Изобретение относится к легкой промышленности, а именно к обувному производству.
Цель изобретения - повышение качества обработки приклеенного края подметочной части заготовки обуви.
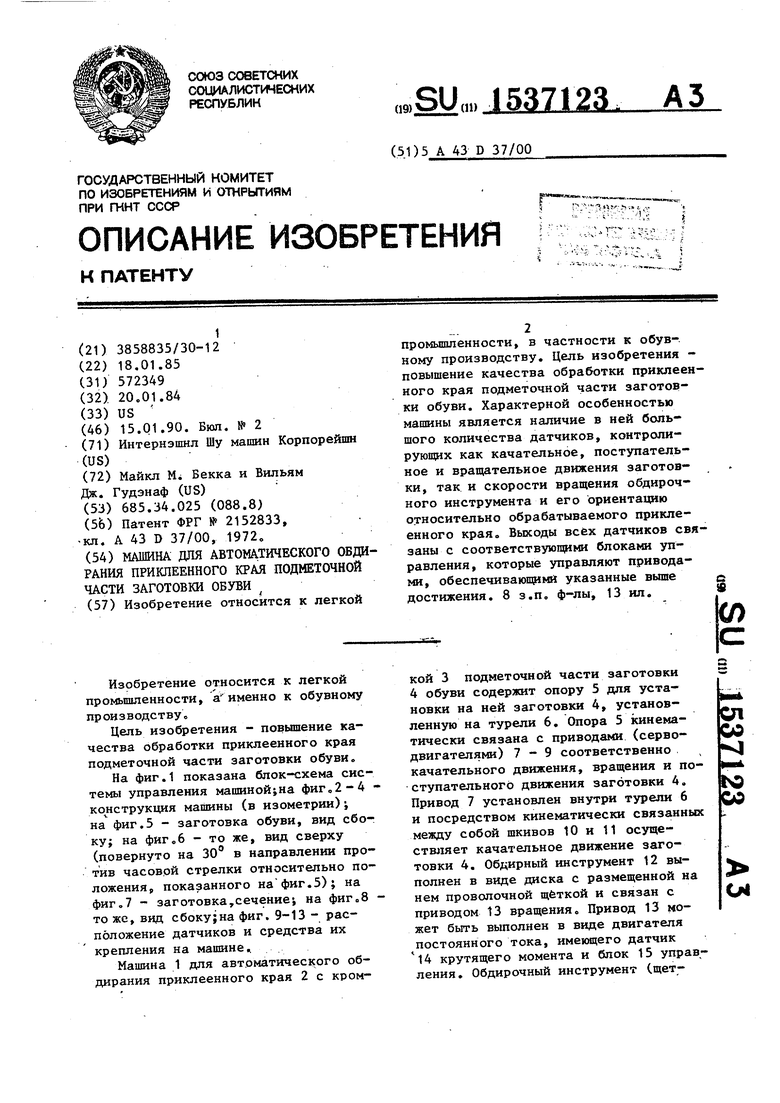
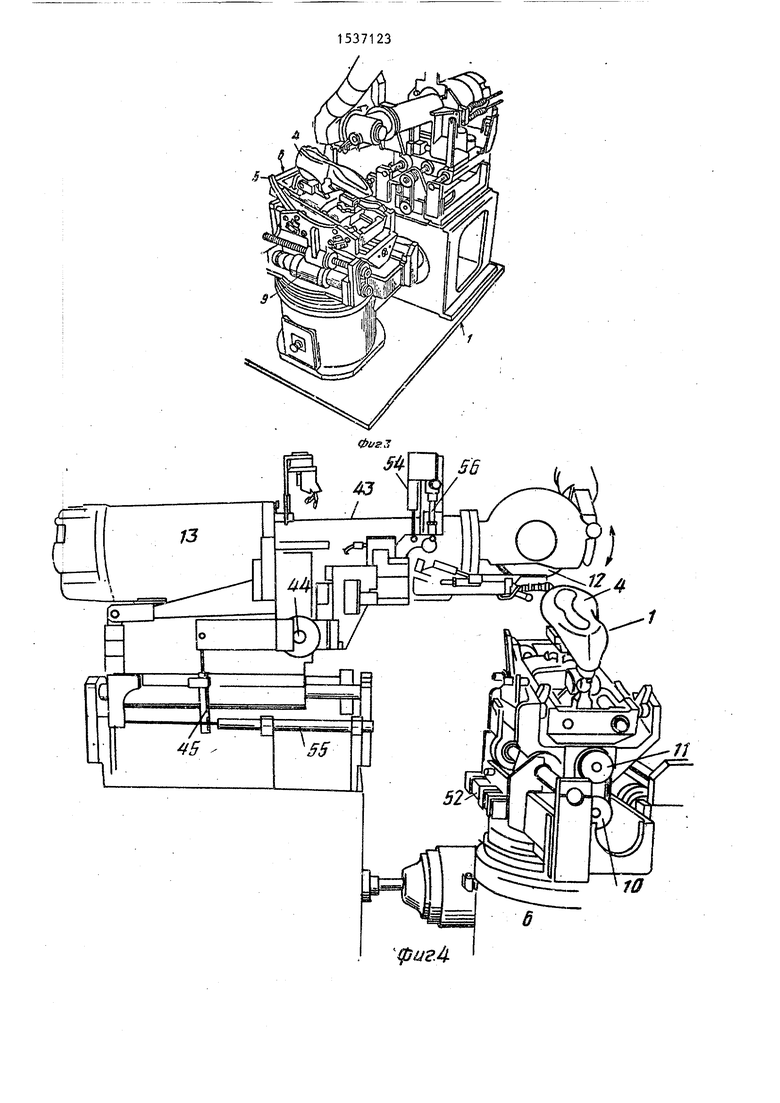
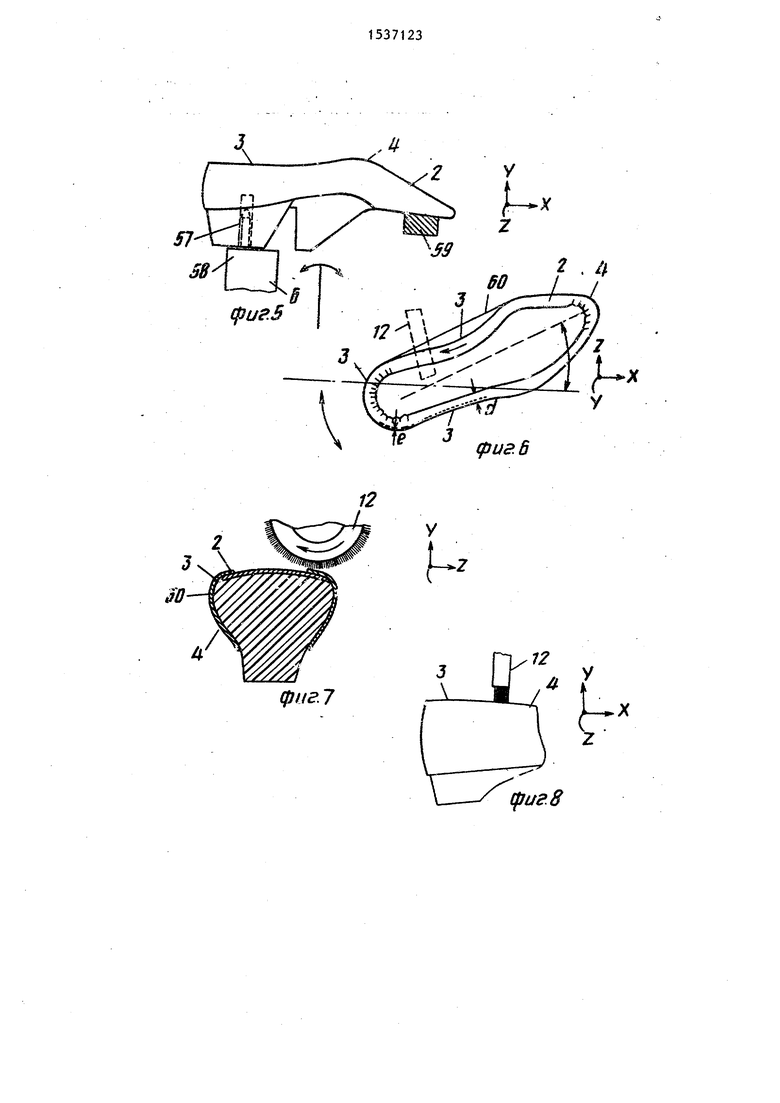
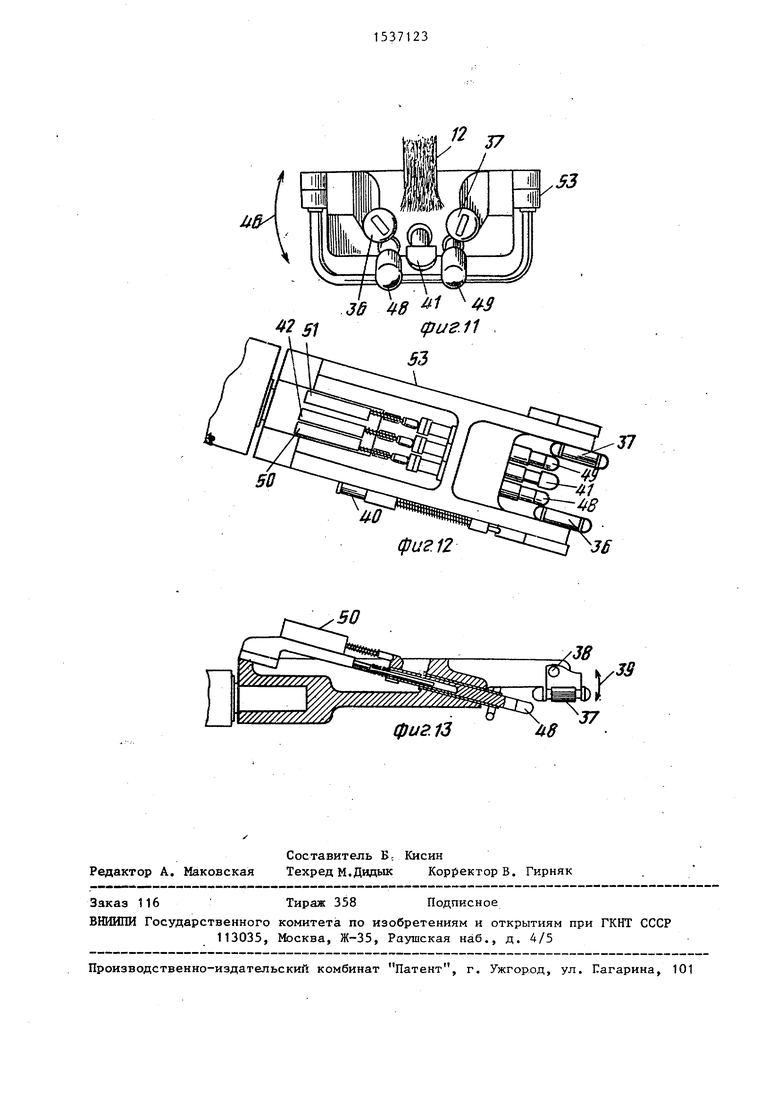
На фиг.1 показана блок-схема системы управления машиной;на фиг.2-4 - конструкция машины (в изометрии); на фиг.5 - заготовка обуви, вид сбоку; на фиг.6 - то же, вид сверху (повернуто на 30° в направлении против часовой стрелки относительно положения, показанного на фиг.5); на фиг.7 - заготовка,сечение-, на фиг.8 то же, вид сбоку;на фиг. 9-13 - расположение датчиков и средства их крепления на машине.
Машина 1 для автоматического обдирания приклеенного края 2 с кромкой 3 подметочной части заготовки 4 обуви содержит опору 5 для установки на ней заготовки 4, установленную на турели 6. Опора 5 кинематически связана с приводами (серводвигателями) 7-9 соответственно качательного движения, вращения и поступательного движения заготовки 4. Привод 7 установлен внутри турели 6 и посредством кинематически связанных между собой шкивов 10 и 11 осуществляет качательное движение заготовки 4. Обдирный инструмент 12 выполнен в виде диска с размещенной на нем проволочной щёткой и связан с приводом 13 вращения. Привод 13 может быть выполнен в виде двигателя постоянного тока, имеющего датчик 14 крутящего момента и блок 15 управления. Обдирочный инструмент (щет
31
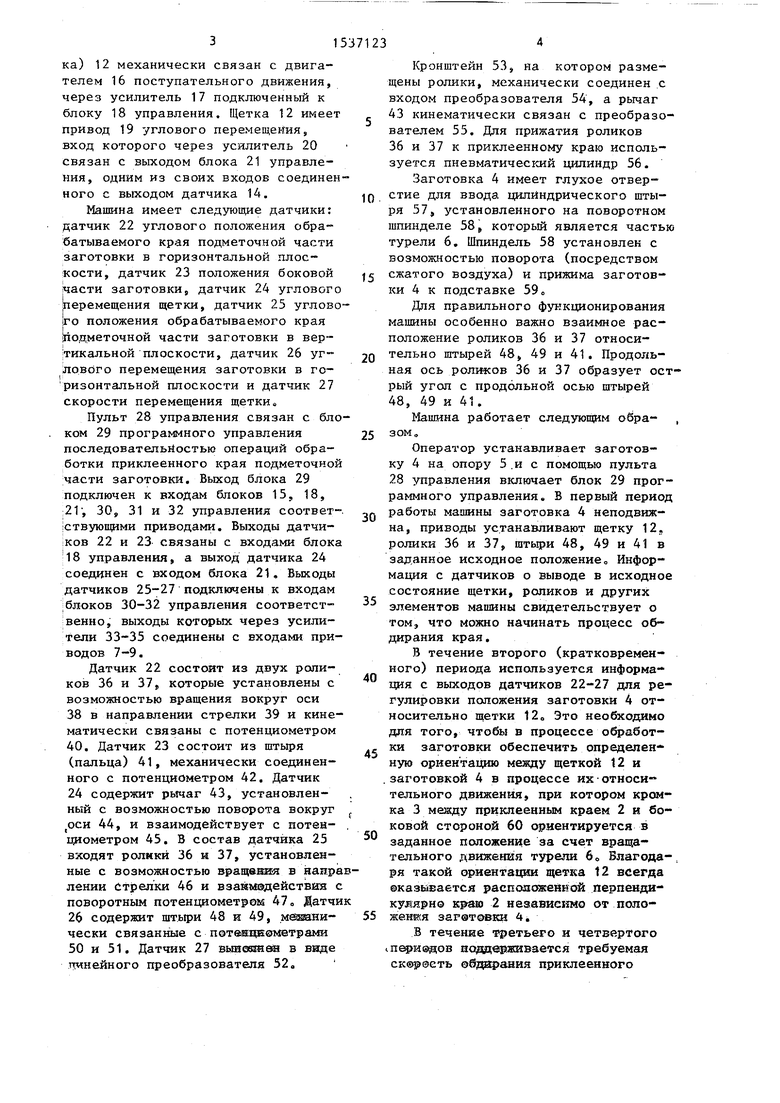
ка) 12 механически связан с двигателем 16 поступательного движения, через усилитель 17 подключенный к блоку 18 управления. Щетка 12 имеет привод 19 углового перемещения, вход которого через усилитель 20 связан с выходом блока 21 управления, одним из своих входов соединенного с выходом датчика 14.
Машина имеет следующие датчики: датчик 22 углового положения обрабатываемого края подметочной части заготовки в горизонтальной плоскости, датчик 23 положения боковой части заготовки, датчик 24 углового перемещения щетки, датчик 25 углового положения обрабатываемого края подметочной части заготовки в вертикальной плоскости, датчик 26 углового перемещения заготовки в горизонтальной плоскости и датчик 27 скорости перемещения щетки.
Пульт 28 управления связан с блоком 29 программного управления последовательностью операций обработки приклеенного края подметочной части заготовки. Выход блока 29 подключен к входам блоков 15, 18, 21, 30, 31 и 32 управления соответствующими приводами. Выходы датчиков 22 и 23 связаны с входами блока 18 управления, а выход датчика 24 соединен с входом блока 21. Выходы датчиков 25-27 подключены к входам блоков 30-32 управления соответственно, выходы которых через усилители 33-35 соединены с входами приводов 7-9.
Датчик 22 состоит из двух роликов 36 и 37, которые установлены с возможностью вращения вокруг оси 38 в направлении стрелки 39 и кинематически связаны с потенциометром 40. Датчик 23 состоит из штыря (пальца) 41, механически соединенного с потенциометром 42. Датчик 24 содержит рычаг 43, установленный с возможностью поворота вокруг (оси 44, и взаимодействует с потенциометром 45. В состав датчика 25 входят ролики 36 и 37, установленные с возможностью вращения в напралении стрелки 46 и взаимодействия с поворотным потенциометром 47. Датчи 26 содержит штыри 48 и 49, мвввани- чески связанные с потеяцивметрами 50 и 51. Датчик 27 вьшовшав в виде пчнейного преобразователя 52.
5
0
5
0 5
0
5
0
5
Кронштейн 53, на котором размещены ролики, механически соединен с входом преобразователя 54, а рычаг 43 кинематически связан с преобразователем 55. Для прижатия роликов 36 и 37 к приклеенному краю используется пневматический цилиндр 56.
Заготовка 4 имеет глухое отверстие для ввода цилиндрического штыря 57, установленного на поворотном шпинделе 58, который является частью турели 6. Шпиндель 58 установлен с возможностью поворота (посредством сжатого воздуха) и прижима заготовки 4 к подставке 59
Для правильного функционирования машины особенно важно взаимное расположение роликов 36 и 37 относительно штырей 48, 49 и 41. Продольная ось роликов 36 и 37 образует острый угол с продольной осью штырей 48, 49 и 41.
Машина работает следующим обра- , эом.
Оператор устанавливает заготовку 4 на опору 5 и с помощью пульта 28 управления включает блок 29 программного управления. В первый период работы машины заготовка 4 неподвижна, приводы устанавливают щетку 12, ролики 36 и 37, штыри 48, 49 и 41 в заданное исходное положение. Информация с датчиков о выводе в исходное состояние щетки, роликов и других элементов машины свидетельствует о том, что можно начинать процесс обдирания края.
В течение второго (кратковременного) периода используется информация с выходов датчиков 22-27 для регулировки положения заготовки 4 относительно щетки 12„ Это необходимо для того, чтобы в процессе обработки заготовки обеспечить определенную ориентацию между щеткой 12 и заготовкой 4 в процессе их относительного движения, при котором кромка 3 между приклеенным краем 2 и боковой стороной 60 ориентируется в заданное положение за счет вращательного движения турели 6„ Благодаря такой ориентации щетка 12 всегда оказывается расположенной перпендикулярно краю 2 независимо от положения заготовки 4.
В течение третьего и четвертого периодов поддерживается требуемая скврвсть обдирания приклеенного
края заготовки. При этом в течение третьего периода щетка 12 приводится в контакт с низом заготовки. В течение четвертого периода дополнительно регулируется количество удаляемой кожи при обдирании края заготовки.
Рассмотрим более подробно эти периоды работы машины.
Ролики 36 и 37 катятся по приклеенному краю и оказывают на него давление, обеспечиваемое пневматическим цилиндром 56. Оба ролика 36 и 37, установленные по разные стороны щетки 12, отслеживают неровности приклеенного края в процессе поступательного движения заготовки 4 Перемещения роликов 36 и 37 вызывают перемещение кронштейна 53, которое преобразуется в электрический сигнал с помощью потенциометра 47. Эта информация используется для управления качательным движением опоры 5. Ролики 36 и 37 могут также поворачиваться вокруг оси 38. Величина этого поворота преобразуется в электрический сигнал при помощи потенциометра 40 и используется для регулировки глубины внедрения щетки 12 в приклеенный край 2 для исключения выхода щетки за кромку 3 края 2 и повреждения стельки.
Положение штырей 48 и 49 несет информацию об угле поворота турели 6, а следовательно, и заготовки 4.Дифференциальный выходной сигнал, характеризующий взаимное положение штырей 48 и 49, используется для угловой ориентации заготовки 4 относительно щетки 12. Практически всегда выдвижение штыря 48 сопровождается втягиванием штыря 49, и наоборот. Эти перемещения с помощью потенциометров 50 и 51 преобразуются в электрические сигналы, управляющие проводом 8.
Штырь 41 перемещается возвратно- поступательно в продольном направлении в зависимости от угла поворота заготовки 4. Это перемещение преобразуется в электрический сигнал с помощью потенциометра 42, управляющего приводом 16.
Контур заготовки 4 у различных заготовок неодинаков. В результате без принятия специальных мер в процессе обработки щетка 12 может повредить заготовку. Чтобы исключить такое пов0
5
0
5
0
реждение заготовки, используется датчик 14 крутящего момента. Выходной сигнал датчика 14 пропорционален нагрузке на валу электродвигателя 13 постоянного тока. Выходной сигнал датчика 14 воздействует на блок 15 управления, изменяющий скорость вращения электродвигателя 13, а следо- . вательно, и скорость вращения щетки 12„ Выходной сигнал датчика 14 воздействует через блок 21 управления на привод 19, изменяющий глубину внедрения щетки 12 в приклеенный край.
В течение пятого периода (момент подхода щетки к пяточному или носочному изгибу заготовки) процесс обработки замедляется. После прохода этих участков процесс обработки повторяется, как описано выше.
Характерной особенностью данной машины является то, что благодаря выполнению привода 8 вращения заготовки реверсивным с возможностью углового перемещения на ±360°, возможна обработка заготовки как в направлении вращения по часовой стрелке, так и против нее.
Формула изобретения
5
5
1. Машина для автоматического обдирания приклеенного края подметочной части заготовки обуви, содержащая опору с размещенной на ней заготовкой, кинематически связанной с приводами качения, вращения и поступательного перемещения заготовки, и д обдирочный инструмент, имеющий привод поступательного перемещения относительно приклеенного края подметочной части заготовки обуви, о т- личающаяся тем, что, с целью повышения качества обработки приклеенного края подметочной части заготовки обуви, она снабжена приводами вращения и углового перемещения обдирочного инструмента, средством контроля угловых положений приклеенного края подметочной части заготовки обуви в горизонтальной и вертикальной плоскостях, датчиком пр- ложения боковой части заготовки, датчиком углового перемещения обдирочного инструмента, датчиком углового перемещения заготовки в горизонтальной плоскости и датчиком скорости перемещения обдирочного инструмента,
0
5
а обдирочный инструмент выполнен в виде диска с размещенной по его тор- цэвой части щетхой, при этом первый выход средства контроля угловых положений приклеенного края подметочной части заготовки обуви в горизонталь- ной и вертикальной плоскостях и выхоц датчика положения боковой части заготовки подключены к соответствующим входам привода поступательного перемещения обдирочного инструмента, выход датчика углового перемещения об- дирочнсго инструмента соединен с первым входом привода углового перемещения обдирочного инструмента второй выход средства контроля угловых положений приклеенного края подметочной части заготовки обуви в горизонтальной и вертикальной плоскостях связан с входом привода качания заготовки, выход датчика углового перемещения заготовки в горизонтальной плоскости подключен к входу привода вращения заготовки, а выход датчика скорости перемещения обдирочного инструмента связан с входом привода поступательного перемещения заготовки.
2. Машина по п.1, отличающая с я тем, что средство контроля положения приклеенного края подметочной части заготовки обуви в горизонтальной и вертикальной плоскостях выполнено в виде роликов, расположенных по разные стороны диска об- дирочйого инструмента, установленных с возможностью взаимодействия с приклеенным краем подметочной части заготовки обуви и кинематически связанных с соответствующими потенциометрами.
3. Машина по п.1, отличающаяся тем, что датчик положения боковой части заготовки выполнен а виде штыря, установленного под диском обдирочного инструмента с возможностью возвратно-поступательного движения и кинематически связанного с потенциометром.
0
5
0
5
0
5
0
5
4.Машина по пп. 1-3, отличающаяся тем, что датчик углового перемещения заготовки в горизонтальной плоскости выполнен в виде двух штырей, расположенных по разные стороны штыря датчика положения боковой части заготовки, установленных с возможностью возвратно- поступательного перемещения и кинематически связанных с соответствующими потенциометрами.
5.Машина по пп. 1, 3 и 4, отличающаяся тем, что потенциометры датчика углового перемещения заготовки в горизонтальной плоскости включены по дифференциальной схеме.
6.Машина по пп. 1-4, отличающаяся тем, что оси штырей датчиков положения боковой части и углового перемещения заготовки параллельны и установлены под острым углом к осям роликов средства контроля положений приклеенного края подметочной части заготовки обуви
в горизонтальной и вертикальной плоскостях.
7.Машина поп.1,отличаю- щ а я с я тем, что она снабжена датчиком крутящего момента, выход которого связан с вторым входом привода углового перемещения обдирочного инструмента.
8.Машина по п.1, отличающаяся тем, что привод вращения заготовки выполнен реверсивным с возможностью углового перемещения на ±360°.
9.Машина поп.1,отличаю- щ а я с я тем, что датчики положения боковой части и углового перемещения заготовки и средство контроля положений приклеенного края подметочной части заготовки обуви в г эри- зонтальной и вертикальной плоскостях размещены в одном корпусе с обдирочным инструментом.
а
4J-1
f f

Изобретение относится к легкой промышленности, в частности к обувному производству. Цель изобретения - повышение качества обработки приклеенного края подметочной части заготовки обуви. Характерной особенностью машины является наличие в ней большого количества датчиков, контролируемых как качательное, поступательное и вращательное движения заготовки, так и скорости вращения обдирочного инструмента и его ориентацию относительно обрабатываемого приклеенного края. Выходы всех датчиков связаны с соответствующими блоками управления, которые управляют приводами, обеспечивающими указанные выше движения. 8 з.п. ф-лы, 13 ил.
ППILS
UL
Г7
1
--L
21
Ы
31
u
32
.15
фиг 2
10
фигЛ
фиг. 7
Т з
(риг 6
Iфиг 8
m
UJ -J
NJ
OJ
Nu
3d 48 W 42 &ери г 11
53
50
W
фиг 12
w
38
фиг 13
| УСТАНОВКА ДЛЯ КОНТРОЛЯ И РЕМОНТА ЗАГОТОВОК | 1996 |
|
RU2152833C2 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
