Изобретение относится к устройствам для выполнения комплексных операций на заготовке верхней части обуви.
Целью изобретения является повышение качества и упрощение процесса обработки заготовки.
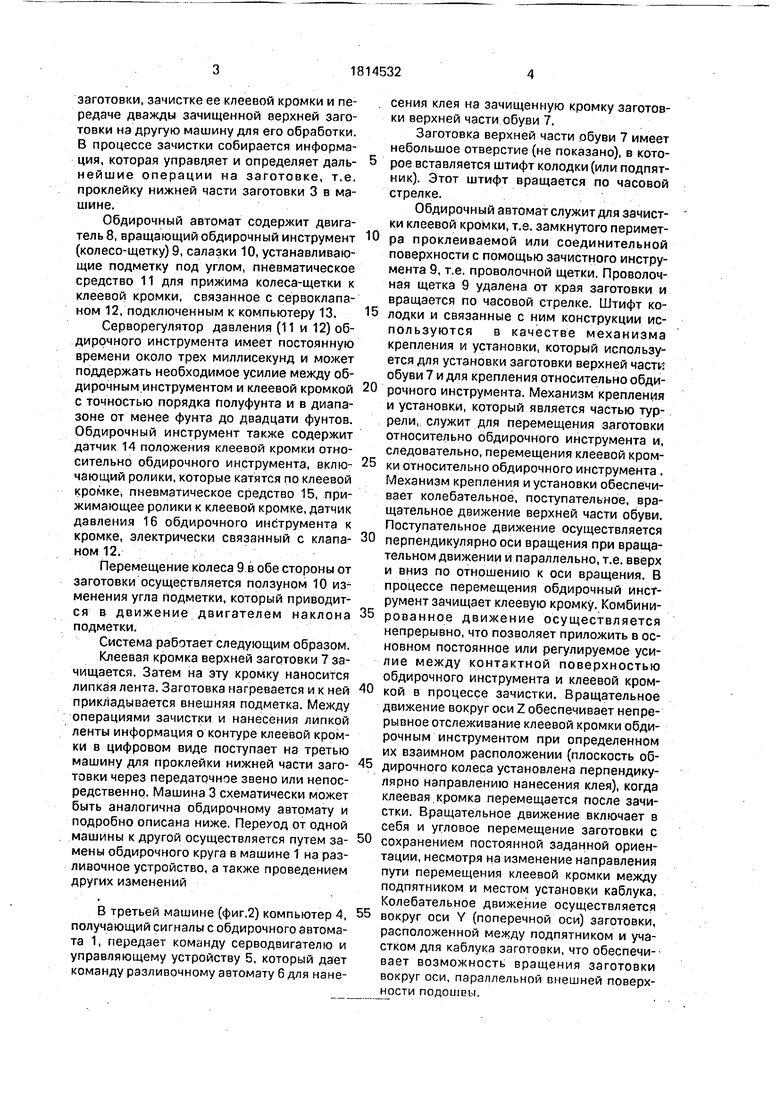
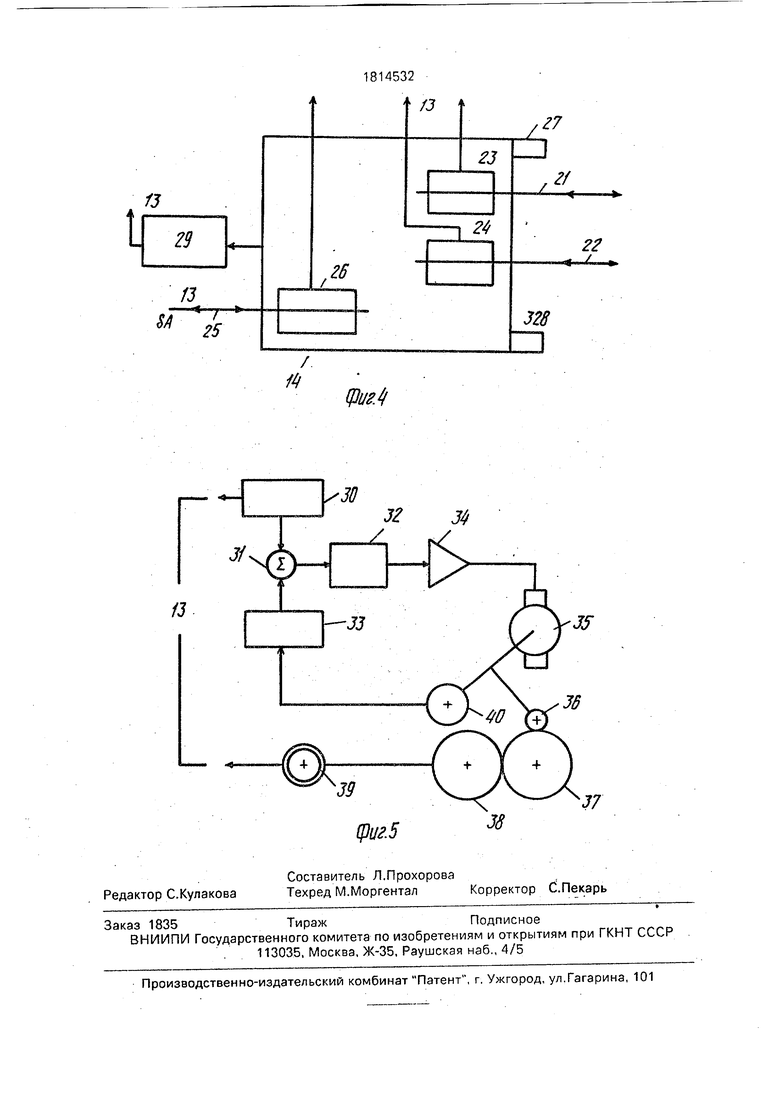
На фиг.1 изображена предлагаемая система; на фиг.2 - блок-схема машины для проклейки нижней части заготовки вместе с заготовкой; на фиг.З - представлены наиболее важные узлы обдирочной машины; на фиг.4 - блок-схема чувствительных датчиков; на фиг.5 - схематическое изображение
одноосевого контроллера для обдирочной машины.
Система на фиг. Т содержит обдирочный инструмент 1, связанный через передающее звено 2 и непосредственно с машиной для проклейки нижней части заготовки 3 с блоком управления, выполнение которого представлено на фиг.2, компьютер 4, серводвигатели и другие управляющие устройства 5, разливочное устройство 6, заготовка верхней части обуви 7.
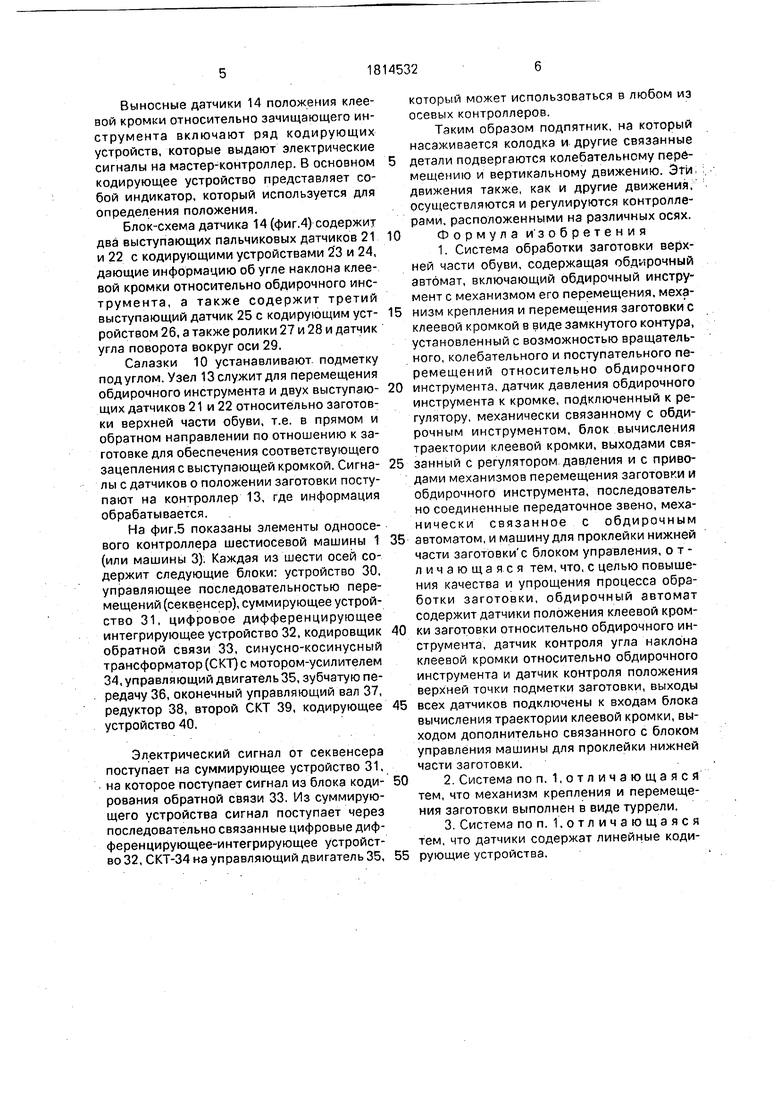
На фиг.З представлено схемное выполнение обдирочного автомата, основное назначение которого заключается в приеме
00
Ј ел со го
СА
заготовки, зачистке ее клеевой кромки и передаче дважды зачищенной верхней заготовки нэ другую машину для его обработки. В процессе зачистки собирается информация, которая управляет и определяет дальнейшие операции на заготовке, т.е. проклейку нижней части заготовки 3 в машине.
Обдирочный автомат содержит двигатель 8, вращающий обдирочный инструмент (колесо-щетку) 9, салазки 10, устанавливающие подметку под углом, пневматическое средство 11 для прижима колеса-щетки к клеевой кромки, связанное с сервоклапа- ном 12, подключенным к компьютеру 13.
Серворегулятор давления (11 и 12) обдирочного инструмента имеет постоянную времени около трех миллисекунд и может поддержать необходимое усилие между об- дирочным.инструментом и клеевой кромкой с точностью порядка полуфунта и в диапазоне от менее фунта до двадцати фунтов. Обдирочный инструмент также содержит датчик 14 положения клеевой кромки относительно обдирочного инструмента, включающий ролики, которые катятся по клеевой кромке, пневматическое средство 15, прижимающее ролики к клеевой кромке, датчик давления 16 обдирочного инструмента к кромке, электрически связанный с клапаном 12.
Перемещение колеса 9 в обе стороны от заготовки осуществляется ползуном 10 изменения угла подметки, который приводится в движение двигателем наклона подметки.
Система работает следующим образом.
Клеевая кромка верхней заготовки 7 зачищается. Затем на эту кромку наносится липкая лента. Заготовка нагревается и к ней прикладывается внешняя подметка. Между операциями зачистки и нанесения липкой ленты информация о контуре клеевой кромки в цифровом виде поступает на третью машину для проклейки нижней части заготовки через передаточное звено или непосредственно. Машина 3 схематически может быть аналогична обдирочному автомату и подробно описана ниже. Переход от одной машины к другой осуществляется путем замены обдирочного круга в машине 1 на разливочное устройство, а также проведением других изменений
В третьей машине (фиг.2) компьютер 4, получающий сигналы с обдирочного автомата 1, передает команду серводвигателю и управляющему устройству 5, который дает команду разливочному автомату 6 для нане. сения клея на зачищенную кромку заготовки верхней части обуви 7.
Заготовка верхней части обуви 7 имеет небольшое отверстие (не показано), в которое вставляется штифт колодки (или подпятник). Этот штифт вращается по часовой стрелке.
Обдирочный автомат служит для зачистки клеевой кромки, т.е. замкнутого периметра проклеиваемой или соединительной поверхности с помощью зачистного инструмента 9, т.е. проволочной щетки. Проволочная щетка 9 удалена от края заготовки и вращается по часовой стрелке. Штифт ко5 лодки и связанные с ним конструкции используются в качестве механизма крепления и установки, который используется для установки заготовки верхней чаете обуви 7 и для крепления относительно обди0 рочного инструмента. Механизм крепления и установки, который является частью тур- рели, служит для перемещения заготовки относительно обдирочного инструмента и, следовательно, перемещения клеевой кром5 ки относительно обдирочного инструмента . Механизм крепления и установки обеспечивает колебательное, поступательное, вращательное движение верхней части обуви. Поступательное движение осуществляется
0 перпендикулярно оси вращения при вращательном движении и параллельно, т.е. вверх и вниз по отношению к оси вращения. В процессе перемещения обдирочный инструмент зачищает клеевую кромку. Комбини5 рованное движение осуществляется непрерывно, что позволяет приложить в основном постоянное или регулируемое усилие между контактной поверхностью обдирочного инструмента и клеевой кром0 кой в процессе зачистки. Вращательное движение вокруг оси Z обеспечивает непрерывное отслеживание клеевой кромки обдирочным инструментом при определенном их взаимном расположении (плоскость об5 дирочного колеса установлена перпендикулярно направлению нанесения клея), когда клеевая.кромка перемещается после зачистки. Вращательное движение включает в себя и угловое перемещение заготовки с
0 сохранением постоянной заданной ориентации, несмотря на изменение направления пути перемещения клеевой кромки между подпятником и местом установки каблука. Колебательное движение осуществляется
5 вокруг оси Y (поперечной оси) заготовки, расположенной между подпятником и участком для каблука заготовки, что обеспечивает возможность вращения заготовки вокруг оси, параллельной внешней поверхности подошвы.
Выносные датчики 14 положения клеевой кромки относительно зачищающего инструмента включают ряд кодирующих устройств, которые выдают электрические сигналы на мастер-контроллер. В основном кодирующее устройство представляет собой индикатор, который используется для определения положения.
Блок-схема датчика 14 (фиг.4) содержит два выступающих пальчиковых датчиков 21 и 22 с кодирующими устройствами 23 и 24, дающие информацию об угле наклона клеевой кромки относительно обдирочного инструмента, а также содержит третий выступающий датчик 25 с кодирующим устройством 26, а также ролики 27 и 28 и датчик угла поворота вокруг оси 29.
Салазки 10 устанавливают- подметку под углом. Узел 13 служит для перемещения обдирочного инструмента и двух выступающих датчиков 21 и 22 относительно заготовки верхней части обуви, т.е. в прямом и обратном направлении по отношению к заготовке для обеспечения соответствующего зацепления с выступающей кромкой. Сигналы с датчиков о положении заготовки поступают на контроллер 13, где информация обрабатывается.
На фиг.5 показаны элементы одноосе- вого контроллера шестиосевой машины 1 (или машины 3). Каждая из шести осей содержит следующие блоки: устройство 30, управляющее последовательностью перемещений (секвенсер), суммирующее устройство 31, цифровое дифференцирующее интегрирующее устройство 32, кодировщик обратной связи 33, синусно-косинусный трансформатор (СКТ) с мотором-усилителем 34, управляющий двигатель 35, зубчатую передачу 36, оконечный управляющий вал 37, редуктор 38, второй СКТ 39, кодирующее устройство 40.
Электрический сигнал от секвенсера поступает на суммирующее устройство 31, на которое поступает сигнал из блока кодирования обратной связи 33. Из суммирующего устройства сигнал поступает через последовательно связанные цифровые дифференцирующее-интегрирующее устройство 32, СКТ-34 на управляющий двигатель 35,
который может использоваться в любом из осевых контроллеров.
Таким образом подпятник, на который насаживается колодка и другие связанные 5 детали подвергаются колебательному перемещению и вертикальному движению. Эти. движения также, как и другие движения, осуществляются и регулируются контроллерами, расположенными на различных осях.
0 Формула и з обретения
1. Система обработки заготовки верхней части обуви, содержащая обдирочный автомат, включающий обдирочный инструмент с механизмом его перемещения, меха5 низм крепления и перемещения заготовки с клеевой кромкой в виде замкнутого контура, установленный с возможностью вращательного, колебательного и поступательного перемещений относительно обдирочного
0 инструмента, датчик давления обдирочного инструмента к кромке, подключенный к регулятору, механически связанному с обдирочным инструментом, блок вычисления траектории клеевой кромки, выходами свя5 занный с регулятором давления и с приводами механизмов перемещения заготовки и обдирочного инструмента, последовательно соединенные передаточное звено, меха- нически связанное с обдирочным
5 автоматом, и машину для проклейки нижней части заготовки с блоком управления, отличающаяся тем, что, с целью повышения качества и упрощения процесса обработки заготовки, обдирочный автомат содержит датчики положения клеевой кром0 ки заготовки относительно обдирочного инструмента, датчик контроля угла наклона клеевой кромки относительно обдирочного инструмента и датчик контроля положения верхней точки подметки заготовки, выходы
5 всех датчиков подключены к входам блока вычисления траектории клеевой кромки, выходом дополнительно связанного с блоком управления машины для проклейки нижней части заготовки.
0 2. Система по п, 1, о т л и ч а ю щ а я с я тем, что механизм крепления и перемещения заготовки выполнен в виде туррели.
3. Система по п. 1,отличающаяся тем, что датчики содержат линейные коди5 рующие устройства.
} гпф
Изобретение относится к обувной промышленности, в частности к выполнению комплексных операций на заготовке верхней части обуви. Сущность изобретения: система для выполнения множества операций над заготовкой верхней части обуви содержит обдирочный автомат, имеющий инструмент для удаления материала и зачистки клеевой кромки заготовки для создания поверхности для нанесения клея, на которую в дальнейшем крепится подметка. Клеевая кромка представляет собой замкнутый контур, который быстро изменяется в системе координат x-y-z. Направление перемещения обдирочного инструмента должно непрерывно изменяться для отслеживания направления изменения клеевой кромки. Заготовка верхней части и клеевая кромка обычно совершают вращательное качатель- . ное и поперечное поступательное движения, а также вертикальное поступательное движение, т.е. перемещение к инструменту и от него, в процессе операции зачистки. Собираются текущие данные, которые могут быть использованы в последующей работе, т.е. траектория перемещения клеевой кром- : ки преобразуется в цифровую форму. Эта . информация затем используется для управ- ; ления устройством, наносящим клей на кромку для последующего крепления подметки. 2 з.п. ф-лы. 5 ил. ел с
2CSH8l
/
#
Фиг4
| УСТРОЙСТВО для ФОРМИРОВАНИЯ СИГНАЛА | 0 |
|
SU250214A1 |
| кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Приспособление для перемещения и просушивания склеенных картонных коробок | 1924 |
|
SU1387A1 |
