Изобретение относится к изготовлению резиновых технических изделий и может быть использовано для изготовления бесконечных зубчатых решений.
Ближайшим к изобретению по технической сути и достигаемому результату является известная установка для изготовления кольцевых резиновых изделий, содержащая вулканизационный пресс, устройство для сборки заготовок с консольно смонтированным в опоре с возможностью аксиального перемещения сборочным барабаном и приводом для его вращения и средство для подачи барабана с устройства для сборки в пресс и обратно, имеющие подвижную по горизонтальной направляющей каретку, на которой смонтирована опора для барабана и аксиально подвижный шток с приводом для ее перемещения.
Однако известная установка неудобна в обслуживании при изготовлении кольцевых резиновых изделий.
Целью изобретения является повышение удобства установки в обслуживании.
Для этого в установке для изготовления кольцевых резинотехнических изделий, содержащей вулканизационный пресс, устройство для сборки заготовок с консольно смонтированным в опоре с возможностью аксиального перемещения сборочным барабаном и приводом для его вращения и средство для подачи барабана с устройства для сборки в пресс и обратно, имеющие подвижную по горизонтальной направляющей каретку, на которой смонтирована опора для барабана, и аксиально подвижный шток с приводом для ее перемещения, согласно изобретению, горизонтальная направляющая закреплена на прессе над устройством для сборки, шток установлен на прессе с возможностью взаимодействия с барабаном в зоне пресс-формы и снабжен пальцем для соединения с опорой для барабана, а последняя смонтирована на каретке с возN4CN СП О Ю
можностью вертикального перемещения и снабжена средством для вертикального перемещения, причем барабан связан с приводом для вращения посредством разъемного соединения.
Барабан койсольно смонтирован в опоре {посредством установленной в последней на подшипниках оправки, а разъемное соединение выполнено в виде аксиально подпружиненного шпинделя для взаимодействия с оправкой.
Средство для вертикального перемещения опоры выполнено в виде копира, установленного на горизонтальной направляющей.
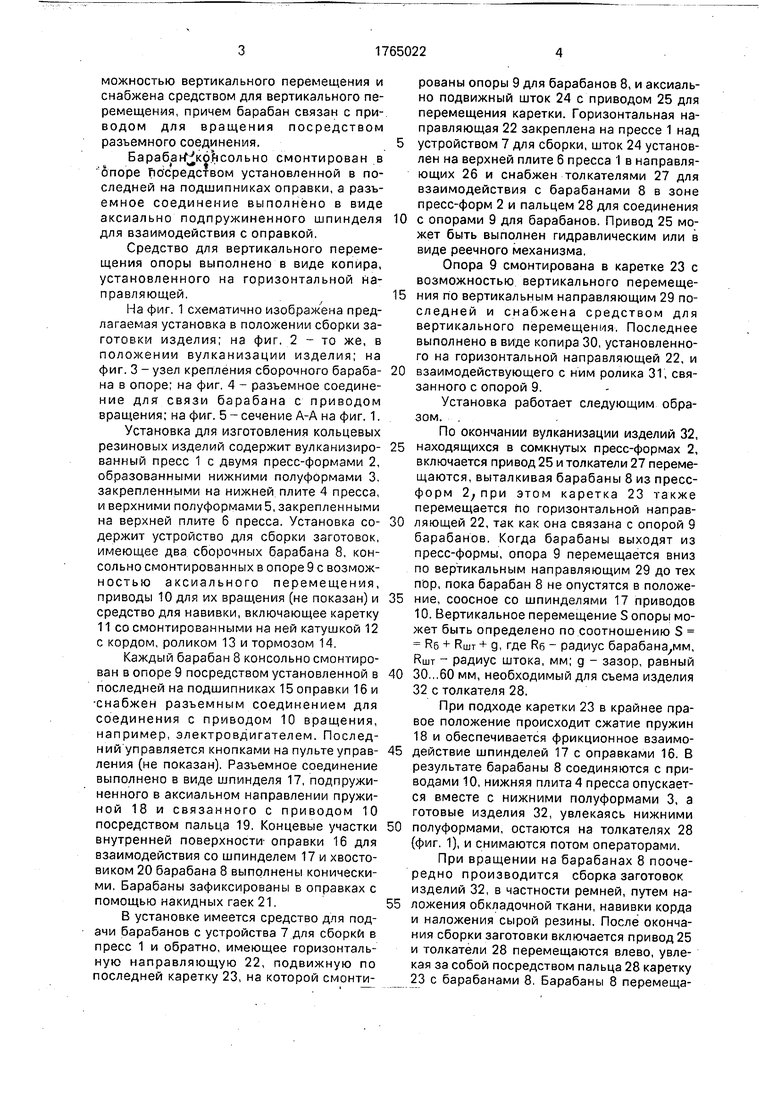
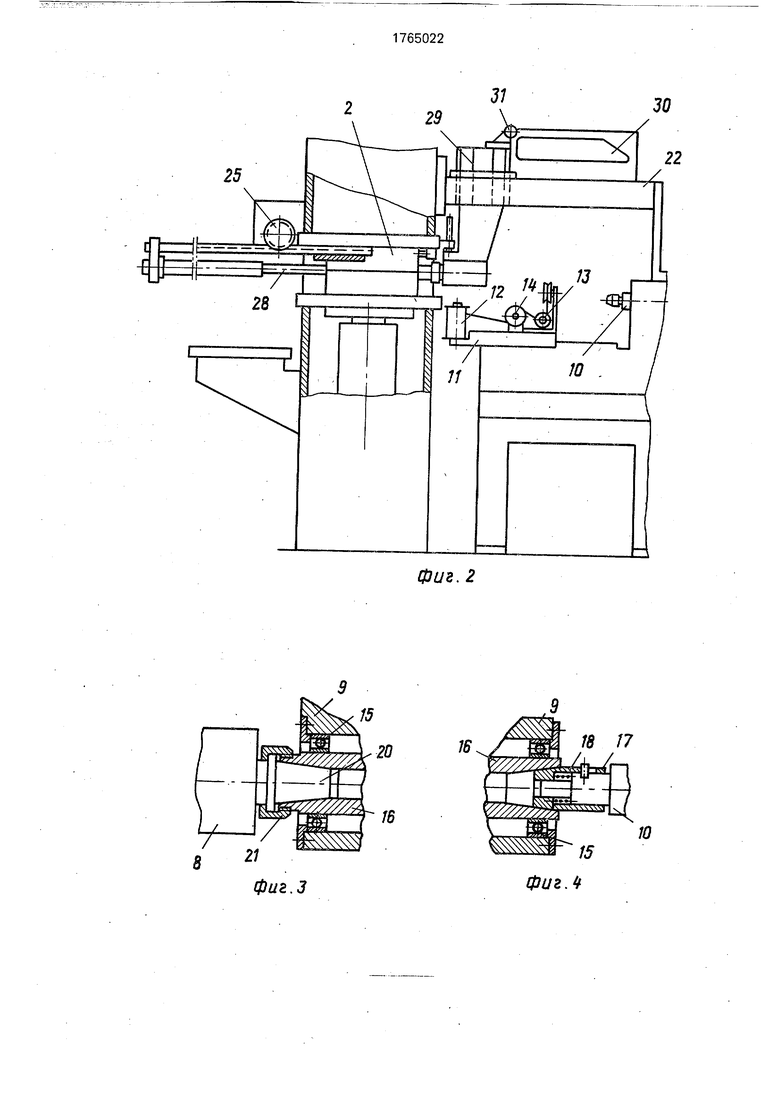
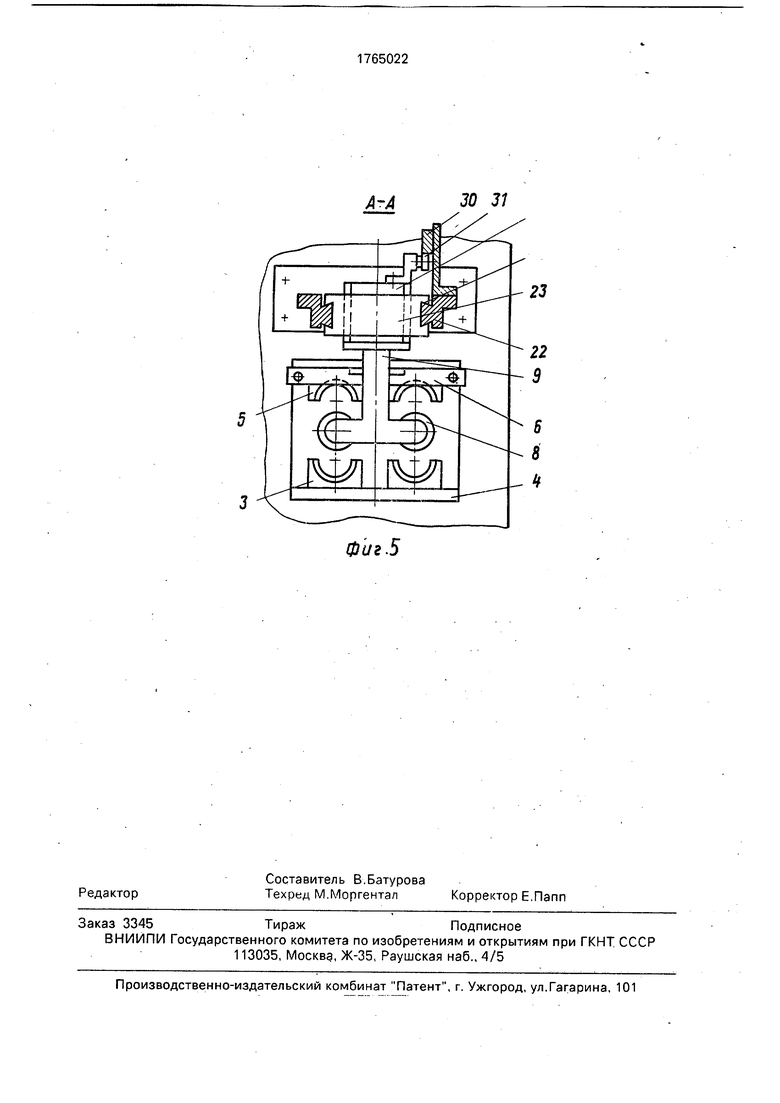
На фиг. 1 схематично изображена предлагаемая установка в положении сборки заготовки изделия; на фиг. 2 - то же, в положении вулканизации изделия; на фиг. 3 - узел крепления сборочного барабана в опоре; на фиг. 4 - разъемное соединение для связи барабана с приводом вращения; на фиг. 5-сечение А-А на фиг. 1.
Установка для изготовления кольцевых резиновых изделий содержит вулканизированный пресс 1 с двумя пресс-формами 2, образованными нижними полуформами 3. закрепленными на нижней плите 4 пресса, и верхними полуформами 5, закрепленными на верхней плите 6 пресса. Установка содержит устройство для сборки заготовок, имеющее два сборочных барабана 8, кон- сольно смонтированных в опоре 9 с возмож- ностью аксиального перемещения, приводы 10 для их вращения (не показан) и средство для навивки, включающее каретку 11 со смонтированными на ней катушкой 12 с кордом, роликом 13 и тормозом 14.
Каждый барабан 8 консольно смонтирован в опоре 9 посредством установленной в последней на подшипниках 15 оправки 16 и снабжен разъемным соединением для соединения с приводом 10 вращения, например, электровдигателем. Последний управляется кнопками на пульте управления (не показан). Разъемное соединение выполнено в виде шпинделя 17, подпружиненного в аксиальном направлении пружиной 18 и связанного с приводом 10 посредством пальца 19. Концевые участки внутренней поверхности- оправки 16 для взаимодействия со шпинделем 17 и хвостовиком 20 барабана 8 выполнены коническими. Барабаны зафиксированы в оправках с помощью накидных гаек 21.
В установке имеется средство для подачи барабанов с устройства 7 для сборки в пресс 1 и обратно, имеющее горизонтальную направляющую 22, подвижную по последней каретку 23, на которой смонтированы опоры 9 для барабанов 8, и аксиально подвижный шток 24 с приводом 25 для перемещения каретки. Горизонтальная направляющая 22 закреплена на прессе 1 над
устройством 7 для сборки, шток 24 установлен на верхней плите 6 пресса 1 в направляющих 26 и снабжен толкателями 27 для взаимодействия с барабанами 8 в зоне пресс-форм 2 и пальцем 28 для соединения
0 с опорами 9 для барабанов. Привод 25 может быть выполнен гидравлическим или в виде реечного механизма.
Опора 9 смонтирована в каретке 23 с возможностью вертикального перемеще5 ния по вертикальным направляющим 29 последней и снабжена средством для вертикального перемещения. Последнее выполнено в виде копира 30, установленного на горизонтальной направляющей 22, и
0 взаимодействующего с ним ролика 31, связанного с опорой 9.
Установка работает следующим образом.
По окончании вулканизации изделий 32,
5 находящихся в сомкнутых пресс-формах 2, включается привод 25 и толкатели 27 перемещаются, выталкивая барабаны 8 из пресс- форм 2; при этом каретка 23 также перемещается по горизонтальной направ0 ляющей 22, так как она связана с опорой 9 барабанов. Когда барабаны выходят из пресс-формы, опора 9 перемещается вниз по вертикальным направляющим 29 до тех пор, пока барабан 8 не опустятся в положе5 ние, соосное со шпинделями 17 приводов 10. Вертикальное перемещение S опоры может быть определено по соотношению S RS + RUJT + д, где Ra - радиус барабана/лм, RUJT - радиус штока, мм; g - зазор, равный
0 30...60 мм, необходимый для съема изделия 32 с толкателя 28.
При подходе каретки 23 в крайнее правое положение происходит сжатие пружин 18 и обеспечивается фрикционное взаимо5 действие шпинделей 17 с оправками 16. В результате барабаны 8 соединяются с приводами 10, нижняя плита 4 пресса опускается вместе с нижними полуформами 3, а готовые изделия 32, увлекаясь нижними
0 полуформами, остаются на толкателях 28 (фиг. 1), и снимаются потом операторами.
При вращении на барабанах 8 поочередно производится сборка заготовок изделий 32, в частности ремней, путем на5 ложения обкладочной ткани, навивки корда и наложения сырой резины. После окончания сборки заготовки включается привод 25 и толкатели 28 перемещаются влево, увлекая за собой посредством пальца 28 каретку 23 с барабанами 8. Барабаны 8 перемещаются в крайнее левое положение, затем происходит подъем нижней плиты 4 пресса, подъем опоры 9, барабанов 8 по направляющим 29 и смыкание пресс-форм 2. Начинается вулканизация. По окончании вул- канизации цикл повторяется.
Использование данной установки позволяет автоматизировать процесс изготовления зубчатых ремней, избавиться от ручного труда и обеспечить высокую производительность, обеспечивающую массовое производство.
Формула изобретения 1. Установка для изготовления кольце- вых резинотехнических изделий, содержащая вулканизационный пресс, устройство для сборки заготовок с консольно смонтированным в опоре с возможностью аксиального перемещения сборочным барабаном и приводом для его вращения и средство для подачи барабана с устройства для сборки в пресс и обратно, имеющее подвижную по горизонтальной направляющей каретку, на которой смонтирована опора для барабана, и аксиально подвижный шток с приводом
для ее перемещения, отличающаяся тем, что, с целью повышения удобства установки в обслуживании, горизонтальная направляющая закреплена на прессе над устройством для сборки, шток установлен на прессе с возможностью взаимодействия с барабаном в зоне пресс-формы и снабжен пальцем для соединения с опорой для барабана, а последняя смонтирована на каретке с возможностью вертикального перемещения и снабжена средством для вертикального перемещения, причем барабан связан с приводом для вращения посредством разъемного соединения.
2.Установка пол. 1,отличающая- с я тем, что барабан консольно смонтирован в опоре посредством установленной в последней на подшипниках оправки, и разъемное соединение вытгбл нено б виде аксиально подпружиненного шпинделя для взаимодействия с оправкой.
3.Установка поп. 1,отличающая- с я тем, что средство для вертикального перемещения опоры выполнены в виде копира, установленного на горизонтальной направляющей.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Устройство для выгрузки свулканизованных покрышек | 1980 |
|
SU904250A1 |
| Устройство для сборки многослойных браслетов покрышек пневматических шин | 1974 |
|
SU596477A1 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1789346A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
Использование: изготовление резиновых технических изделий, в частности бесконечных зубчатых ремней. Сущность изобретения: на прессе 1 над устройством 7 для сборки закреплена горизонтальная направляющая 22. Шток 24 установлен на прессе с возможностью взаимодействия с барабаном 8 в зоне пресс-формы и снабжен пальцем 28 для соединения с опорой 9 барабана. Опора 9 смонтирована в каретке 23 с возможностью вертикального перемещения. Барабан 8 связан с приводом 10 посредством разъемного соединения. Барабан 8 коисально смонтирован в опоре 9 посредством установленной в последней на подшипниках оправки. Средство для вертикального перемещения опоры 9 выполнено в виде копира 30, установленного на направляющей 22 2 з.п. ф-лы, 5 ил
Ъ гпф
LI SI
г гпф
/
0Ј
Ј гпф
ZZ099U
W1
ф иг.5
ArA
3D 31
6 8 f
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Солесос | 1922 |
|
SU29A1 |
