм.
На фиг.1 изображена фреза, вид сбоку;
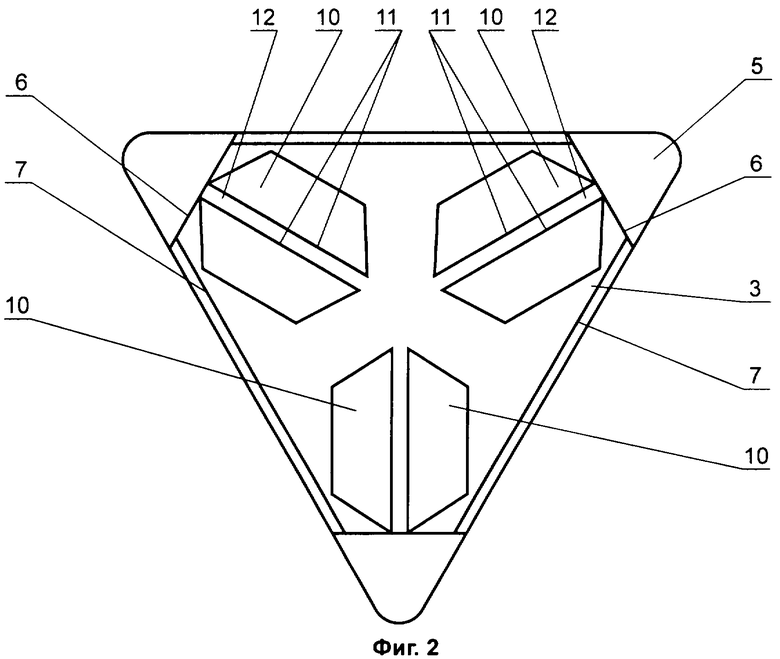
на фиг.2 - фреза, вид сверху;
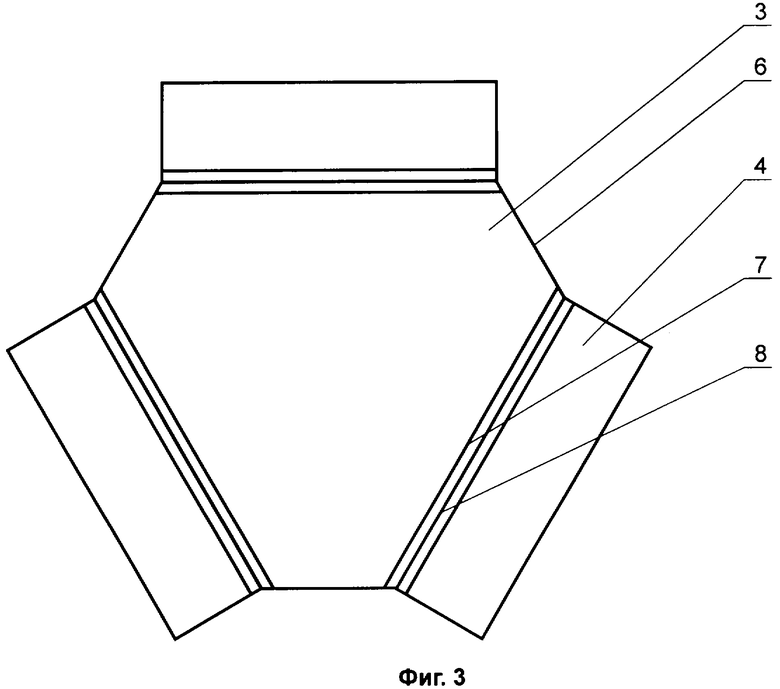
на фиг.3 - развертка фрезы.
Фреза для мозаично-шлифовальных машин содержит шлифовальную головку 1 и закрепленные на ней абразивные элементы 2. Шлифовальная головка 1 выполнена из металлического листа, преимущественно стального толщиной 4 мм, и образована основанием 3 и боковинами 4, размещенными под углом к основанию, и днищем 5, имеющим в плане форму треугольника со скругленными вершинами и прикрепленным к нижним кромкам отогнутых боковин 4 параллельно основанию 3. Основание 3 имеет в плане форму треугольника с усеченными вершинами 6. Боковины 4 выполнены заодно целое с основанием 3, причем в месте сгиба сторон 7 треугольника и боковин 4 выполнены канавки 8, относительно которых происходит отгиб боковин 4 относительно основания 3. Между боковинами 4 в зоне усеченных вершин 6 треугольника образованы пазы 9. На наружной поверхности основания 3 жестко закреплены абразивные элементы 2, выполненные в виде трех пар брусков 10 трапециевидной формы, причем трапеции каждой пары обращены друг к другу большими основаниями 11. Бруски 10 закреплены на основании 3 таким образом, что их основания 11 ориентированы от усеченных вершин 6 треугольника к его центру. Бруски 10 каждой пары закреплены либо с зазором 12 относительно друг друга, либо без зазора.
Изготовление и использование устройства осуществляется следующим образом.
Изготовление фрезы осуществляется методом штамповки стального листа. Основание 3 штампуется вместе с боковинами 4. В месте отгиба боковин 4 выполняют канавки 8. Затем нижние кромки боковин 4 прикрепляют к днищу 5, имеющему в плане форму треугольника со скругленными вершинами. К верхней поверхности основания 3 в зоне усеченных вершин 6 треугольника жестко прикрепляют абразивные элементы 2, ориентированные от упомянутых усеченных вершин 6 треугольника к его центру. В предпочтительном варианте исполнения абразивные элементы выполнены в виде брусков 10 трапециевидной формы. Бруски 10 расположены попарно таким образом, что одни концы их больших оснований 11 размещены в зоне усеченных вершин 6 треугольника, а другие концы направлены к центру треугольника. Бруски 10 каждой пары могут располагаться как с зазором 12 относительно друг друга, так и без зазора. Перед началом обработки поверхности фрезу крепят к траверсе, при этом она прилегает к боковинам 4 и фиксируется зажимным кольцом и выступающими частями днища. Включают привод вращения и производят обработку поверхности, например, бетонного пола до полного истирания брусков 10 абразивных элементов, после чего шлифовальную головку снимают и утилизируют. На место изношенной фрезы устанавливают новую и процесс обработки поверхности продолжается. Утилизированные головки отправляют на переплавку.
Выполнение шлифовальных головок полыми из листового металла методом штамповки с жестко прикрепленными к ним абразивными элементами позволяет снизить материалоемкость и трудоемкость изготовления фрез, а следовательно, значительно снизить затраты материалов и электроэнергии на их изготовление. А также уменьшает загрязнение окружающей среды из-за утилизации меньшего количества стали, используемой при изготовлении фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ОКРУГЛОСТИ | 2010 |
|
RU2517526C2 |
| Торцовый шлифовальный круг | 1985 |
|
SU1348156A1 |
| Шлифовальная головка | 1980 |
|
SU1093513A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Сборный абразивный инструмент | 1981 |
|
SU1000259A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА ПЛОСКОШЛИФОВАЛЬНОЙ ПЕРЕДВИЖНОЙ МАШИНЫ | 2007 |
|
RU2349441C2 |
| СКЛЕЕННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2600464C2 |
| РЕШЁТЧАТАЯ АЭРОДИНАМИЧЕСКАЯ ПОВЕРХНОСТЬ | 2018 |
|
RU2686593C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
Изобретение относится к области машиностроения и может быть использовано для обработки бетонных полов при строительно-отделочных работах, а также для обработки мозаичных, гипсолитовых и др. поверхностей. Фреза выполнена в виде шлифовальной головки из листового металла и абразивных элементов. Головка образована плоским основанием, плоскими боковинами, размещенными под углом к основанию, и днищем, прикрепленным к нижним кромкам боковин. Основание и днище имеют в плане форму треугольников соответственно с усеченными вершинами и со скругленными вершинами. Боковины сопряжены со сторонами треугольника основания с образованием пазов между боковинами. Абразивные элементы жестко закреплены на наружной поверхности основания и ориентированы в направлении от усеченных вершин треугольника основания к его центру. В результате уменьшаются трудо-, материало- и энергозатраты при изготовлении фрез, что способствует уменьшению их стоимости. 3 з.п. ф-лы, 3 ил.
| Фрезерно-шлифовальный инструмент | 1987 |
|
SU1813650A1 |
| Сборный абразивный инструмент | 1981 |
|
SU1000259A1 |
| SU 761234 A, 07.09.1980 | |||
| Сборный абразивный торцевой круг | 1981 |
|
SU1066792A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ГАЗОВОГО ДАТЧИКА | 1994 |
|
RU2132551C1 |

